¿Qué industrias utilizan el moldeo por inyección de metal?
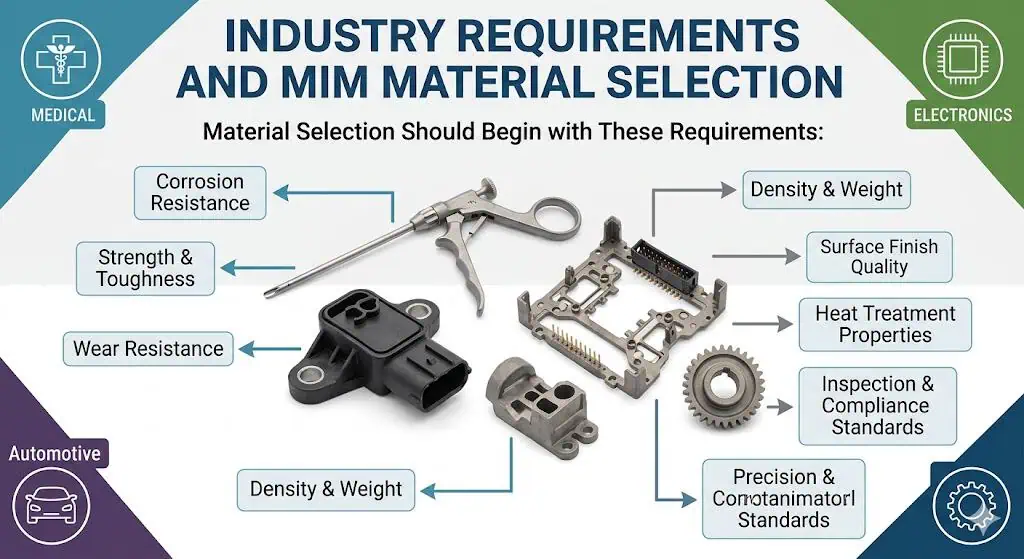
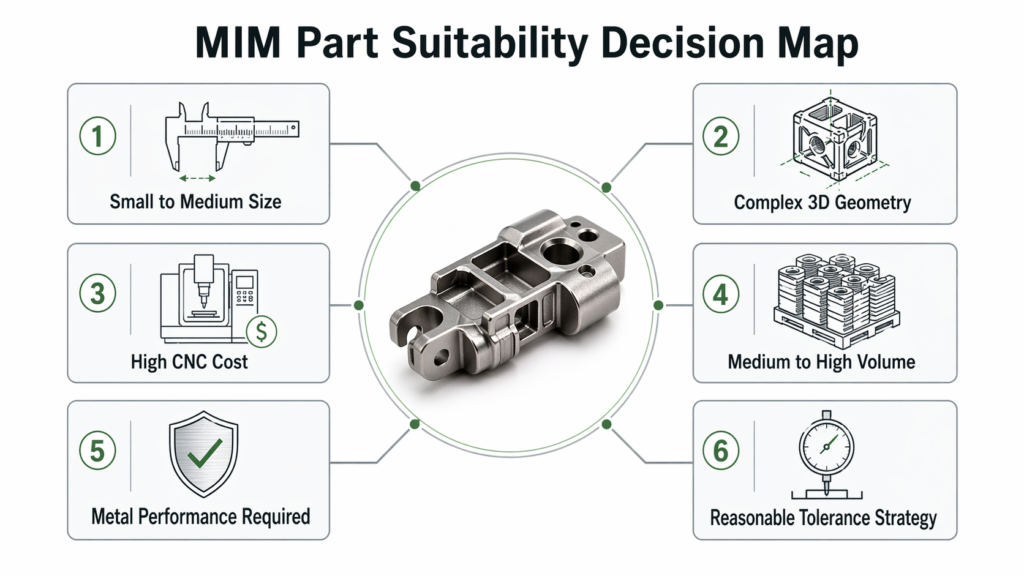
El moldeo por inyección de metal se utiliza en industrias que necesitan piezas metálicas pequeñas y repetibles con geometrías difíciles, lentas o costosas de mecanizar. Las industrias típicas incluyen dispositivos médicos y dentales, componentes automotrices, electrónica, wearables, cerraduras, herramientas industriales, relojes, gafas, hardware de consumo y ciertos ensamblajes aeroespaciales. El MIM no se selecciona solo porque una pieza se vea compleja. …
El moldeo por inyección de metal se utiliza en industrias que necesitan piezas metálicas pequeñas y repetibles con geometrías difíciles, lentas o costosas de mecanizar. Las industrias típicas incluyen dispositivos médicos y dentales, componentes automotrices, electrónica, wearables, cerraduras, herramientas industriales, relojes, gafas, hardware de consumo y ciertos ensamblajes aeroespaciales. El MIM no se selecciona solo porque una pieza se vea compleja. Se vuelve práctico cuando el tamaño de la pieza, el material, el volumen anual, el plan de tolerancias y las operaciones secundarias encajan en la ventana del proceso. Las aplicaciones más sólidas son piezas MIM pequeñas con detalles finos, formas internas, resaltes, ranuras, mecanismos miniatura o aleaciones difíciles de mecanizar. Las aplicaciones débiles son piezas grandes, piezas planas largas, secciones muy gruesas, superficies cosméticas tipo espejo o dimensiones críticas de referencia que no pueden tolerar la variación de contracción durante el sinterizado. Para una buena decisión de fabricación, los ingenieros deben evaluar los materiales MIM, las tolerancias MIM, el costo del herramental, el riesgo de desaglutinado, la contracción durante el sinterizado, la densidad, el acabado superficial y el mecanizado post-sinterizado antes de aprobar el proceso.
