Cómo el diseño de la pieza afecta la calidad de las piezas en MIM
La mayoría de los problemas recurrentes de calidad en MIM se diseñan mucho antes de que se ejecute el primer lote de producción. Para cuando una pieza muestra alabeo, agrietamiento, rebaba, variación de densidad o desviación dimensional, la causa raíz ya suele estar en el modelo CAD. En el moldeo por inyección de metal, la geometría hace más que definir la forma. Afecta cómo el feedstock llena…
La mayoría de los problemas recurrentes de calidad en MIM se diseñan mucho antes de que se ejecute el primer lote de producción. Para cuando una pieza muestra alabeo, agrietamiento, rebaba, variación de densidad o desviación dimensional, la causa raíz ya suele estar en el modelo CAD. En el moldeo por inyección de metal, la geometría hace más que definir la forma. Afecta cómo el feedstock llena, cómo la pieza en verde resiste la manipulación, cómo el aglutinante sale de la estructura y qué tan uniformemente se contrae la pieza durante el sinterizado.
Por eso este artículo se enfoca en una sola pregunta práctica: cómo las decisiones de diseño de piezas se convierten en problemas de calidad de las piezas. No pretende reemplazar una guía más amplia
Guía de diseño MIM.
En cambio, está escrito para ingenieros, compradores y equipos de proyecto que necesitan evaluar si una pieza puede mantenerse estable, repetible y dentro de tolerancia durante la producción real.
Punto central: En MIM, muchos problemas de calidad son más fáciles de prevenir en la etapa de diseño que de corregir posteriormente mediante moldeo, desaglutinado, sinterizado, clasificación o retrabajo.
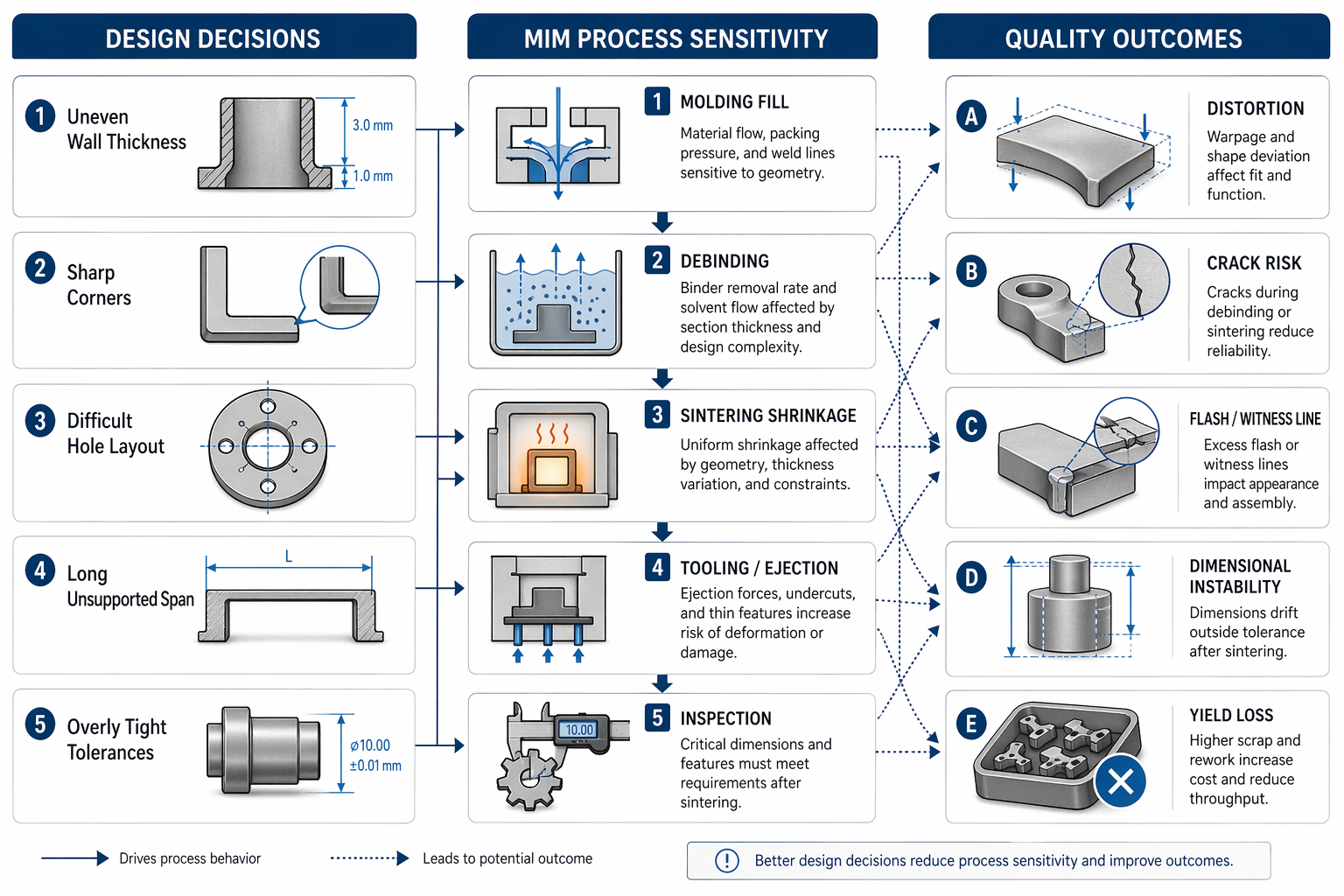
Figura 1. Cómo las Decisiones de Diseño de Piezas se Convierten en Problemas de Calidad en MIM
Conclusión clave: Los resultados de calidad más graves en MIM suelen tener su origen en un pequeño número de decisiones tempranas de diseño.
Este mapa lógico le da al lector el punto de partida correcto. La distorsión, el agrietamiento, la rebaba, las líneas de partición, la debilidad relacionada con la porosidad y las dimensiones inestables no deben tratarse como eventos aislados en el piso de producción. En muchos proyectos de MIM, son el resultado visible de decisiones de diseño que hicieron que el proceso fuera más sensible desde el principio.
