Guía de selección de aplicaciones MIM: Cómo decidir si el moldeo por inyección de metal es adecuado para su pieza
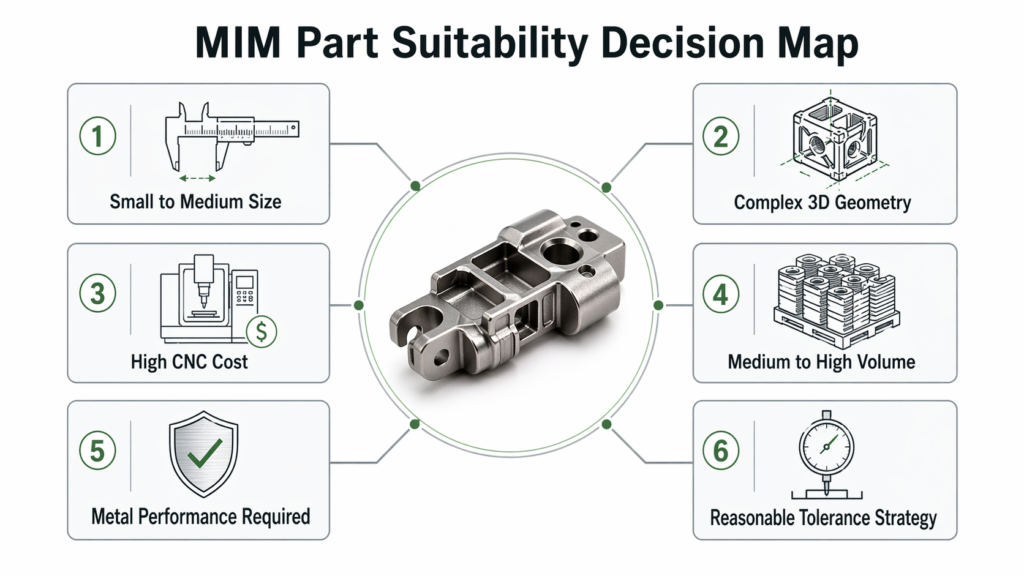
El moldeo por inyección de metal es adecuado cuando una pieza metálica es pequeña, difícil de mecanizar eficientemente, tiene un volumen de producción estable y es compatible con el desaglutinado, sinterizado, control de contracción y operaciones secundarias. Una buena aplicación de MIM no es simplemente una pieza metálica compleja. Debe ajustarse a la ventana de proceso en cuanto a tamaño, espesor de pared, tolerancia, material, acabado superficial, resistencia, …
El moldeo por inyección de metal es adecuado cuando una pieza metálica es pequeña, difícil de mecanizar eficientemente, tiene un volumen de producción estable y es compatible con el desaglutinado, sinterizado, control de contracción y operaciones secundarias. Una buena aplicación de MIM no es simplemente una pieza metálica compleja. Debe ajustarse a la ventana de proceso en cuanto a tamaño, espesor de pared, tolerancia, material, acabado superficial, resistencia, método de inspección y costo de herramental. Las piezas MIM se utilizan a menudo en instrumentos médicos, mecanismos automotrices, herrajes electrónicos, cerraduras, dispositivos portátiles, engranajes pequeños, componentes de herramientas y herrajes de precisión, pero el proceso tiene límites claros. Las piezas grandes, piezas planas largas, esquinas internas agudas, cambios bruscos de pared, superficies cosméticas tipo espejo y características críticas con tolerancias muy ajustadas pueden requerir rediseño, mecanizado, calibrado, pulido u otro proceso de manufactura. Esta guía de selección de aplicaciones MIM explica cuándo usar MIM, cuándo no usar MIM, cómo comparar MIM vs CNC y MIM vs PM, y qué verificar antes del muestreo y la producción en serie.
La selección de MIM debe considerar el tamaño de la pieza, geometría, material, tolerancia, acabado superficial, volumen y operaciones secundarias.
Por qué es importante la selección de aplicaciones MIM
Una mala decisión de MIM generalmente no falla en la etapa de cotización. Falla más tarde durante el herramental, moldeo por inyección, desaglutinado, sinterizado, tratamiento térmico, pulido, galvanizado, recubrimiento PVD, ensamble o inspección de producción en serie. Por eso, la selección de aplicaciones MIM debe tratarse como una decisión de ingeniería, no solo como una comparación de compras.