El MIM se usa comúnmente para piezas metálicas pequeñas y repetibles en aplicaciones médicas, automotrices, electrónicas, industriales y wearables.
Por qué diferentes industrias utilizan el moldeo por inyección de metal
Las industrias utilizan el moldeo por inyección de metal porque puede combinar materiales de pulvimetalurgia con geometría moldeada por inyección. El proceso generalmente incluye selección de polvo metálico, preparación del sistema aglutinante, mezcla de feedstock, moldeo por inyección, desaglutinado, sinterizado y operaciones secundarias cuando sea necesario. El principal valor de ingeniería no es simplemente la forma compleja. Es la capacidad de producir piezas metálicas pequeñas con características repetibles mientras se reduce el mecanizado innecesario en superficies no críticas.
ASTM B883 es relevante cuando se especifican materiales MIM ferrosos porque define la ruta general del material para piezas ferrosas moldeadas por inyección de metal, incluyendo la mezcla de polvo y aglutinante, inyección, desaglutinado, sinterizado y posible tratamiento térmico. Norma MPIF 35-MIM es relevante porque ayuda a ingenieros y compradores a especificar materiales MIM con expectativas más consistentes. Estos estándares son importantes durante la cotización, revisión de planos, aprobación de materiales, pruebas mecánicas y aceptación de producción.
Para fines de ingeniería y SEO, la pregunta real no es solo “qué industrias usan piezas MIM”. La mejor pregunta es: “¿Qué industrias tienen piezas metálicas pequeñas donde la geometría MIM, el rendimiento del material, el costo del herramental, el control del sinterizado y el postprocesado tienen sentido juntos?” Referencias industriales como el Asociación de Moldeo por Inyección de Metal y Asociación Europea de Metalurgia de Polvos también describen el MIM como un proceso utilizado en múltiples mercados industriales, pero la selección final del proceso aún depende de la geometría de la pieza y los requisitos de calificación.
La calidad de las piezas MIM depende del control del feedstock, la estabilidad del moldeo, el desaglutinado, la contracción durante el sinterizado, la densidad y el procesamiento secundario.
Industrias que comúnmente utilizan piezas MIM
Dispositivos médicos y dentales
Las aplicaciones médicas y dentales suelen utilizar MIM para componentes pequeños de acero inoxidable, aleaciones de titanio o aleaciones específicas donde la geometría, la resistencia a la corrosión, la repetibilidad y la condición superficial validada son importantes. Ejemplos típicos incluyen componentes de instrumentos quirúrgicos, brackets de ortodoncia, mordazas pequeñas, piezas de herramientas dentales, hardware endoscópico, elementos de agarre y carcasas compactas.
MIM puede ser útil en este campo porque muchas piezas médicas son pequeñas, detalladas y difíciles de mecanizar económicamente en volumen. Sin embargo, las piezas MIM médicas requieren un control más estricto que el hardware industrial general. Los ingenieros deben revisar la certificación de materiales, los requisitos de biocompatibilidad, la pasivación, la limpieza, los límites de rebaba, la rugosidad superficial, la trazabilidad de lotes y el método de inspección antes de aprobar la producción.
Un error común de ingeniería es asumir que una pieza MIM médica puede salir directamente del sinterizado con todas las superficies funcionales terminadas. En un escenario de campo compuesto para capacitación en ingeniería, una mordaza de instrumento médico se diseñó inicialmente como un componente MIM completamente moldeado, pero la superficie de agarre no cumplió con el comportamiento de contacto y la definición de borde requeridos. El problema real no era solo la rugosidad superficial; el diseño mezclaba geometría de forma casi neta con planos de referencia funcionales de precisión. La corrección fue mantener el cuerpo como una pieza MIM de forma casi neta mientras se agregaba mecanizado post-sinterizado en la superficie de agarre y el plano de referencia funcional. Para prevenir recurrencias, los proyectos médicos deben separar la geometría moldeada, las superficies de contacto mecanizadas, las áreas pulidas, las superficies pasivadas y los planos de referencia controlados por inspección antes del herramental.