Ese es el hilo conductor de todo el artículo: una vez que la geometría aumenta la sensibilidad del proceso, la calidad se vuelve más difícil de mantener lote tras lote.
1. El Espesor de Pared Desigual es Donde Comienzan Muchos Problemas de Calidad en MIM
Un espesor grueso junto a una pared delgada puede parecer inofensivo en la pantalla, pero rara vez se comporta así después del desaglutinado y sinterizado. Una vez que el equilibrio de secciones es deficiente, la contracción se vuelve menos predecible, el riesgo de distorsión aumenta y la estabilidad dimensional generalmente empeora.
Por eso el control del espesor de pared no es solo un tema de geometría. Es una de las primeras decisiones de calidad en el diseño de piezas. Si la distribución de masa es incorrecta, el proceso tiene que trabajar más para proteger la pieza de problemas que fueron incorporados en la forma desde el primer día.
Figura 2. Espesor de Pared Desigual vs Espesor de Pared Equilibrado en MIM
Conclusión clave: Un espesor de sección equilibrado le da a la pieza una mejor oportunidad de llenarse, desaglutinarse y contraerse de manera controlada.
El ejemplo débil no es problemático porque sea difícil de dibujar. Es problemático porque concentra la masa en un área mientras deja otra área relativamente ligera. Ese desequilibrio a menudo se manifiesta más tarde como contracción desigual, desviación de forma, movimiento de agujeros o mayor variación entre lotes.
El mejor ejemplo utiliza un perfil de sección más estable. En la producción real de MIM, esto suele ofrecer una mejor repetibilidad que intentar “arreglar” una distribución de masa deficiente solo con ajustes de proceso.
Utilice transiciones para reducir la concentración de esfuerzos
No siempre es realista tener paredes completamente uniformes, pero aún así deben evitarse los cambios bruscos de espesor. Una transición más suave facilita el flujo, el desaglutinado y, por lo general, es más tolerante en el sinterizado. Si es necesario discutir la estrategia geométrica general con más detalle, eso pertenece a una sección separada
Guía de diseño MIM
en lugar de sobrecargar esta página.