El MIM debe seleccionarse solo después de revisar la ruta completa de manufactura: polvo metálico y aglutinante, estabilidad del feedstock, flujo en el molde, ubicación del punto de inyección, riesgo de desaglutinado, contracción por sinterizado, densidad y porosidad, estabilidad dimensional, tratamiento térmico, mecanizado post-sinterizado, pulido, galvanizado, PVD, granallado, pasivado, inspección y consistencia de lotes.
ASTM B883 es relevante para la especificación de materiales MIM ferrosos porque cubre materiales ferrosos moldeados por inyección de metal fabricados mezclando polvos metálicos elementales o prealeados con aglutinantes, inyectando en un molde, desaglutinando y sinterizando con o sin tratamiento térmico posterior. Esto afecta las decisiones del usuario porque proporciona a ingenieros y compradores una referencia de especificación de materiales en lugar de depender solo de la redacción del proveedor.
Norma MPIF 35-MIM es relevante cuando ingenieros y compradores necesitan una referencia de material común para piezas moldeadas por inyección de metal. Ayuda a reducir la ambigüedad durante RFQ, muestreo, revisión de planos, aprobación de materiales y aceptación de producción. No reemplaza las tolerancias específicas del plano, las pruebas funcionales, la verificación de densidad o la validación de producción.
Para una comprensión más amplia del proceso, la descripción general del proceso de la Metal Injection Molding Association explica la preparación del feedstock, moldeo, desaglutinado, manejo de piezas en marrón, sinterizado, contracción, densidad y operaciones secundarias. La Página de la Asociación Europea de Pulvimetalurgia sobre MIM explica el MIM como un proceso de pulvimetalurgia para componentes pequeños de precisión y piezas de geometría compleja. Estas referencias son útiles como antecedentes, pero la selección final de la aplicación aún depende de la geometría de la pieza, el material, la tolerancia, el acabado superficial y el volumen de producción.
Tarjeta de puntuación rápida para selección de aplicaciones MIM
Use esta tarjeta de puntuación antes de enviar una solicitud de cotización. Si varios elementos caen en la columna de riesgo, la pieza aún puede ser posible, pero necesita rediseño, operaciones secundarias, validación más estricta u otro proceso.
Una revisión práctica de idoneidad MIM ayuda a identificar riesgos de diseño, material, tolerancia, costo y producción antes del herramental.
Factor de selección
Buena opción para MIM
Riesgo para MIM
Acción de ingeniería
Tamaño de la pieza
Pieza metálica pequeña con geometría compacta
Pieza grande o pesada
Revise el tiempo de desaglutinado, la carga del horno, el soporte del lecho y el riesgo de distorsión
Requerir densidad, dureza, pruebas mecánicas, pruebas de fatiga y plan de calificación
Costo
El herramental se puede amortizar sobre el volumen de producción
Solo prototipo o demanda anual baja
Prototipo CNC primero, luego convertir a MIM si el volumen crece
Cuándo Debe Usar MIM
Por lo general, vale la pena considerar MIM cuando la pieza es pequeña, está hecha de metal, es costosa de mecanizar y se necesita en un volumen de producción repetible. Se vuelve más atractivo cuando la pieza tiene múltiples orificios, salientes, ranuras, formas internas, socavados, características mecánicas pequeñas o requisitos de material difíciles de mecanizar.
Un buen candidato para MIM generalmente cumple varias condiciones. El volumen anual puede justificar el herramental del molde. El material está disponible como un material MIM probado. El dibujo permite tolerancias de moldeo realistas. Solo las características críticas seleccionadas necesitan mecanizado post-sinterizado. Los requisitos de acabado superficial se definen antes del herramental. La función de ensamblaje se puede verificar mediante calibres o pruebas funcionales. El proveedor puede controlar el desaglutinado, la contracción durante el sinterizado, la densidad y la consistencia del lote.
MIM es más fuerte cuando reduce el mecanizado innecesario pero aún permite el mecanizado donde la función realmente lo necesita. Un proyecto MIM maduro no intenta moldear cada característica con precisión final. Separa la geometría de forma casi neta de las superficies funcionales, las superficies de referencia, las áreas cosméticas y las dimensiones críticas para la inspección.
Cuándo no usar MIM
MIM no es la mejor opción cuando el riesgo del proceso supera el beneficio. Esto se observa a menudo cuando una pieza es demasiado grande, demasiado plana, demasiado estética, con tolerancias demasiado críticas o con un volumen anual demasiado bajo. EPMA también señala que cuando una forma se puede fabricar mediante prensado y sinterizado convencionales, MIM puede resultar demasiado costoso en muchos casos; por eso la selección del proceso debe basarse en la geometría, la cantidad y la función, en lugar de asumir que MIM siempre es mejor.