Componentes automotrices y de movilidad
Las aplicaciones automotrices utilizan MIM donde se necesitan piezas metálicas pequeñas con volumen de producción estable y geometría funcional repetible. Las piezas MIM típicas pueden incluir componentes de actuadores, hardware relacionado con sensores, soportes pequeños, elementos de bloqueo, piezas de mecanismos de asientos, componentes pequeños relacionados con la transmisión, hardware para vehículos eléctricos y piezas de desgaste compactas.
La razón por la que los proyectos automotrices consideran MIM suele ser una combinación de consolidación de geometría, reducción de mecanizado, resistencia al desgaste, lotes consistentes y control de costos a volumen. Para piezas MIM automotrices, los elementos clave de revisión son el control de contracción durante el sinterizado, la densidad, la porosidad, la respuesta al tratamiento térmico, el comportamiento a la fatiga, la estabilidad dimensional y el calibrado funcional.
Los proyectos automotrices también muestran por qué las guías de diseño de MIM deben revisarse antes de transferir un diseño mecanizado a un molde. En un escenario de campo compuesto para capacitación en ingeniería, un soporte automotriz pequeño tenía calidad aceptable en pieza verde pero falló en la planitud final después del sinterizado. La pieza tenía un cubo grueso conectado a un brazo largo y delgado, por lo que las dos áreas se contrajeron y enfriaron de manera diferente. La causa sistémica fue que el diseño CNC se había trasladado a MIM sin rediseñar la transición de pared, el soporte de sinterizado, la posición de la compuerta y la orientación de la pieza. La corrección fue suavizar la transición del cubo, cambiar el soporte del setter y mover el área crítica de planitud lejos de la zona de mayor riesgo de contracción. Antes de cotizar piezas MIM automotrices, se deben revisar juntos el balance de pared, el soporte de sinterizado, la ubicación de la compuerta y el posible calibrado o mecanizado.
Electrónica, conectores y dispositivos portátiles
Los productos electrónicos y portátiles suelen utilizar MIM para bisagras, botones, marcos estructurales pequeños, piezas relacionadas con conectores, componentes de blindaje, carcasas de sensores, piezas de pestillo, componentes de cámara, piezas de relojes inteligentes e interfaces mecánicas compactas.
Estas piezas suelen combinar tamaño pequeño, ajuste de ensamblaje, características delgadas y superficies cosméticas o semicósmicas. MIM puede soportar geometría detallada, pero los proyectos electrónicos a menudo subestiman el riesgo del tratamiento superficial. El pulido, PVD, chapado, granallado y pasivación pueden revelar poros, marcas de flujo, líneas de partición, líneas de soldadura o distorsión por sinterizado.
Para piezas electrónicas visibles, el dibujo y el plan de calidad deben definir superficies cosméticas, superficies no cosméticas, área de compuerta, tolerancia de pulido, picaduras aceptables, límites de redondeo de bordes, iluminación de inspección, y si el PVD o chapado es decorativo, protector o funcional. En un escenario de campo compuesto para capacitación en ingeniería, una bisagra de dispositivo portátil se veía aceptable después del sinterizado y pulido, pero después del recubrimiento PVD, pequeñas picaduras y manchas oscuras se hicieron visibles. El paso de pulido había abierto poros cercanos a la superficie, y el recubrimiento PVD los hizo más fáciles de ver bajo luz reflejada. La causa sistémica fue que el equipo aprobó la pieza MIM principalmente por dimensiones y no definió zonas cosméticas, aceptación de poros, tolerancia de pulido o inspección previa a PVD. La acción correctiva fue ajustar el control de densidad, cambiar los pasos de pulido e inspeccionar antes del recubrimiento. Para proyectos futuros, la ruta de recubrimiento y la inspección cosmética deben ser parte de la revisión de liberación de herramienta, no una ocurrencia tardía.
Cerraduras, Herrajes de Seguridad y Herrajes Mecánicos
Las industrias de cerraduras y herrajes mecánicos utilizan MIM para levas, trinquetes, palancas, pestillos, botones, eslabones internos, engranajes pequeños, bloques deslizantes y piezas mecánicas compactas con múltiples caras funcionales.
MIM a menudo se considera porque las piezas de cerradura pueden necesitar perfiles complejos, resistencia al desgaste local, características pequeñas y ajuste de ensamblaje estable. Los aceros de baja aleación, aceros inoxidables y grados inoxidables endurecibles pueden seleccionarse según los requisitos de resistencia, resistencia a la corrosión, desgaste por deslizamiento y dureza superficial.