Las nervaduras suelen funcionar mejor que el refuerzo sólido sobredimensionado
Cuando un diseñador necesita más rigidez, el instinto suele ser agregar volumen. En MIM, esto puede crear más problemas de los que resuelve. Un diseño con nervaduras o aligerado suele ofrecer un mejor resultado de calidad que un bloque sólido grueso porque reduce la concentración de masa y sigue cumpliendo su función.
2. Los agujeros, ranuras y características con pasadores de núcleo son fáciles de subestimar
En un dibujo, los agujeros y las ranuras parecen simples. En el herramental y la producción, se convierten en pasadores de núcleo, condiciones de sellado, paredes locales delgadas y posibles puntos débiles. Si la disposición es demasiado agresiva, la pérdida de calidad suele manifestarse como rebaba, agrietamiento local, inestabilidad en los bordes o baja repetibilidad de una corrida a otra.
La verdadera pregunta no es si una característica puede formarse una vez. La mejor pregunta es si puede formarse de manera consistente, con soporte estable y control dimensional aceptable, en un volumen de producción real. Este es uno de los lugares más comunes donde una pieza parece factible en un dibujo, pero se vuelve menos estable en el herramental real.
Figura 3. Cómo el diseño de agujeros, ranuras y pasadores de núcleo afecta la calidad de las piezas MIM
Conclusión clave: La disposición de características pequeñas afecta directamente la calidad del soporte, el riesgo de rebaba y la estabilidad dimensional en el herramental y la producción de MIM.
Los orificios pasantes suelen ser más estables que las disposiciones difíciles de orificios ciegos. Las paredes delgadas alrededor de los orificios aumentan la fragilidad local. Las características aglomeradas crean zonas débiles y dificultan mantener la forma de manera consistente después del sinterizado.
Por eso, el diseño de orificios y ranuras debe revisarse temprano, no después de que el concepto del molde ya esté fijado. Lo que parece un detalle menor de CAD puede convertirse en un problema recurrente de calidad en la producción en volumen.
Criterio práctico de diseño: si una característica deja paredes muy delgadas, fuerza una condición de núcleo débil o aglomera varios detalles en una zona local, debe tratarse como una característica de riesgo de calidad, no solo como una característica geométrica.
3. Los Vanos Largos y las Formas Tipo Voladizo a Menudo se Distorsionan Después, no Antes
Algunas piezas MIM fallan silenciosamente. Se moldean bien, salen con aspecto aceptable y solo comienzan a moverse más tarde durante el desaglutinado o el sinterizado porque la geometría no tiene un lugar estable donde apoyarse. Los vanos largos, brazos delgados, protuberancias delicadas y secciones tipo voladizo son ejemplos comunes.
Si una pieza es difícil de soportar durante las etapas térmicas, el diseño ya es sensible a la calidad. En esa situación, la distorsión no es solo un problema del horno. Es primero un problema de geometría, y el proceso térmico simplemente lo expone. Si desea explicar esas etapas con más detalle, esa discusión pertenece a un artículo separado sobre
desaglutinado y sinterizado en MIM.
oficial de MIMA
Descripción general del proceso: MIM
también es útil aquí porque ayuda a explicar por qué el comportamiento en la etapa térmica no puede separarse de la geometría de la pieza.
Figura 4. Por qué los tramos largos y los voladizos se deforman durante el desaglutinado y el sinterizado
Conclusión clave: Una geometría que carece de una lógica de soporte estable tiene muchas más probabilidades de combarse o desplazarse durante el procesamiento térmico.
La versión débil depende demasiado del proceso para mantener la forma recta. La versión más fuerte le da a la pieza una mejor postura de soporte, lo que generalmente mejora la retención de la forma incluso antes de que comience el ajuste fino del proceso.