Cuándo no usar MIM
Por qué causa problemas
Mejor opción
Proyecto de volumen muy bajo
El costo del herramental no puede distribuirse entre suficientes piezas
Mecanizado CNC, mecanizado de prototipos, manufactura aditiva
Pieza metálica grande
El tiempo de desaglutinado, el soporte del horno y la distorsión durante el sinterizado se vuelven difíciles
Alto riesgo de deformación durante el desaglutinado y sinterizado
Estampado, CNC, rediseño u operación de calibrado
Esquinas internas afiladas
Aumenta la concentración de esfuerzos, riesgo de llenado y riesgo de grietas
Agregue radios o rediseñe la geometría
Agujeros ciegos profundos
El llenado del feedstock, desaglutinado y empaquetamiento del polvo pueden ser inestables
Maquine el agujero después del sinterizado o rediseñe la característica
Nervadura local muy gruesa
Aumenta el riesgo de contracción diferencial y porosidad interna
Vacíe el núcleo, reduzca la masa, equilibre el espesor de pared
Superficie de espejo sin tolerancia
El pulido puede revelar poros, líneas de partición o marcas de compuerta
CNC a partir de material forjado o definir una ruta de acabado MIM controlada
Todas las dimensiones son ajustadas
La variación de contracción durante el sinterizado dificulta el control directo
MIM más mecanizado, calibrado, rectificado o mecanizado CNC
MIM vs CNC vs PM: Tabla de selección de procesos
MIM se selecciona generalmente cuando se necesitan piezas metálicas pequeñas y complejas con volúmenes de producción repetibles y mecanizado reducido.
Proceso
Mejor caso de uso
Ventaja principal
Limitación principal
Consejo de selección
El moldeo por inyección de metal
Piezas metálicas pequeñas y complejas en volúmenes medios a altos
Geometría 3D compleja con maquinado reducido
Costo de herramental, contracción, riesgo de desaglutinado, distorsión por sinterizado
Usar cuando el volumen y la geometría justifiquen el herramental
Mecanizado CNC
Prototipos, bajo volumen, características críticas de referencia
Control dimensional estricto y flexibilidad de diseño
Costoso para piezas pequeñas complejas repetitivas
Usar para prototipos o características de precisión post-maquinado
PM convencional
Formas simples prensadas en volumen
Eficiente para piezas prensadas axiales
Características laterales limitadas y geometría 3D compleja
Útil para formas más simples con menos libertad geométrica
Fundición a presión
Piezas no ferrosas en alto volumen
Producción rápida y buena capacidad de forma para aleaciones de zinc o aluminio
Limitación de aleaciones, riesgo de porosidad y perfil de resistencia diferente
Útil para piezas no ferrosas adecuadas, no como reemplazo directo de MIM en acero inoxidable
Estampado
Piezas de chapa metálica delgada
Bajo costo a escala para piezas de chapa conformada
Grosor limitado y geometría 3D compacta
Útil para piezas delgadas conformadas, no para mecanismos 3D compactos
MIM vs CNC no es solo una comparación de precio. El CNC suele ser mejor para prototipos, bajo volumen, referencias dimensionales ajustadas y cambios frecuentes de diseño. El MIM se vuelve más competitivo cuando la geometría es compleja, el volumen es estable y el maquinado secundario se limita a unas pocas características críticas.
MIM vs PM tampoco es una simple decisión de reemplazo. La pulvimetalurgia convencional es eficiente para formas prensadas más simples, mientras que MIM es mejor para piezas más pequeñas con características tridimensionales más complejas, características laterales y mecanismos en miniatura. EPMA describe MIM como un desarrollo de la pulvimetalurgia tradicional, pero la ruta del proceso y el comportamiento de contracción son diferentes de la pulvimetalurgia convencional de prensado y sinterizado, por lo que los planos no deben transferirse entre los dos procesos sin revisión.