Un componente de cerradura puede pasar la inspección dimensional pero aún así fallar durante las pruebas de ciclo si la dureza del material, densidad, condición superficial, geometría de bordes, lubricación o tratamiento térmico no son adecuados. En un escenario de campo compuesto para capacitación en ingeniería, una leva de cerradura tenía dimensiones correctas pero mostró desgaste temprano durante el ciclado. El material inoxidable seleccionado tenía resistencia a la corrosión aceptable pero dureza superficial insuficiente para contacto deslizante repetido. La causa real fue la selección de material basada en apariencia y resistencia a la corrosión en lugar de esfuerzo de contacto y mecanismo de desgaste. La corrección fue cambiar a un grado endurecible y verificar la dureza del tratamiento térmico. Para cerraduras y herrajes mecánicos, la transferencia de torque, contacto deslizante, lubricación, dureza, condición de bordes y pruebas de desgaste deben revisarse antes de la aprobación final del material MIM.
Herramientas Industriales, Herramientas Eléctricas y Piezas de Equipo
Las herramientas y equipos industriales pueden usar MIM para palancas pequeñas, soportes, piezas de transmisión, componentes de desgaste, piezas de ajuste, componentes de herramientas miniatura, piezas relacionadas con bombas, piezas pequeñas relacionadas con válvulas y piezas con múltiples caras similares a mecanizado.
La pregunta clave de ingeniería es si la pieza necesita principalmente resistencia, dureza superficial, resistencia al desgaste, tenacidad, resistencia a la corrosión, comportamiento magnético o repetibilidad dimensional. Por ejemplo, 17-4PH puede ser adecuado cuando se necesitan tanto resistencia como resistencia a la corrosión. El acero de baja aleación puede ser más adecuado cuando la respuesta al tratamiento térmico y la resistencia al desgaste importan más que la resistencia a la corrosión.
Las piezas industriales también necesitan un plan de inspección práctico. Un dibujo con muchas tolerancias estrechas puede forzar un maquinado posterior innecesario y aumentar el costo. Durante la revisión del diseño, el proveedor debe separar las dimensiones moldeadas, las dimensiones de calibrado, las dimensiones maquinadas y las dimensiones de los calibres funcionales.
Ensamble Aeroespacial y de Alta Especificación
Los ensambles relacionados con la industria aeroespacial pueden usar MIM para piezas pequeñas seleccionadas donde la geometría, el control de peso y la repetibilidad son valiosos. Las aplicaciones posibles incluyen soportes pequeños, carcasas de sensores, componentes de actuadores, características relacionadas con sujetadores, herrajes secundarios y piezas de mecanismos compactos.
Estos proyectos requieren una evaluación cuidadosa. La decisión debe comenzar con la norma del material, densidad, microestructura, pruebas mecánicas, trazabilidad, tratamiento térmico, condición superficial y proceso de aprobación. El MIM no debe promoverse como un reemplazo rápido para piezas aeroespaciales críticas sin la calificación adecuada.
Para ensambles de alta especificación, la pregunta no es “¿se puede moldear la forma?” La pregunta real es si el proveedor puede demostrar el rendimiento del material, la estabilidad dimensional, la consistencia del lote, la repetibilidad de la inspección y el control del proceso a largo plazo.
Relojes, Gafas, Joyería y Productos de Estilo de Vida
Los relojes, gafas, productos similares a joyería y artículos de estilo de vida pueden usar MIM para cajas, bisagras, hebillas, marcos, componentes decorativos, carcasas portátiles y piezas mecánicas en miniatura.
Estos productos a menudo necesitan una geometría atractiva y un acabado superficial. El MIM puede crear piezas metálicas de forma casi neta, pero la superficie sinterizada no está automáticamente lista para pulido espejo, PVD o galvanoplastia. Los poros, líneas de partición, marcas de compuerta y ondas de pulido pueden volverse visibles después del acabado.
Si una pieza tiene una superficie visible de clase A, el plan de herramental debe definir la ubicación de la compuerta, la dirección de la línea de partición, el margen de pulido, el objetivo de rugosidad superficial, la protección de bordes, el soporte de sinterizado, la aceptación de poros y los criterios de inspección cosmética final antes de la liberación del molde.
Productos de Consumo y Componentes de Pequeños Electrodomésticos
Los productos de consumo utilizan MIM para pestillos, botones, bisagras, piezas de bloqueo, componentes de dispositivos de cuidado personal, mecanismos de electrodomésticos pequeños, herrajes de cocina, soportes compactos y piezas estructurales pequeñas que requieren resistencia metálica en producción repetible.
La razón para usar MIM en bienes de consumo suele ser la combinación de volumen de producción, consolidación de piezas y reducción de mecanizado. Si el volumen anual es bajo, o si la pieza es lo suficientemente simple para estampado, fundición a presión, torneado CNC o fundición de aleación de zinc, MIM puede no ser la mejor opción económica.
Para productos de consumo, el equipo del proyecto debe verificar no solo el precio unitario, sino también el costo del herramental, el riesgo de rechazo cosmético, la tolerancia de ensamblaje, el rendimiento de enchapado o recubrimiento, la protección del empaque y la consistencia del lote a largo plazo.