Este es uno de los vínculos diseño-calidad más pasados por alto en MIM. Una pieza que es más fácil de soportar durante el desaglutinado y el sinterizado suele ser también más fácil de mantener dentro de la tolerancia.
4. La ubicación de la compuerta y la estrategia de la línea de partición no deben dejarse para el final
La planificación de la ubicación de la compuerta y la línea de partición nunca debe esperar hasta la revisión del molde. Si la geometría se congela demasiado pronto, el equipo de herramental a menudo se ve obligado a elegir posiciones de compuerta o ubicaciones de línea de partición que son funcionales, pero no óptimas. Eso generalmente significa un llenado menos estable, mayor riesgo cosmético, o líneas de unión y rebaba que aparecen en superficies que deberían haber permanecido limpias.
En otras palabras, muchos problemas recurrentes de compuerta o líneas de unión no son solo problemas de herramental. A menudo están congelados en la geometría antes de que comience la revisión del molde. Por eso los equipos de diseño deben pensar en la lógica de moldeo antes de considerar que la pieza ya está “terminada”.”
MIMA
Diseños complejos con MIM
Esta página es útil como antecedente porque refuerza un punto que muchos equipos aprenden tarde: una mayor complejidad de forma puede ser factible, pero también cambia las demandas de herramental, el trabajo de puesta en marcha y el riesgo.
Figura 5. Estrategia de ubicación de compuerta y línea de partición en el diseño de piezas MIM
Conclusión clave: Las malas elecciones de compuerta y línea de partición pueden convertir una geometría viable en un problema recurrente de calidad.
Una mala lógica de compuerta puede crear trayectorias de flujo largas e inestables o desequilibrio de llenado en áreas críticas. Una mala colocación de la línea de partición puede forzar rebabas o marcas de unión en superficies de sellado, cosméticas o de ensamblaje. Ambos problemas son más fáciles de evitar al principio que de resolver después.
Por eso, el análisis de compuerta y línea de partición pertenece a la revisión de diseño, no después de ella.
5. Los detalles frágiles reducen el margen y aumentan el riesgo de desecho
Muchos problemas recurrentes de calidad en MIM no provienen de un solo error dramático. Más a menudo, provienen de una acumulación de pequeños detalles riesgosos: esquinas afiladas, lengüetas delgadas sin soporte, paredes locales estrechas, protuberancias delicadas, socavados innecesarios, características sobredetalladas o detalles de forma neta que exigen más del proceso de lo que realmente requiere la función.
Estos detalles pueden ser técnicamente posibles, pero “posible” y “robusto en producción” no son lo mismo. Cuanto más se aleja un diseño hacia geometría frágil, más depende de ventanas de proceso estrechas y menos margen deja para una producción estable.
Figura 6. De la geometría frágil al diseño MIM robusto
Conclusión clave: Muchos problemas de calidad en MIM provienen de diseños detallados que son técnicamente posibles pero no robustos para producción.
El diseño más fuerte no suele ser el que tiene más detalle. Es el que mantiene la función necesaria mientras elimina fragilidades evitables. En proyectos reales, pequeños cambios geométricos como agregar un radio, mejorar el soporte o simplificar una característica local a menudo hacen más por el rendimiento que una larga lista de ajustes de proceso.
Esa es la mentalidad de ingeniería que impulsa este artículo: juzgar la geometría por qué tan bien sobrevive en producción, no solo por qué tan bien se ve en un plano.
Las esquinas afiladas pueden aumentar la concentración de esfuerzos locales durante el desaglutinado y el sinterizado.
Nervaduras delgadas sin soporte pueden causar inestabilidad de llenado y riesgo de distorsión postsinterizado.
Ranuras locales estrechas pueden reducir el margen de proceso más de lo que mejoran la función.
Algunos detalles de precisión de forma neta se manejan mejor mediante acabados secundarios.
6. La estrategia de tolerancias puede dañar el rendimiento incluso cuando la geometría es buena
Una de las formas más rápidas de dañar el rendimiento en MIM es poner tolerancias ajustadas en todo. No todas las características necesitan el mismo nivel de control, y tratar todo el dibujo como una pieza completamente maquinada generalmente crea presión de rechazo innecesaria.