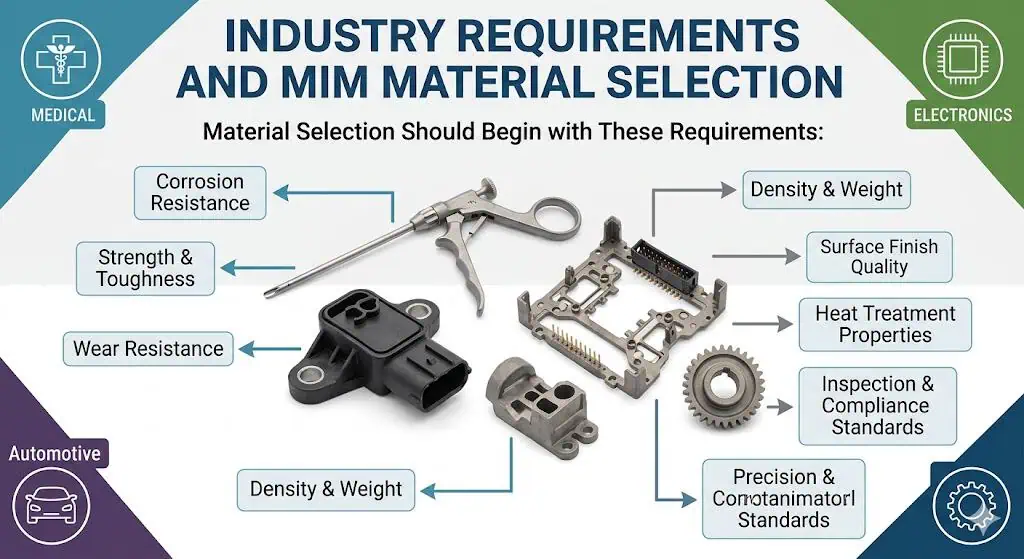
Guía de Selección de Materiales para MIM
La selección de materiales debe comenzar desde el modo de falla real, no desde el hábito de la industria. Una bisagra desgastable, una leva de cerradura, una mordaza médica, un soporte automotriz y un engranaje pequeño pueden ser piezas MIM, pero no necesitan el mismo material. La resistencia a la corrosión, dureza, desgaste, densidad, comportamiento magnético, respuesta al tratamiento térmico, pulido, chapado, PVD y costo deben revisarse en conjunto.
Material MIM
Uso típico
Por qué se selecciona
Principal riesgo a verificar
acero inoxidable 316L
Médico, dental, electrónica, relojes, hardware en contacto con alimentos
Resistencia a la corrosión y capacidad de acabado
No es ideal para alto desgaste o alta dureza sin soporte de diseño o tratamiento superficial
Baja densidad, resistencia a la corrosión, potencial de biocompatibilidad
Mayor costo de material y control de proceso más estricto
Aleación de tungsteno
Contrapesos, control de vibraciones, piezas de masa compacta
Alta densidad en volumen pequeño
La geometría pesada aumenta el riesgo de desaglutinado, sinterizado y distorsión
MPIF Standard 35, Normas de Materiales para Piezas Moldeadas por Inyección de Metal, es relevante aquí porque proporciona a los ingenieros de diseño y materiales una referencia de materiales reconocida para piezas MIM. La edición 2025 es descrita por MIMA como la edición más reciente que cubre la industria MIM. Para los compradores, esto importa porque una cotización debe especificar la ruta del material y la base de aceptación, no solo un nombre familiar de acero inoxidable o acero de baja aleación.
Una falla común en la selección de materiales aparece en mecanismos de cerradura pequeños. En un escenario de campo compuesto para capacitación en ingeniería, una leva de cerradura pasó la inspección dimensional pero mostró desgaste temprano durante las pruebas de ciclo. El material de acero inoxidable seleccionado tenía una resistencia a la corrosión aceptable pero dureza insuficiente para el contacto deslizante repetido. La causa sistémica fue que la selección del material se centró en la resistencia a la corrosión y la apariencia en lugar del esfuerzo de contacto, desgaste por deslizamiento, lubricación y dureza requerida. La corrección fue cambiar a un grado endurecible, agregar tratamiento térmico y verificar la dureza después del procesamiento. Para prevenir la recurrencia, los proyectos de cerraduras y hardware mecánico deben revisar el torque, área de contacto, lubricación, dureza, pruebas de desgaste, respuesta al tratamiento térmico y protección contra la corrosión antes de aprobar el material MIM.
Cómo Evaluar las Tolerancias MIM y el Maquinado Post-Sinterizado
Las tolerancias MIM deben discutirse por tipo de característica. Un proveedor puede mantener dimensiones generales mediante compensación del molde y control del proceso, pero las características críticas de referencia, ajustes de cojinetes, caras de sellado, roscas, superficies deslizantes y agujeros de precisión a menudo requieren maquinado, calibrado, escariado, rectificado o pulido.