Tabla de Idoneidad por Industria para Piezas MIM
Industria
Piezas MIM Típicas
Por Qué se Considera MIM
Principal Riesgo de Ingeniería
Médico y dental
Piezas de instrumentos, soportes, mordazas, carcasas pequeñas
Geometría pequeña, resistencia a la corrosión, repetibilidad
Certificación, pasivación, control de rebabas, trazabilidad
Automotriz
Piezas de actuadores, herrajes para sensores, piezas pequeñas de transmisión
Producción en volumen, resistencia al desgaste, geometría repetible
Hoyuelos de pulido, poros, líneas de partición visibles
Productos de consumo
Pestillos, botones, mecanismos, soportes pequeños
Repetibilidad de alto volumen y consolidación de piezas
Amortización del herramental, tolerancia de ensamble, rendimiento del recubrimiento
El MIM generalmente se considera cuando se requieren piezas metálicas pequeñas y complejas con volúmenes de producción repetibles y maquinado reducido.
MIM vs CNC vs PM: ¿Qué proceso se adapta a la necesidad de la industria?
Proceso
Mejor ajuste
Fortalezas
Limitaciones
Cuándo no usar
El moldeo por inyección de metal
Piezas MIM pequeñas y complejas en volumen medio a alto
Geometría con múltiples características, opciones de materiales, maquinado reducido en áreas no críticas
Costo del herramental, contracción durante el sinterizado, riesgo de desaglutinado, control de distorsión
Volumen muy bajo, piezas grandes, planitud extrema, control de referencia ultra ajustado
Mecanizado CNC
Volumen bajo, prototipos, características críticas de referencia ajustadas
Elección flexible de material, referencias precisas, cambios rápidos de diseño
Costo más alto para piezas pequeñas complejas repetitivas
Piezas de alto volumen con muchas características 3D repetidas
PM convencional
Formas prensadas simples en volúmenes de producción
Eficiente para formas de compactación axial
Limitado en características laterales, socavados y geometría 3D compleja
Piezas miniatura con características multidireccionales complejas
Fundición a presión
Piezas de aleación de zinc o aluminio de alto volumen
Ciclo rápido y buena capacidad de forma para aleaciones no ferrosas
Limitaciones de material, riesgo de porosidad, perfil de resistencia diferente
Acero inoxidable, piezas ferrosas endurecibles, piezas de aleación de alta densidad
Estampado
Piezas delgadas de chapa metálica
Bajo costo unitario a escala para piezas planas o conformadas de chapa
Grosor 3D limitado y geometría local de resaltes
Piezas 3D gruesas, características internas, mecanismos metálicos compactos
Materiales MIM por industria
Los materiales MIM deben seleccionarse según el requisito real de servicio, no solo por el nombre de la industria. La misma industria puede usar 316L, 17-4PH, acero inoxidable 420, acero de baja aleación, aleación de titanio, aleación de tungsteno u otros materiales dependiendo de los requisitos de resistencia a la corrosión, resistencia mecánica, dureza, comportamiento magnético, resistencia al desgaste, densidad, pulido y recubrimiento.
La Norma MPIF 35-MIM edición 2025 es una referencia útil cuando diseñadores y compradores necesitan un lenguaje común para los requisitos de materiales MIM. No elimina la necesidad de pruebas específicas del proyecto, pero ayuda a evitar descripciones vagas de materiales durante la solicitud de cotización, muestreo y liberación de producción.
Grupo de material
Uso industrial común
Por qué se selecciona
Notas de Ingeniería
acero inoxidable 316L
Médico, dental, relojes, electrónica, herrajes para contacto con alimentos
Resistencia a la corrosión y capacidad de acabado
No es ideal para alto desgaste o alta dureza a menos que se utilice tratamiento superficial o cambios de diseño
Baja densidad, resistencia a la corrosión, potencial de biocompatibilidad
Mayor costo de material y procesamiento; se requiere un control de proceso más estricto
Aleación de tungsteno
Contrapesos, control de vibraciones, piezas impulsadas por densidad
Alta densidad en volumen compacto
Las piezas pesadas requieren un cuidado especial en el desaglutinado, sinterizado y revisión de distorsión
Cuándo una industria no debe usar MIM
MIM no es el proceso adecuado solo porque la pieza sea metálica y compleja. El proceso se vuelve riesgoso cuando la geometría, tolerancia, volumen o requisito de superficie no coincide con las realidades del moldeo de feedstock, desaglutinado, contracción por sinterizado y postprocesamiento.