Los buenos dibujos MIM separan las características críticas de la geometría de referencia. Si una dimensión afecta el ensamblaje, sellado, movimiento, alineación o ajuste posterior, merece un control más estricto. Si no es así, forzar el mismo nivel de tolerancia en toda la pieza generalmente aumenta el costo y reduce el margen del proceso sin mejorar la función real del componente.
Aquí también es donde un artículo separado sobre
tolerancias MIM y operaciones secundarias
es útil, porque algunas dimensiones pertenecen al control en estado sinterizado, mientras que otras se manejan mejor mediante calibrado, maquinado u otro paso posterior. Si la discusión pasa de la geometría a la capacidad de la aleación y las expectativas de propiedades del material, eso pertenece a una
selección de materiales MIM
artículo.
Para puntos de referencia formales de materiales, el aviso de MPIF sobre
la Norma 35-MIM
sigue siendo una referencia importante de la industria.
Regla simple: si el plano hace que cada característica sea crítica, el plano mismo se convierte en parte del problema de calidad.
Una segunda regla es igual de importante: no todas las características que pueden fabricarse en forma neta deben permanecer así. Algunas superficies, roscas, ajustes y características de alineación se protegen mejor mediante un procesamiento secundario selectivo que forzando una precisión total en estado sinterizado en todas partes.
7. Cómo el Diseño Afecta los Defectos Más Comunes en MIM
Alabeo y distorsión
El alabeo es una de las señales más claras de que la geometría de la pieza no se está contrayendo de manera uniforme. La causa a menudo no es solo la configuración del horno o la manipulación. Es la combinación de espesor de pared desigual, tramos largos sin soporte, carga asimétrica de características o un comportamiento de densificación diferente en toda la pieza.
Grietas después del desaglutinado o sinterizado
Las grietas generalmente indican concentración de esfuerzos, transiciones débiles, problemas de eliminación del aglutinante atrapado o una geometría demasiado agresiva para el soporte de su sección. Si las grietas aparecen repetidamente cerca de nervaduras, esquinas, bordes de agujeros o transiciones de grueso a delgado, la forma misma suele ser parte del mecanismo de falla.
Disparo corto, líneas de unión y llenado incompleto
Algunos diseños de piezas son naturalmente menos favorables al llenado que otros. Caminos de flujo largos y delgados, proyecciones aisladas, cambios abruptos de sección y características remotas estrechas aumentan el riesgo de llenado incompleto y debilidad en las líneas de unión. Estos pueden aparecer temprano en el moldeo, pero su sensibilidad raíz sigue estando fuertemente ligada a la geometría.
Porosidad, variación de densidad y debilidad local
Se espera que las piezas MIM se acerquen a una alta densidad, pero el diseño aún afecta qué tan uniformemente se desarrolla esa densidad. Si una región se desaglutina o densifica de manera diferente a otra, pueden permanecer diferencias locales de densidad incluso cuando el exterior se ve aceptable. Eso se convierte en un problema de calidad cuando la resistencia, dureza, respuesta al maquinado, comportamiento magnético o consistencia del recubrimiento dependen de una estructura interna uniforme.
Deriva dimensional entre piezas de prueba y producción en serie
Una pieza puede pasar las pruebas de prototipos y aun así presentar deriva más adelante en producción si la geometría es solo marginalmente estable. Un herramental nuevo, ventanas de proceso cuidadosamente controladas y condiciones de producción de bajo volumen pueden ocultar un diseño que se vuelve menos repetible una vez que cambia la carga del horno, el herramental se desgasta o la producción se normaliza.
Si desea conectar este artículo con un grupo de solución de problemas, este también es el lugar adecuado para guiar a los lectores a una página separada sobre
defectos comunes de MIM,
donde los síntomas visibles de defectos pueden relacionarse con las causas probables de diseño y proceso.