Tipo de característica
¿Se Puede Moldear Directamente?
Cuándo Agregar una Operación Secundaria
Perfil exterior
Generalmente sí
Cuando el perfil controla la holgura de ensamble o el borde estético
Agujeros no críticos
Generalmente sí
Cuando la posición, redondez o perpendicularidad del agujero es crítica
Agujeros roscados
A veces posible, pero a menudo riesgoso
Maquinar o roscar después del sinterizado para un ensamble confiable
Ajuste para rodamiento
Generalmente requiere posprocesamiento
Maquinar, escariar, calibrar o rectificar
Superficie de sellado
Generalmente requiere posprocesamiento
Maquinar, bruñir, pulir o rectificar
Superficie de deslizamiento
Depende del desgaste y requisito de rugosidad
Pulir, maquinar, tratar térmicamente, recubrir o combinar varios procesos
Superficie visible cosmética
La superficie moldeada puede no ser suficiente
Pulir, granallar, PVD, recubrir o definir estándar cosmético
Superficie de referencia
Debe revisarse cuidadosamente
Maquinar si el dato controla la acumulación del ensamble
Un dibujo práctico de MIM debe separar las dimensiones moldeadas, las dimensiones maquinadas, las dimensiones calibradas, las superficies cosméticas, las dimensiones funcionales de calibre y las dimensiones de referencia. MIMA señala que después del moldeo, la pieza en verde es más grande que la pieza terminada y posteriormente se contrae durante el sinterizado. Por eso, los datos críticos y los ajustes de precisión no deben tratarse como características moldeadas ordinarias.
Las piezas médicas y de ensamble de precisión a menudo muestran por qué esta separación es importante. En un escenario de campo compuesto para capacitación en ingeniería, una mordaza de instrumento médico fue diseñada como una pieza MIM completamente moldeada, pero la superficie de agarre no cumplió con el contacto funcional requerido. La superficie sinterizada no era lo suficientemente precisa para el borde de agarre, la superficie de contacto y la relación con el dato. La causa sistémica fue asumir que MIM podía reemplazar todas las operaciones de maquinado, incluidas las superficies funcionales críticas. La corrección fue rediseñar el componente como una pieza MIM de forma casi neta con maquinado post-sinterizado en la superficie de agarre y el dato funcional. Para prevenir recurrencias, las piezas MIM médicas deben definir áreas moldeadas, áreas maquinadas, superficies pulidas, superficies pasivadas y características controladas por inspección antes del herramental.
Guías de Diseño MIM para Selección de Aplicación
Mantenga el Espesor de Pared Uniforme
Los cambios abruptos de espesor de pared aumentan el riesgo de distorsión, agrietamiento y variación local de densidad. Las secciones gruesas se contraen y enfrían de manera diferente a las secciones delgadas durante el sinterizado. Un buen diseño MIM evita salientes grandes aisladas, bloques gruesos profundos y transiciones repentinas. Si se requiere una saliente, considere perforar, agregar radios o cambiar la geometría de la transición.
Los soportes automotrices y los soportes mecánicos pequeños a menudo muestran claramente este riesgo. En un escenario de campo compuesto para capacitación en ingeniería, un soporte automotriz pequeño se moldeó bien en estado verde, pero falló en planicidad después del sinterizado. Una saliente gruesa estaba conectada a un brazo largo y delgado, por lo que las dos áreas se contrajeron y enfriaron de manera diferente. La causa sistémica fue que el diseño CNC se transfirió a MIM sin rediseñar la transición de pared, la posición de la compuerta, el soporte de sinterizado y la orientación de la pieza. La corrección fue suavizar la transición de la saliente, cambiar el soporte del setter y mover el área crítica de planicidad lejos de la región de mayor riesgo de contracción. Para prevenir recurrencias, el balance de pared, el soporte de sinterizado, la orientación de la pieza, la ubicación de la compuerta y el posible calibrado deben revisarse antes de cotizar piezas MIM automotrices.
Evite Esquinas Internas Afiladas
Las esquinas internas afiladas aumentan la concentración de esfuerzos y el riesgo de llenado. También pueden convertirse en puntos de inicio de grietas durante el desaglutinado o sinterizado. Agregue radios donde la función lo permita, especialmente cerca de resaltes, ranuras, nervaduras, orificios y transiciones entre secciones gruesas y delgadas.