Situación
Por qué es riesgoso
Mejor dirección
Volumen anual muy bajo
El costo del herramental no puede amortizarse
Mecanizado CNC, manufactura aditiva de metales, herramental blando o diseño simplificado
Pieza grande y pesada
El tiempo de desaglutinado, el soporte de sinterizado y la distorsión se vuelven difíciles
Fundición, forja, pulvimetalurgia, mecanizado CNC o ensamble soldado
Geometría larga, plana y delgada
Riesgo de alabeo durante el desaglutinado y sinterizado
Estampado, mecanizado, rediseño, o MIM más calibrado si está justificado
Tolerancia muy ajustada crítica para el dato de referencia
La variación de contracción durante el sinterizado dificulta el control directo
MIM más mecanizado postsinterizado, o mecanizado CNC completo
Superficie cosmética tipo espejo requerida
Pueden aparecer poros, líneas de partición y ondulaciones de pulido después del acabado
MIM con tolerancia de pulido definida, o CNC a partir de material forjado
Cambio abrupto de espesor de pared
La contracción diferencial puede causar grietas, deformación tipo hundimiento o distorsión
Rediseñe con transiciones más suaves y secciones equilibradas
Esquinas internas afiladas
Aumenta el riesgo de concentración de esfuerzos y llenado incompleto
Agregue radios, ajuste la ubicación del punto de inyección y revise el flujo en el molde
Agujeros ciegos profundos
El llenado del feedstock, el desaglutinado y el empaquetamiento del polvo pueden volverse inestables
Rediseñe el agujero o maquínelo después del sinterizado
Guías de diseño MIM por industria
Mantenga el espesor de pared lo más equilibrado posible
Muchas industrias quieren MIM porque la pieza es compacta y detallada. Sin embargo, MIM no tolera transiciones bruscas de grueso a delgado. Las secciones gruesas y delgadas se contraen de manera diferente durante el sinterizado. Esto puede causar alabeo, grietas, poros internos, deformación local o falta de planitud. Una revisión DFM temprana debe enfocarse en el balance de pared, resaltes locales, nervaduras, agujeros y tramos sin soporte.
Defina qué dimensiones se moldean y cuáles se maquinan
No todas las dimensiones deben controlarse directamente desde la pieza sinterizada. Los orificios críticos, asientos de rodamientos, caras de sellado, roscas, superficies de deslizamiento y superficies de referencia críticas pueden requerir maquinado o calibrado post-sinterizado. Un buen dibujo separa las dimensiones funcionales de las características moldeadas no críticas para que el proveedor pueda cotizar la pieza de manera realista.
Analice el Acabado Superficial MIM Antes del Herramental
El acabado superficial MIM debe planificarse antes del herramental. El pulido, granallado, pasivado, PVD, electrochapado y óxido negro pueden cambiar dimensiones, exponer poros, redondear bordes o resaltar líneas de partición. Las piezas MIM cosméticas deben definir superficies visibles, poros aceptables, dirección de pulido, espesor de recubrimiento, áreas de enmascaramiento e iluminación de inspección antes de la aprobación de muestras.
Trate la Contracción por Sinterizado como una Variable de Diseño
Las piezas MIM se contraen desde la pieza en verde moldeada hasta la pieza metálica sinterizada. El molde se construye con compensación de contracción, pero la contracción está influenciada por el material, la carga de polvo, la estabilidad del feedstock, la posición de la compuerta, el espesor de pared, la carga del horno, el soporte del soporte y el perfil de sinterizado. Por eso las tolerancias MIM deben discutirse con el proveedor antes de congelar el dibujo.
Lista de Verificación para Prototipado y Calificación de Piezas MIM
Elemento a verificar
Qué confirmar
Por qué es importante
Grado de material
316L, 17-4PH, 420, 430, acero de baja aleación, aleación de titanio, aleación de tungsteno
Determina la resistencia a la corrosión, resistencia mecánica, dureza, densidad, costo y ruta de tratamiento térmico
Volumen anual
Demanda anual estimada y vida útil del producto
Determina si el costo del herramental puede amortizarse
Dimensiones críticas
Dátums, agujeros, planicidad, roscas, ajustes de rodamiento, superficies de sellado
Define características moldeadas, dimensionadas, maquinadas o controladas por calibre
Requisito de superficie
Tal como sinterizado, granallado, pulido, chapado, PVD, pasivado, ennegrecido
Evita sorpresas cosméticas, de recubrimiento y dimensionales
Requisito mecánico
Resistencia a la tracción, dureza, fatiga, impacto, torsión, desgaste
Confirma la ruta del material y del tratamiento térmico
Densidad y porosidad
Objetivo de densidad, aceptación de poros, metalografía o TC si es necesario
Afecta la resistencia, fatiga, pulido, recubrimiento y riesgo de fugas
Tratamiento térmico
Objetivo de dureza, objetivo de resistencia, tolerancia de distorsión
Importante para piezas MIM de 17-4PH, 420 y acero de baja aleación
Método de inspección
Máquina de medición por coordenadas (CMM), proyectores, calibradores de tapón, calibradores funcionales, prueba de dureza, estándar visual
Previene disputas durante la aprobación de muestras y la producción en serie
Embalaje y manipulación
Control de rayones, método antioxidante, separación de piezas, protección contra rebabas
Importante para piezas cosméticas, chapadas y de ensamblaje de precisión
La deformación, el agrietamiento, la porosidad, el llenado incompleto y las marcas de superficie deben revisarse durante el diseño MIM, el muestreo y la aprobación de producción.
