Qualité du processus MIM Dans le moulage par injection de métal, la conception du moule ne se limite pas à définir la forme de la cavité. Elle influence la façon dont le feedstock s'écoule, l'uniformité de la pièce verte, sa stabilité lors de l'éjection et sa réaction prévisible pendant le déliantage et le frittage. C'est pourquoi de nombreux problèmes de qualité MIM ne commencent pas…
Dans le moulage par injection de métal, la conception du moule ne se limite pas à définir la forme de la cavité. Elle influence la façon dont le feedstock s'écoule, l'uniformité de la pièce verte, sa stabilité lors de l'éjection et sa réaction prévisible pendant le déliantage et le frittage. C'est pourquoi de nombreux problèmes de qualité MIM ne commencent pas réellement dans le four. Ils commencent bien plus tôt, dans le concept d'outillage lui-même.
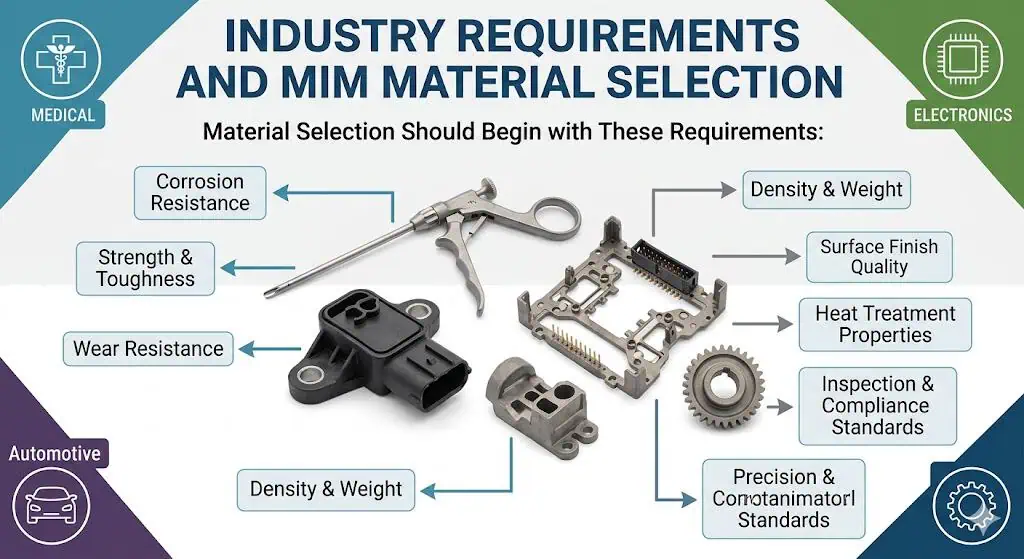
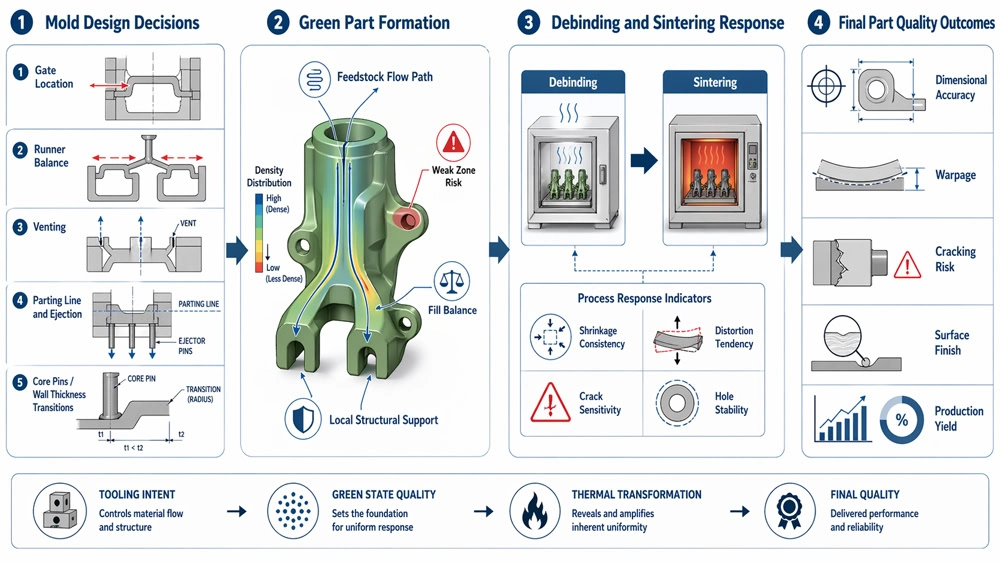
Un moule qui se remplit avec succès n'est pas automatiquement un moule qui produit des pièces dimensionnellement stables, résistantes aux fissures et esthétiquement propres à l'échelle de la production. L'emplacement du point d'injection, l'équilibrage des canaux, l'éventage, la stratégie du plan de joint, la disposition des éjecteurs, le support du noyau et la relation entre l'outillage et la géométrie sensible façonnent tous la base de qualité de la pièce avant même le début du traitement thermique.