Revise la Ubicación del Punto de Inyección Temprano
La ubicación del punto de inyección afecta el flujo, las líneas de soldadura, la ubicación de la línea de partición, la uniformidad de densidad y el riesgo de defectos cosméticos. Para piezas visibles, las posiciones del punto de inyección y la línea de partición deben revisarse antes del herramental, no después de las primeras muestras. Las marcas de inyección en una superficie no cosmética suelen ser más fáciles de manejar que las marcas en una superficie pulida visible.
Trate el Soporte de Sinterizado como Parte del Diseño
Una pieza que se ve estable en CAD puede deformarse durante el sinterizado si tiene tramos largos sin soporte, masa desigual o geometría asimétrica. El soporte de sinterizado, el diseño del soporte y la orientación de la pieza deben ser parte de la discusión de DFM. MIMA describe piezas marrones colocadas sobre soportes de cerámica o grafito antes del sinterizado; para piezas con requisitos de planitud, rectitud o alineación de ensamblaje, el proveedor debe explicar cómo se soportará la pieza en el horno.
No Diseñe MIM como CNC Sin Corte
Un diseño de CNC a menudo contiene características que son fáciles de mecanizar pero riesgosas para moldear y sinterizar. Al convertir de CNC a MIM, revise el balance de paredes, los puntos de referencia, orificios, nervaduras, resaltes, ranuras profundas, bordes afilados y rutas de acabado en lugar de copiar el dibujo directamente.
Selección de Acabado Superficial: Pulido, Recubrimiento, PVD, Granallado, Pasivado
El tratamiento superficial y el control de defectos deben revisarse antes del muestreo de MIM, recubrimiento y aprobación de producción en masa.
El acabado superficial de MIM debe seleccionarse en función de la función, no solo de la apariencia. Una superficie que se ve aceptable después del sinterizado puede comportarse de manera diferente después del pulido, recubrimiento o PVD. Los poros, líneas de partición, marcas de inyección, marcas de flujo y ondas de pulido pueden volverse más visibles después del acabado.
Acabado superficial
Adecuado para
Riesgo a verificar
Sinterizado
Piezas internas, mecanismos no cosméticos
Rugosidad, línea de partición, marca de compuerta
Tamboreo o desbarbado
Mejora general de bordes
Redondeo de bordes y daño a características pequeñas
Chorro de arena
Apariencia mate, uniformidad superficial
Efecto dimensional en características pequeñas
Pulido
Superficies cosméticas, superficies deslizantes
Los poros pueden abrirse y volverse visibles
Pasivación
Piezas de acero inoxidable para uso médico o relacionadas con corrosión
Limpieza superficial y compatibilidad de materiales
Galvanoplastia
Protección decorativa o anticorrosiva
Picaduras, poros, adherencia, control de espesor
PVD
Recubrimiento decorativo o resistente al desgaste
Los poros y defectos de pulido pueden volverse más visibles
Tratamiento térmico
Resistencia, dureza, resistencia al desgaste
Distorsión, variación de dureza, cambio dimensional
Para piezas MIM cosméticas, la clave no es simplemente “si se puede pulir”. La mejor pregunta es: ¿qué nivel de porosidad, tolerancia de pulido, ruta de recubrimiento y método de inspección cosmética son aceptables?
Las piezas para wearables y electrónica a menudo revelan este problema. En un escenario de campo compuesto para capacitación en ingeniería, una bisagra de dispositivo portátil pasó la inspección dimensional después del sinterizado y pulido, pero aparecieron pequeños hoyos y manchas oscuras después del recubrimiento PVD. El proceso de pulido abrió poros cercanos a la superficie, y el recubrimiento PVD los hizo más visibles bajo luz reflejada. La causa sistémica fue que la aprobación de muestras se centró principalmente en las dimensiones, mientras que las zonas cosméticas, la aceptación de poros, el margen de pulido y la inspección previa a PVD no estaban definidos. La corrección fue mejorar el control de densidad, ajustar los pasos de pulido y agregar inspección con aumento antes del PVD. Para prevenir la recurrencia, las piezas MIM visibles deben definir las superficies cosméticas, la ruta de recubrimiento, los hoyos aceptables, el margen de pulido, la iluminación de inspección y el estándar de apariencia final antes del herramental.