Defectos comunes de MIM por aplicación industrial
Los defectos comunes de MIM generalmente están relacionados con la estabilidad del feedstock, las condiciones de moldeo, la ruta de desaglutinado, el soporte de sinterizado, el equilibrio de espesores de pared, la carga del horno y el acabado secundario. Un defecto no debe tratarse solo como un problema visual. A menudo indica una debilidad en el proceso o diseño que puede afectar el ensamblaje, el acabado superficial, la resistencia o la consistencia del lote.
Defecto MIM
Impacto industrial común
Causa probable
Acción correctiva
Alabeo
Mala adaptación en ensambles electrónicos, cerraduras y piezas automotrices
Espesor de pared desigual, soporte deficiente para sinterizado, geometría plana larga
Rediseñar la transición de espesor, mejorar los soportes, ajustar la orientación de sinterizado
Agrietamiento
Fallo de resistencia en herramientas, instrumentos médicos y piezas mecánicas
Estrés por desaglutinado, esquinas afiladas, secciones gruesas, soporte deficiente
Agregar radios, desaglutinado lento, mejorar el feedstock y la estrategia de soporte
Ampollas
Rechazo cosmético después de pulido o recubrimiento
Aglutinante residual, gas atrapado, desaglutinado inestable
Ajustar el ciclo de desaglutinado, verificar la eliminación del aglutinante, mejorar el control del feedstock
Subllenado
Falta de características pequeñas en engranajes, pestillos, conectores
Flujo deficiente, nervaduras delgadas, desbalance de compuerta, baja temperatura del molde
Modificar compuerta, aumentar radio local, ajustar parámetros de moldeo
Porosidad excesiva
Menor resistencia, mal pulido, hoyuelos en galvanizado, riesgo de fugas
Problema de polvo, atmósfera del horno, temperatura de sinterizado, contaminación
Revisar polvo, perfil de sinterizado, control del horno y pruebas de densidad
Desviación dimensional
Fallo de ensamble en automotriz, electrónica, cerraduras y herramientas
Variación de feedstock, desgaste de herramental, cambios en carga del horno, variación de contracción
Usar SPC, seguimiento por cavidad, revisión de contracción por lote y calibradores funcionales
Hoyuelos superficiales después de PVD
Rechazo cosmético en relojes, dispositivos portátiles y electrónica
Poros expuestos durante el pulido o la preparación del recubrimiento
Mejorar la densidad, ajustar la ruta de pulido, definir criterios de aceptación cosmética
Cómo elegir un proveedor de MIM para su industria
Un proveedor de MIM adecuado no solo debe cotizar la pieza. El proveedor debe revisar el dibujo, el material, la acumulación de tolerancias, la ubicación del punto de inyección, el espesor de pared, el tratamiento superficial, el volumen anual esperado, el método de inspección y el posible posprocesamiento antes de confirmar la viabilidad.
Para productos médicos, automotrices, electrónicos, cerraduras, ferretería industrial y dispositivos portátiles, solicite al proveedor que confirme los siguientes puntos:
Estándar del material y fuente del polvo
Método de control del feedstock
Estrategia de compensación de contracción del molde
Ruta de desaglutinado y sinterizado
Variación esperada de contracción
Método de control de densidad y porosidad
Capacidad de tratamiento térmico y control de distorsión
Capacidad de mecanizado o calibrado post-sinterizado
Experiencia en acabados superficiales para pulido, recubrimiento, PVD, pasivación o granallado
Plan de inspección dimensional
Criterios de inspección cosmética
Requisitos de aprobación FAI, PPAP o específicos del cliente cuando apliquen
Normas y referencias técnicas externas para decisiones de MIM
Las normas y referencias técnicas deben usarse para reducir ambigüedad, no para decorar el artículo. Para piezas MIM ferrosas, ASTM B883 ayuda a definir la base del material y del proceso. Para la especificación de materiales, Norma MPIF 35-MIM proporciona a ingenieros y compradores una referencia práctica para los materiales MIM comunes. Para la comprensión general del proceso, ASM International ofrece una visión general del proceso, desde la mezcla de polvo y aglutinante hasta el moldeo por inyección, desaglutinado, sinterizado y acabado.
Estas referencias afectan las decisiones reales de compra e ingeniería porque ayudan a definir las expectativas del material, la dirección de las pruebas, los requisitos de calificación y la comunicación entre comprador y proveedor. No reemplazan las tolerancias específicas del plano, los informes de muestreo, las verificaciones de densidad, la verificación del tratamiento térmico ni los estándares de aceptación cosmética.
Respuesta final de ingeniería: ¿Qué industrias se benefician más del MIM?