8. Cuándo MIM es el proceso adecuado y cuándo otro proceso es más seguro
Buenos candidatos para MIM
Las buenas piezas MIM suelen ser pequeñas, funcionalmente ricas y lo suficientemente complejas para beneficiarse de la producción de forma casi neta, pero aún así geométricamente equilibradas para llenarse, desaglutinarse y contraerse de manera repetible. Reducen el maquinado, reducen la cantidad de ensambles o mejoran la eficiencia del material sin depender de una geometría inestable.
Piezas que deberían permanecer con CNC, maquinado, estampado o fundición a presión
Algunas piezas deben permanecer con otro proceso si su geometría o requisitos de tolerancia van en contra de las fortalezas naturales de MIM. Piezas de sección muy abierta, piezas con gran tamaño en relación con la precisión crítica, o piezas que dependen de muchas superficies maquinadas con referencia de dato después del sinterizado pueden ser más seguras en maquinado, estampado u otra ruta de formación.
Errores de costo por elegir MIM para una geometría incorrecta
El error de costo más común es aprobar MIM porque la pieza es pequeña y parece compleja, sin verificar si la geometría realmente mantendrá la calidad a escala. Cuando eso sucede, el proyecto a menudo paga dos veces: una por el herramental y otra por pérdidas de rendimiento, rediseño, inspección adicional o corrección secundaria que debería haberse previsto durante la revisión DFM.
Área de decisión
MIM generalmente funciona bien
MIM requiere precaución
Otro proceso puede ser mejor
Complejidad geométrica
Alta complejidad con secciones equilibradas
Complejidad combinada con zonas de contracción inestables
Geometría simple que requiere precisión maquinada muy ajustada
Tamaño de la pieza
Componentes pequeños a medianos
Piezas más grandes con regiones largas sin soporte
Piezas grandes con baja eficiencia de forma para MIM
Tolerancias críticas
Dimensiones críticas selectivas en zonas estables
Múltiples dimensiones críticas en geometría propensa a distorsión
Muchas dimensiones ajustadas mejor controladas por maquinado
Operaciones secundarias
Limitadas y estratégicas
Número creciente de operaciones correctivas
Fuerte dependencia del maquinado posterior
9. ¿Qué deben verificar los equipos de QA y Abastecimiento antes de la producción piloto?
Características críticas del dibujo que requieren revisión más rigurosa
Los equipos de control de calidad y abastecimiento no deben revisar un plano de pieza MIM como si fuera un plano de pieza metálica general. Deben identificar qué dimensiones son sensibles a la contracción, qué características tienden a deformarse, qué superficies son funcionalmente importantes y qué propiedades deben verificarse después del sinterizado en lugar de asumirlas solo del grado de material nominal.
¿Qué dimensiones deben verificarse después del sinterizado?
La inspección posterior al sinterizado debe centrarse primero en las dimensiones más sensibles a la contracción, el alabeo y el desequilibrio geométrico. La planitud, la posición de los agujeros, la alineación entre características, la simetría de las paredes y las dimensiones cerca de las transiciones de secciones gruesas a delgadas a menudo merecen más atención que el simple tamaño externo.
Cómo evitar aprobar un diseño que solo funciona en la etapa de muestras
La aprobación de muestras no es suficiente si la pieza no ha sido revisada para estabilidad de producción. Una pieza puede pasar las pruebas iniciales porque el herramental es nuevo, la ventana del proceso se controla estrictamente y la carga del horno se maneja cuidadosamente. La verdadera pregunta de aprobación es si la geometría puede mantenerse estable bajo la variación normal de producción.
Recordatorio de ingeniería: Los límites seguros exactos aún dependen del sistema de material, el comportamiento del feedstock, la ruta de desaglutinado, el ciclo de sinterizado, el tamaño de la pieza y el método de soporte. El juicio de diseño siempre debe validarse mediante una revisión DFM y pruebas de producción reales.
10. Una lista de verificación práctica de revisión de diseño para la calidad de piezas MIM
Antes de liberar una pieza para herramental, la revisión debe mantenerse brutalmente práctica. No pregunte solo si la pieza se puede moldear. Pregunte si se puede moldear, desaglutinar, sinterizar, medir y repetir sin tener que luchar constantemente contra la geometría.