Defectos Comunes en MIM y Cómo Afectan la Selección de Aplicaciones
Los defectos comunes en MIM generalmente están relacionados con la estabilidad del feedstock, las condiciones de moldeo, la ruta de desaglutinado, el soporte de sinterizado, el balance de espesores de pared, la carga del horno, el tratamiento térmico y la ruta de acabado. Un defecto no debe tratarse solo como un problema visual. A menudo señala una debilidad en el diseño o proceso que puede afectar el ensamble, el acabado superficial, la resistencia o la consistencia del lote.
Defecto MIM
Lo que Generalmente Significa
Riesgo para la Aplicación
Dirección Correctiva
Alabeo
Contracción desigual o mal soporte de sinterizado
Fallo en ensamble, mala planaridad
Balancear espesores de pared, mejorar soportes, agregar calibrado
Agrietamiento
Estrés por desaglutinado, esquinas afiladas, secciones gruesas
Fallo de resistencia o rechazo
Agregar radios, desaglutinado lento, rediseñar áreas gruesas
Ampollas
Gas atrapado o eliminación incompleta del aglutinante
Defectos cosméticos y estructurales
Mejorar la ruta de desaglutinado y el control del feedstock
Subllenado
Flujo deficiente, nervaduras delgadas, mal diseño de compuerta
Baja resistencia, mal pulido, picaduras en el recubrimiento
Revisar polvo, perfil del horno, pruebas de densidad
Desviación dimensional
Variación de contracción, desgaste del herramental, carga del horno
Fallo en ensamble e inspección
Usar SPC, seguimiento por cavidad, calibradores funcionales
Picaduras superficiales después del pulido
Poros abiertos cerca de la superficie
Rechazo cosmético después del recubrimiento o PVD
Mejorar densidad, ajustar ruta de pulido y recubrimiento
Factores de costo en MIM y amortización de herramental
El costo del MIM debe evaluarse por la ruta de fabricación total, no solo por el precio unitario. Un precio unitario bajo no es útil si el diseño requiere maquinado excesivo, pulido de bajo rendimiento, retrabajos repetidos de recubrimiento o resultados de inspección inestables.
Los principales factores de costo del MIM incluyen el tamaño y peso de la pieza, el grado de material, el costo del polvo, la complejidad del aglutinante y del feedstock, el número de cavidades, la complejidad del herramental, el tiempo de ciclo de moldeo, el tiempo de desaglutinado, la carga del horno de sinterizado, la pérdida por rendimiento, el tratamiento térmico, el maquinado o calibrado, el pulido, el recubrimiento, el PVD, la pasivación, el granallado, los requisitos de inspección, el empaque y la manipulación.
El costo del herramental importa porque el MIM requiere un molde. Un proyecto de bajo volumen puede verse atractivo técnicamente pero fracasar económicamente. Un proyecto de alto volumen puede parecer costoso en la etapa de herramental, pero volverse razonable cuando se reduce el tiempo de maquinado y el costo se distribuye en el volumen de producción. Por eso, el costo del MIM debe revisarse junto con la amortización del herramental, el volumen anual esperado, el riesgo de desperdicio y el rendimiento de las operaciones secundarias.
Lista de verificación para prototipos y muestras de piezas MIM
Elemento de muestreo
Qué verificar
Por qué es importante
Certificado de material
Grado, composición química, ruta del proveedor
Confirma la base del material
Revisión de pieza en verde
Llenado, líneas de soldadura, compuerta, rebaba
Detecta riesgos de moldeo temprano
Resultado del desaglutinado
Grietas, ampollas, distorsión
Confirma la estabilidad de la eliminación del aglutinante
Dimensiones sinterizadas
Contracción y características clave
Valida la compensación del molde
Densidad
Objetivo de densidad y porosidad
Afecta resistencia, fatiga, pulido, recubrimiento
Dureza
Dureza en estado sinterizado o tratado térmicamente
Confirma el material y el tratamiento térmico
Microestructura
Poros, contaminación, condición del grano
Útil para piezas críticas
Acabado superficial
Rugosidad, rebabas, línea de partición, marca de compuerta
Previene sorpresas cosméticas y de recubrimiento
Prueba de ensamble
Ajuste, torque, deslizamiento, bloqueo
Confirma la función real
Repetibilidad del proceso
Múltiples lotes o cavidades
Reduce el riesgo de producción en masa
Lista de verificación de adquisiciones y RFQ
Antes de solicitar una cotización de MIM, los compradores deben proporcionar un modelo 3D, un dibujo 2D, el requisito de material, la estimación de volumen anual, la aplicación objetivo, las dimensiones críticas, el requisito de acabado superficial, el requisito de tratamiento térmico, el requisito de recubrimiento o chapado, la definición de superficie cosmética, el requisito de prueba mecánica, el método de inspección, el requisito de empaque, el cronograma de prototipos y el cronograma de producción en masa.