Note d'ingénierie : En MIM, un moule qui produit une pièce verte complète peut encore produire des pièces frittées instables si l'équilibrage du remplissage, la distribution de la densité et le support des caractéristiques faibles n'ont pas été correctement conçus dès le départ.
Point clé : De nombreux problèmes de qualité finaux en MIM commencent par des problèmes de conception de moule, bien avant que la pièce n'atteigne le four.
Pourquoi la conception du moule est si importante en MIM
Selon la Metal Powder Industries Federation (MPIF), le procédé MIM combine une charge de poudre métallique fine, le moulage par injection, le déliantage et le frittage en une seule voie de fabrication. L' aperçu du procédé de la MIMA souligne également la capacité du MIM à produire des pièces complexes avec un bon contrôle des tolérances dimensionnelles et à supporter une production multi-empreintes à haut volume. Cette chaîne de procédés est importante car l'état de la pièce verte affecte fortement tout ce qui se passe ensuite.
Si l'outillage crée un écoulement inégal, de l'air emprisonné, des jonctions faibles ou une densité locale instable, la pièce peut ne pas échouer immédiatement. Au lieu de cela, le défaut peut apparaître plus tard sous forme de distorsion, fissuration, déplacement de trous, dérive dimensionnelle ou incohérence esthétique.
C'est pourquoi la conception du moule ne doit jamais être examinée uniquement comme un problème de coût d'outillage. C'est un problème de qualité de pièce. Un concept de moule à moindre coût peut encore devenir le choix de production le plus coûteux s'il augmente le temps de réglage de l'outillage, les rebuts, l'instabilité dimensionnelle ou les cycles d'essais répétés.
La logique technique pratique est simple : La conception du moule façonne l'uniformité de la pièce verte, l'uniformité de la pièce verte façonne la stabilité du processus thermique, et la stabilité du processus thermique façonne la qualité finale de la pièce.
Là où la conception du moule influence le plus la qualité des pièces
1. Emplacement du point d'injection et équilibrage des canaux
L'emplacement du point d'injection est l'une des décisions les plus influentes dans l'outillage MIM. Il contrôle la manière dont la matière pénètre dans l'empreinte, la distance que le front d'écoulement doit parcourir, où se forment les lignes de soudure, et comment la pression est transmise dans différentes zones de la pièce. Une mauvaise position du point d'injection peut encore produire une pièce verte remplie, mais elle crée souvent un risque caché sous forme de déséquilibre de densité, de zones de reprise faibles, de défauts esthétiques et d'instabilité ultérieure du retrait.
Lorsque des trous critiques, des sections minces, des faces planes ou des transitions brusques se trouvent à proximité de zones de reprise d'écoulement médiocres, le risque de qualité augmente considérablement. En production, ces problèmes se manifestent souvent par des dimensions instables, une déformation locale ou une variation imprévisible entre les lots et les empreintes.

Point clé : Une pièce peut encore être remplie avec un mauvais placement du point d'injection, mais le succès du remplissage ne garantit pas une densité équilibrée ou un retrait stable.
Cette logique technique est également étayée par la littérature publiée. Une étude d'optimisation de procédé de 2026 sur des pièces MIM de haute précision a noté que la position du point d'injection influence fortement le comportement d'écoulement, les contraintes résiduelles et la distribution du retrait. Une étude sur le retrait de 2024 a également rapporté qu'une grande partie de la variation du retrait en MIM provient de l'inhomogénéité de densité déjà créée au stade du moulage de la pièce verte. En termes pratiques, cela signifie que la stratégie du point d'injection n'est pas seulement une décision de remplissage. C'est une décision de qualité finale.