¿El espesor de pared está razonablemente equilibrado, o al menos tiene transiciones graduales?
¿Se han reducido las secciones gruesas mediante perforaciones, nervaduras o una mejor distribución de secciones?
¿Los orificios y ranuras tienen suficiente soporte de pared y distancia al borde?
¿La pieza tiene una lógica de soporte estable para el desaglutinado y sinterizado?
¿Se han suavizado o rediseñado las esquinas afiladas, lengüetas delgadas y detalles locales frágiles?
¿Se ha considerado la dirección de la compuerta antes de fijar la geometría?
¿Se puede mantener la línea de partición alejada de superficies funcionales o cosméticas críticas?
¿Son realmente necesarios los socavados y la complejidad oculta?
¿Las tolerancias más ajustadas se limitan a las características verdaderamente críticas?
¿Debería convertirse alguna característica de forma neta en una operación secundaria controlada?
Si su clúster de contenido también incluye una página de solución de problemas, esta lista de verificación es un buen punto para enviar a los lectores
defectos comunes de MIM
para que puedan comparar los síntomas visibles de defectos con las causas de diseño aguas arriba.
Conclusión
En MIM, la calidad de la pieza se define desde el diseño. Secciones desiguales, lógica de soporte débil, disposición de orificios riesgosa, mala planificación del punto de inyección, detalles frágiles y una estrategia de tolerancias poco realista llevan a la pieza hacia distorsión, grietas, rebaba, inconsistencia de densidad, desviación dimensional o bajo rendimiento. Estos problemas pueden manifestarse más tarde en moldeo, desaglutinado, sinterizado o inspección, pero generalmente comienzan mucho antes, en el diseño.
Las mejores piezas MIM no son simplemente aquellas que pueden moldearse una vez. Son las diseñadas para llenarse limpiamente, soportar la manipulación, desaglutinarse de forma segura, contraerse uniformemente y mantener la función con menos correcciones durante la producción real. Esa es la verdadera conexión entre el diseño de la pieza y la calidad de la pieza.
Base de Referencia
Este artículo está escrito como una página de ingeniería práctica, pero la lógica central está alineada con referencias industriales establecidas, no con afirmaciones generales sin respaldo.
Preguntas Frecuentes sobre Cómo el Diseño de la Pieza Afecta la Calidad de la Pieza en MIM
Estas preguntas abordan los problemas de calidad más comunes causados por las decisiones de diseño de piezas en el moldeo por inyección de metal, con un enfoque en el riesgo real de producción en lugar de la teoría general.
Los riesgos de calidad relacionados con el diseño más comunes en MIM son el espesor de pared desigual, cambios abruptos de sección, características delgadas sin soporte, orificios o ranuras mal posicionados, tramos largos sin soporte, bordes frágiles y esquemas de tolerancia poco realistas. Estas características dificultan el llenado consistente de la pieza, su soporte durante el desaglutinado y sinterizado, y el mantenimiento de la estabilidad dimensional en la producción. En muchos proyectos, problemas de calidad visibles como alabeo, agrietamiento, rebaba o desviación dimensional pueden atribuirse a una o más de estas decisiones de diseño.
El espesor de pared desigual crea una distribución de masa no uniforme. En MIM, esto afecta cómo se contrae la pieza durante el sinterizado. Si un área es mucho más pesada que otra, es más probable que la pieza se contraiga de manera desigual, lo que aumenta el riesgo de alabeo e inestabilidad dimensional. Las transiciones de grueso a delgado también pueden desequilibrar el flujo del feedstock y aumentar la concentración de tensiones internas. Un perfil de sección más uniforme generalmente proporciona una mejor retención de forma y una calidad de producción más estable.