Pida al proveedor que confirme la viabilidad de MIM, el material sugerido, las suposiciones de herramental, el riesgo esperado de contracción, las dimensiones críticas que requieren maquinado, la ruta de tratamiento superficial, el costo estimado del herramental, el costo unitario estimado por volumen, el plan de muestreo, el plan de inspección y los posibles riesgos de falla.
Un RFQ sólido no solo pregunta “¿cuánto cuesta esta pieza?” Pregunta si la pieza es realmente adecuada para MIM, qué características deben moldearse, cuáles deben maquinarse, qué riesgos pueden aparecer después del sinterizado y acabado, y qué evidencia se utilizará para aprobar la producción.
Regla final de selección de ingeniería
Use MIM cuando la pieza sea pequeña, compleja, repetible, compatible con el material y producida en un volumen suficiente para justificar el herramental. Evite MIM cuando la pieza sea grande, plana, de bajo volumen, altamente cosmética sin margen de acabado, o llena de tolerancias críticas ajustadas con referencia a datum que requieran maquinado de todos modos.
Una buena decisión de selección de aplicación de MIM no se basa únicamente en el nombre de la industria o la complejidad de la pieza. Se basa en la relación entre geometría, material, volumen, tolerancia, acabado superficial, costo de herramental, contracción por sinterizado, densidad, operaciones secundarias y estrategia de inspección. Cuando estos factores se revisan antes del herramental, MIM puede ser una ruta de fabricación práctica. Cuando se ignoran, el proyecto puede pasar la primera cotización pero fallar durante el muestreo, acabado, ensamblaje o producción en masa.
Preguntas frecuentes: Guía de selección de aplicaciones MIM
¿Cuál es la primera regla para seleccionar MIM?
La primera regla es confirmar si la pieza es pequeña, compleja, adecuada para volúmenes de producción y compatible con el material. No se debe seleccionar MIM solo porque una pieza tenga una forma compleja.
¿Cuándo debo usar MIM en lugar de mecanizado CNC?
Use MIM en lugar de CNC cuando la pieza sea pequeña, compleja, se produzca en volúmenes medios a altos y no requiera mecanizado en cada característica crítica. El CNC suele ser mejor para prototipos, bajo volumen, referencias ajustadas y cambios frecuentes de diseño.
¿Cuándo no debo usar MIM?
Evite MIM cuando la pieza sea muy grande, muy plana, de volumen muy bajo, demasiado gruesa en áreas aisladas, o requiera superficies cosméticas tipo espejo o tolerancias ultraajustadas críticas de referencia sin postprocesado.
¿Qué materiales se usan comúnmente para piezas MIM?
Los materiales MIM comunes incluyen acero inoxidable 316L, acero inoxidable 17-4PH, acero inoxidable 420, acero inoxidable 430, aceros de baja aleación, aleaciones de titanio y aleaciones de tungsteno. El material adecuado depende de los requisitos de resistencia a la corrosión, resistencia mecánica, dureza, desgaste, densidad, tratamiento térmico y acabado superficial.
Algunas piezas MIM se pueden usar tal como se sinterizan, pero los agujeros críticos, ajustes de rodamientos, superficies de sellado, roscas, caras deslizantes y referencias de precisión a menudo requieren mecanizado postsinterizado, calibrado, rectificado o pulido.
¿Cuáles son los mayores riesgos en las aplicaciones MIM?
Los mayores riesgos incluyen variación en la contracción durante el sinterizado, alabeo, agrietamiento, porosidad, llenado incompleto, hoyuelos superficiales después de pulido o PVD, distorsión por tratamiento térmico y estándares de inspección poco claros.
¿Cómo funciona el costo del MIM?
El costo del MIM incluye herramental, material, moldeo, desaglutinado, sinterizado, operaciones secundarias, inspección y pérdida por rendimiento. El MIM se vuelve más económico cuando el costo del herramental puede amortizarse en un volumen de producción estable.
¿Qué deben proporcionar los compradores para una solicitud de cotización MIM?
Los compradores deben proporcionar un modelo 3D, dibujo 2D, requisito de material, volumen anual, dimensiones críticas, requisito de acabado superficial, necesidades de tratamiento térmico o recubrimiento, método de inspección y requisitos funcionales.