Sources : International Journal of Advanced Manufacturing Technology – Étude sur la position du point d'injection 2026 | Analyse du retrait de frittage dans le moulage par injection de métal (2024)
2. Contrôle de l'évent et de l'air piégé
L'évent est souvent sous-estimé dans les premières discussions sur l'outillage, mais il a un effet direct sur la stabilité du remplissage de la cavité et l'intégrité de surface. Si l'air ne peut pas s'échapper efficacement, le résultat peut être un remplissage incomplet, des marques localisées ressemblant à des brûlures, un état de surface instable ou une faiblesse interne dans les zones difficiles à remplir.
En MIM, cela est encore plus important car le comportement du feedstock n'est pas le même que celui du moulage plastique ordinaire. Si le remplissage de la cavité est déjà instable au stade du moulage, les étapes ultérieures du processus ne restaureront pas l'uniformité. Un mauvais évent doit donc être traité comme un risque pour la qualité des pièces, et non simplement comme un détail du moule.
3. Ligne de joint et stratégie d'éjection
La conception de la ligne de joint affecte le risque de bavure, la fidélité des caractéristiques et la qualité esthétique. La stratégie d'éjection détermine si la pièce verte quitte la cavité avec un support stable ou avec une déformation locale. Si la force d'éjection est concentrée près de sections fragiles, de parois minces ou de protubérances non soutenues, la pièce verte peut quitter le moule avec des contraintes cachées ou une légère distorsion qui deviendra plus grave au cours des étapes ultérieures du processus.
Ces détails sont particulièrement importants lorsque les faces critiques doivent rester propres, planes, étanches ou dimensionnellement stables. Un mauvais placement de la ligne de joint et une disposition des éjecteurs peuvent ne pas toujours entraîner un rejet immédiat, mais ils réduisent souvent la fenêtre de processus et augmentent la difficulté de réglage lors des essais.
4. Broches de noyau, trous, parois minces et transitions de sections
La géométrie sensible et la conception du moule doivent toujours être examinées ensemble. Les trous borgnes profonds, les broches de noyau élancées, les parois minces non soutenues, les changements brusques d'épaisseur et les grandes surfaces planes augmentent tous la difficulté d'un moulage stable et d'un retrait de frittage stable. Le problème n'est pas simplement que ces caractéristiques sont difficiles. Le vrai problème est qu'elles sont plus sensibles aux variations locales de densité, aux contraintes d'éjection et à la distorsion pendant le déliantage ou le frittage.
Le Recommandations de conception de la Metal Injection Molding Association souligne l'importance de la conception de l'empreinte, des dépouilles, des congés, de l'orientation des trous et de la stratégie du plan de joint, car ces facteurs influencent directement la capacité dimensionnelle et la fabricabilité. En pratique, le risque d'outillage le plus élevé provient généralement de l'interaction entre la géométrie et la disposition de l'outillage, et non d'un seul élément isolé.

Point clé : Le risque qualité le plus élevé lié au moule provient généralement de l'interaction entre une géométrie sensible et la disposition de l'outillage, et non d'un seul élément isolé.
La conception du moule ne s'arrête pas au remplissage de l'empreinte
L'une des erreurs les plus courantes dans les revues de projets MIM est de juger trop tôt le succès du moule. Une pièce qui se remplit complètement et s'éjecte avec succès n'est qu'au début du véritable test de qualité. La question la plus importante est de savoir si la pièce verte moulée est suffisamment uniforme pour survivre au déliantage et au frittage avec un retrait stable et une géométrie finale acceptable.
C'est là que la conception du moule a une influence durable. Si la logique d'injection, d'évent, de support et de transition de section est équilibrée, la pièce verte a plus de chances de se comporter de manière prévisible lors du traitement thermique. Si le moule crée une densité inégale ou une faiblesse locale, les signes ultérieurs apparaissent souvent sous forme de :
- gauchissement après frittage
- dérive dimensionnelle dans les caractéristiques critiques
- fissuration dans les zones minces ou contraintes
- mouvement des trous ou instabilité de la planéité
- plus grande variation d'un lot à l'autre
Les recherches publiées sur le frittage ont montré pourquoi cela se produit. Une étude de 2015 sur l'évolution des contraintes dans les pièces MIM a rapporté que les régions de faible densité se rétractent plus rapidement que les régions de haute densité pendant le frittage, ce qui crée des contraintes internes et favorise le risque de déformation. En d'autres termes, de nombreux symptômes observés en phase de four sont en réalité des problèmes d'outillage en amont déguisés.