Las industrias que más se benefician del moldeo por inyección de metal son aquellas que necesitan piezas metálicas pequeñas, complejas y repetibles, con volúmenes de producción lo suficientemente altos como para justificar el herramental. Las áreas de aplicación comunes incluyen dispositivos médicos, dentales, automotriz, electrónica, wearables, cerraduras, herramientas industriales, relojes, gafas, productos de consumo y ciertos ensamblajes aeroespaciales seleccionados.
El MIM es más ventajoso cuando reduce los pasos de mecanizado, combina múltiples características en una sola pieza, admite geometrías pequeñas difíciles y utiliza materiales MIM adecuados como acero inoxidable, acero de baja aleación, acero endurecible, aleación de titanio o aleación de tungsteno. Se vuelve riesgoso cuando la pieza es demasiado grande, demasiado plana, demasiado gruesa, demasiado delgada, demasiado estética o demasiado crítica en tolerancia sin operaciones secundarias.
Una buena decisión sobre MIM no se basa únicamente en el nombre de la industria. Se basa en la geometría de la pieza, el rendimiento del material, el volumen anual, la estrategia de tolerancias, el acabado superficial, los requisitos de prueba y la capacidad del proveedor para controlar el feedstock, el moldeo, el desaglutinado, la contracción durante el sinterizado, la densidad, el tratamiento térmico y el posprocesamiento.
Preguntas frecuentes: Industrias que utilizan el moldeo por inyección de metal
¿Qué industrias utilizan con mayor frecuencia el moldeo por inyección de metal?
El moldeo por inyección de metal se utiliza comúnmente en dispositivos médicos, productos dentales, componentes automotrices, electrónica, wearables, cerraduras, herramientas industriales, relojes, gafas, productos de consumo y ciertos ensamblajes aeroespaciales seleccionados. Estas industrias utilizan MIM cuando las piezas metálicas pequeñas requieren geometría compleja, producción repetible y propiedades de material que son difíciles o costosas de lograr solo con mecanizado.
¿Es adecuado el MIM para piezas automotrices?
Sí, el MIM puede ser adecuado para piezas automotrices pequeñas como componentes de actuadores, hardware relacionado con sensores, soportes, elementos de bloqueo y piezas de desgaste compactas. Sin embargo, las piezas MIM automotrices deben revisarse en cuanto a fatiga, densidad, tratamiento térmico, estabilidad dimensional, calibración funcional y consistencia de lote antes de la aprobación de producción.
¿Se utiliza MIM en dispositivos médicos?
Sí, el MIM se utiliza en aplicaciones médicas y dentales, especialmente para componentes metálicos pequeños de acero inoxidable, aleación de titanio y metales específicos para la aplicación. El proyecto debe confirmar el estándar del material, el acabado superficial, la pasivación, los requisitos de limpieza, la trazabilidad, el control de rebabas y los criterios de inspección antes de la producción.
¿Por qué los productos electrónicos y wearables utilizan MIM?
Los productos electrónicos y wearables utilizan MIM porque puede producir piezas metálicas pequeñas con características finas, geometría compacta e interfaces de ensamblaje repetibles. Las preocupaciones típicas incluyen planitud, superficies cosméticas, recubrimiento, recubrimiento PVD, rebabas, líneas de partición y control dimensional después del sinterizado.
¿Cuándo no debe una empresa utilizar MIM?
Una empresa debe evitar el MIM cuando la pieza tiene un volumen muy bajo, tamaño grande, requisitos extremos de planitud, cambios abruptos de espesor de pared, tolerancias críticas de referencia muy ajustadas o requisitos cosméticos de acabado espejo sin margen para pulido, calibrado o mecanizado.
¿Es MIM más barato que el mecanizado CNC?
El MIM puede ser más económico que el mecanizado CNC cuando la pieza es pequeña, compleja y se produce en volúmenes medios a altos. Para proyectos de bajo volumen, geometrías simples o piezas que requieren cambios frecuentes de diseño, el mecanizado CNC puede ser más práctico porque el MIM requiere herramental y validación del proceso.
¿Qué materiales se usan comúnmente para piezas MIM?
Los materiales MIM comunes incluyen acero inoxidable 316L, acero inoxidable 17-4PH, acero inoxidable 420, acero inoxidable 430, aceros de baja aleación, aleaciones de titanio y aleaciones de tungsteno. La selección del material depende de la resistencia a la corrosión, dureza, resistencia mecánica, desgaste, comportamiento magnético, densidad, tratamiento térmico, tratamiento superficial y requisitos de la industria.
¿Las piezas MIM siempre necesitan mecanizado secundario?
No. Muchas características no críticas pueden producirse directamente mediante MIM. Sin embargo, los agujeros críticos, roscas, superficies de sellado, ajustes de cojinete, superficies deslizantes y características controladas por dato pueden requerir mecanizado postsinterizado, calibrado, rectificado, pulido u otras operaciones secundarias dependiendo de la tolerancia y el requisito funcional.