No siempre. Las paredes delgadas pueden ser viables en MIM, pero se vuelven riesgosas cuando se combinan con poco soporte, tramos largos, transiciones bruscas o secciones pesadas cercanas. El problema no es la delgadez en sí misma. La cuestión real es si la característica se mantiene robusta durante el moldeo, manejo, desaglutinado y sinterizado. Una característica delgada que es corta, soportada y bien equilibrada suele ser mucho más segura que una característica delgada que es larga, expuesta y conectada a una geometría circundante inestable.
En MIM, los orificios y ranuras no son solo características simples de dibujo. A menudo dependen de pasadores de núcleo, condiciones de sellado y soporte local de la pared. Si la pared circundante es demasiado delgada, la característica es demasiado profunda o la distancia al borde es demasiado pequeña, el área se vuelve más sensible a rebaba, deformación local o desviación dimensional. Las características pequeñas pueden fabricarse con éxito, pero su disposición debe revisarse como un problema de calidad, no solo como un problema de geometría.
Una pieza puede verse aceptable después del moldeo y aun así deformarse más tarde si la geometría es difícil de soportar durante el desaglutinado y sinterizado. Los tramos planos largos, formas en voladizo, brazos delgados y superficies de soporte inestables son ejemplos comunes. Durante el procesamiento térmico, la pieza ya no se comporta como un componente mecanizado completamente rígido. Si el diseño carece de equilibrio estructural o geometría amigable para el soporte, a menudo aparece distorsión en esta etapa. Por eso algunos problemas de calidad en MIM se observan primero en el sinterizado, aunque la causa real está en el diseño.
Sí. La ubicación de la compuerta afecta cómo el feedstock entra y llena la cavidad, lo que puede influir en el balance del flujo y el llenado de características locales. La colocación de la línea de partición afecta dónde es más probable que aparezcan líneas de unión y rebaba. Si las decisiones de diseño solo dejan opciones de compuerta deficientes o fuerzan la línea de partición a través de superficies importantes, la pieza se vuelve más difícil de controlar estética y dimensionalmente. Estos aspectos deben considerarse durante el diseño de la pieza, no solo después de finalizar el concepto del molde.
No. Ajustar demasiado el dibujo puede reducir el rendimiento incluso cuando la pieza es estable en el proceso. En MIM, no todas las características deben tratarse como igualmente críticas. El enfoque más efectivo es aplicar un control más estricto solo donde la función realmente lo requiera, como interfaces de ensamblaje, características de sellado o dimensiones relacionadas con la alineación. Si demasiadas características se mantienen dentro de límites innecesariamente ajustados, las tasas de rechazo aumentan y el propio dibujo comienza a trabajar en contra de la estabilidad de la producción.
Se debe considerar el rediseño cuando la pieza muestra repetidamente distorsión, agrietamiento, rebaba o consistencia dimensional deficiente que pueda estar relacionada con la geometría. El ajuste del proceso puede ayudar, pero no puede compensar completamente un balance de pared inestable, detalles frágiles, lógica de soporte débil o una estrategia de tolerancia poco realista. Si el mismo problema de calidad sigue apareciendo, especialmente en múltiples lotes, el diseño debe revisarse primero en lugar de asumir que el problema siempre se puede resolver en el piso de producción.
El mejor enfoque es una revisión DFM temprana enfocada en MIM. Antes de liberar el herramental, el equipo debe verificar el balance de espesores de pared, la concentración de masa local, la disposición de agujeros y ranuras, las condiciones de soporte durante el desaglutinado y sinterizado, la dirección de la compuerta, la posición de la línea de partición, los detalles frágiles y las prioridades de tolerancia. Detectar estos problemas antes de que comience el diseño del molde es mucho más efectivo que corregirlos después de que la pieza entre en producción.
Sí. Ese es un error común en el desarrollo en etapas tempranas. Una pieza puede ser técnicamente moldeable una vez, pero seguir siendo un mal diseño MIM si tiene un margen de proceso bajo, un comportamiento de contracción inestable, un soporte estructural débil durante el sinterizado o una presión de tolerancia excesiva. Un buen diseño MIM no se trata solo de si una forma se puede fabricar. Se trata de si se puede fabricar repetidamente, con calidad estable y un rendimiento aceptable.