Source : Évolution des contraintes dans les pièces moulées par injection de métal pendant le frittage (2015)
Ce que les ingénieurs doivent examiner avant la libération de l'outillage
Une revue d'outillage MIM solide doit se concentrer sur la logique qualité, et pas seulement sur la faisabilité de l'outillage. Avant de libérer une conception de moule, l'équipe d'ingénierie doit vérifier si la stratégie d'outillage soutient les véritables priorités qualité de la pièce : précision dimensionnelle, état de surface, planéité, stabilité des trous, zones sensibles à la résistance et répétabilité à long terme.
Position du point d'injection
Confirmer que le chemin d'écoulement soutient les caractéristiques critiques au lieu de créer des zones de reprise faibles à proximité de celles-ci.
Équilibrage des canaux d'alimentation et de remplissage
Vérifier que le matériau atteint les zones sensibles dans une séquence stable et prévisible.
Évent
Réduisez le risque d'air emprisonné et protégez la stabilité de remplissage dans les zones minces ou fermées.
Positionnement du plan de joint
Éloignez le risque de bavure et de désalignement des surfaces critiques et des faces apparentes.
Support d'éjection
Protégez les zones fragiles des pièces vertes des contraintes locales et de la déformation lors du démoulage.
Transitions de sections
Vérifiez si des changements brusques d'épaisseur ou des détails non supportés augmenteront le risque de déformation.
Géométrie sensible au retrait
Identifiez les trous, les faces planes, les parois minces et les longues zones non supportées nécessitant une revue supplémentaire.
Alignement avec les objectifs de qualité
Assurez-vous que le concept d'outillage correspond aux tolérances réelles et aux attentes de performance du projet.

Point clé : Le moment le moins coûteux pour corriger un risque qualité lié au moule est avant la libération de l'outillage, pas après que les pièces d'essai commencent à échouer.
Les normes et les données matérielles comptent encore à ce stade. Par exemple, les ingénieurs se réfèrent couramment à La norme MPIF 35-MIM lorsqu'ils discutent des propriétés matérielles de base et des attentes du projet. MPIF a également annoncé la mise à jour de l'édition 2025 des normes de matériaux utilisés pour les pièces moulées par injection de métal. Des données matérielles solides sont importantes, mais elles ne peuvent pas compenser un concept d'outillage qui crée dès le départ des conditions instables de pièce verte.
Sources : Normes MPIF | MPIF – Normes de matériaux pour pièces moulées par injection de métal, édition 2025
Erreurs courantes qui ressemblent à des problèmes de frittage mais qui commencent dans le moule
“ Le four a causé la déformation. ”
Parfois oui, mais souvent la cause racine commence plus tôt avec un remplissage déséquilibré, un support faible ou une géométrie placée dans une condition d'outillage sensible à la densité. Le four peut révéler le problème, mais il ne l'a pas nécessairement créé.
“ La pièce s'est remplie, donc le moule est bon. ”
Le remplissage n'est qu'un point de contrôle. La question la plus importante est de savoir si la pièce verte est suffisamment uniforme pour se rétracter de manière cohérente par la suite. Un remplissage réussi ne prouve pas une fenêtre de procédé stable.
“ Nous pourrons corriger cela plus tard avec un réglage du procédé. ”
Le réglage du procédé peut aider à la marge, mais il corrige rarement un concept fondamentalement faible d'entonnoir de coulée, d'évent, d'éjection ou de support. Une logique d'outillage médiocre se traduit généralement par des variations, un faible rendement ou un temps d'essai prolongé.
“ La complexité de l'outillage améliore automatiquement la qualité. ”
Pas toujours. Plus de coulisseaux, d'inserts et d'actions d'outillage complexes peuvent rendre certaines géométries possibles, mais ils peuvent également ajouter des cumuls de tolérances, des besoins de maintenance et de nouveaux points d'instabilité. Le meilleur outillage est généralement la conception robuste la plus simple qui protège l'objectif de qualité réel.
Normes de référence, guide de conception et documentation
Pour les équipes d'ingénierie évaluant la stratégie d'outillage MIM, les références externes les plus utiles ne sont pas des articles de fabrication génériques, mais des normes formelles, des guides de conception d'associations et des études de procédé qui relient les conditions en phase de moulage aux résultats dimensionnels et de distorsion finaux.
-
La norme MPIF 35-MIM – normes de matériaux pour les pièces moulées par injection de métal.
Voir les normes MPIF -
Avis de l'édition 2025 du MPIF – confirme le cycle de mise à jour actuel ainsi que les matériaux MIM nouvellement ajoutés ou mis à jour.
Lire l'annonce de l'édition 2025 -
MIMA – Conceptions complexes avec MIM – explique pourquoi la conception de la cavité du moule impose intrinsèquement une limite importante au contrôle dimensionnel.
Lire le guide de conception -
MIMA – Aperçu du procédé : MIM – décrit la capacité du MIM pour les formes complexes, le contrôle dimensionnel et la production multi-cavites.
Lire l'aperçu du procédé -
Analyse du retrait de frittage dans le moulage par injection de métal (2024) – montre que la variation du retrait de frittage dans le MIM est fortement liée à l'inhomogénéité de densité formée lors du moulage par injection.
Lire l'étude sur le retrait -
Étude d'optimisation de la position du point d'injection (2026) – met en évidence l'influence de la position du point d'injection sur le comportement d'écoulement, les contraintes résiduelles et la distribution du retrait dans les pièces MIM de précision.
Lire l'étude sur la position du point d'injection -
Évolution des contraintes dans les pièces moulées par injection de métal pendant le frittage (2015) – montre pourquoi les différences de densité peuvent créer des contraintes et des déformations pendant le frittage.
Lire l'étude sur les contraintes de frittage
Conclusion
La conception du moule est l'un des premiers et des plus forts facteurs de qualité en MIM. Elle affecte la façon dont le feedstock remplit la cavité, la stabilité de la pièce verte, la prévisibilité du déliantage et du frittage, ainsi que la constance de la pièce finale en production de masse.
La leçon la plus importante est la suivante : un moule capable de produire des pièces n'est pas nécessairement un moule capable de produire des pièces de qualité de manière constante. Un bon outillage MIM ne doit pas seulement remplir la cavité. Il doit construire la base de qualité appropriée pour l'ensemble de la chaîne de processus qui suit.
Pour cette raison, les meilleures revues de moule ne sont jamais des revues d'outillage isolées. Ce sont des revues de qualité de pièce réalisées suffisamment tôt pour éviter des corrections coûteuses en aval.
Questions fréquemment posées
Ces questions portent sur la relation pratique entre la conception du moule et la qualité finale des pièces MIM.
La conception du moule influence la façon dont le feedstock remplit, se compacte, s'évacue, s'éjecte et forme la pièce verte. Si le moule crée un écoulement instable, un support faible ou un déséquilibre de densité local, le résultat final peut se manifester ultérieurement sous forme de voilage, fissuration, dérive dimensionnelle, bavure ou défauts de surface.
L'emplacement du point d'influence influence la direction d'écoulement, la position des lignes de soudure, le transfert de pression et le comportement de compactage local. Une mauvaise stratégie de point d'injection peut placer des zones de reprise faibles près des caractéristiques critiques et augmenter le risque de densité inégale, de distorsion et de retrait instable.
Oui, indirectement. Le moule ne contrôle pas le frittage par lui-même, mais il contrôle la qualité et l'uniformité de la pièce verte. Un meilleur équilibrage du remplissage, de l'évacuation, du support d'éjection et de la gestion de la géométrie améliore les chances d'un retrait stable lors du traitement thermique ultérieur.
Ces détails affectent le risque de bavure, la qualité esthétique et la stabilité de la pièce verte lors de l'éjection. Si un plan de joint ou une marque d'éjecteur se trouve sur une face d'étanchéité critique, une face apparente ou une zone de précision, le risque qualité augmente immédiatement.
Non. Les glissières, les inserts et les actions complexes peuvent rendre certaines géométries possibles, mais ils peuvent également ajouter des cumuls de tolérances, des besoins de maintenance et des sources supplémentaires d'instabilité. Le meilleur outillage est généralement la conception robuste la plus simple qui protège l'objectif réel de qualité.
Le meilleur moment est avant la libération de l'outillage. La conception du moule doit être examinée en même temps que la géométrie de la pièce, la sélection du matériau, les objectifs de tolérance, les exigences de surface et les opérations post-frittage. Corriger les problèmes de qualité liés au moule après la construction de l'outillage est généralement plus lent et beaucoup plus coûteux.