MIMの品質問題の多くは、初回生産ロットが稼働するずっと前に設計段階で組み込まれています。部品に反り、割れ、バリ、密度ばらつき、寸法変動が現れた時点で、その根本原因は多くの場合、すでにCADモデルに存在しています。金属射出成形では、形状は単に形状を定義するだけではありません。フィードストックの充填、グリーンパートの取り扱い時の耐久性、バインダーの脱脂挙動、焼結時の均一な収縮に影響を与えます。

MIMの品質問題の多くは、初回生産ロットが稼働するずっと前に設計段階で組み込まれています。部品に反り、割れ、バリ、密度ばらつき、寸法変動が現れた時点で、その根本原因は多くの場合、すでにCADモデルに存在しています。金属射出成形では、形状は単に形状を定義するだけではありません。フィードストックの充填、グリーンパートの取り扱い時の耐久性、バインダーの脱脂挙動、焼結時の均一な収縮に影響を与えます。.
そのため、この記事は次の実用的な質問のみに焦点を当てています。部品設計の決定がどのように品質問題に変わるのか。これは、より広範な MIM設計ガイド.を置き換えることを意図したものではありません。 代わりに、実際の生産において部品が安定し、再現性があり、公差内に収まるかどうかを判断する必要があるエンジニア、購買担当者、プロジェクトチーム向けに書かれています。.
業界ガイダンス( MPIF および 金属射出成形協会の設計リソース )は、同じ中核的な考え方を支持しています。MIMは複雑な部品を効率的に製造できますが、形状はプロセスと協調して機能する必要があり、それに逆らってはなりません。.
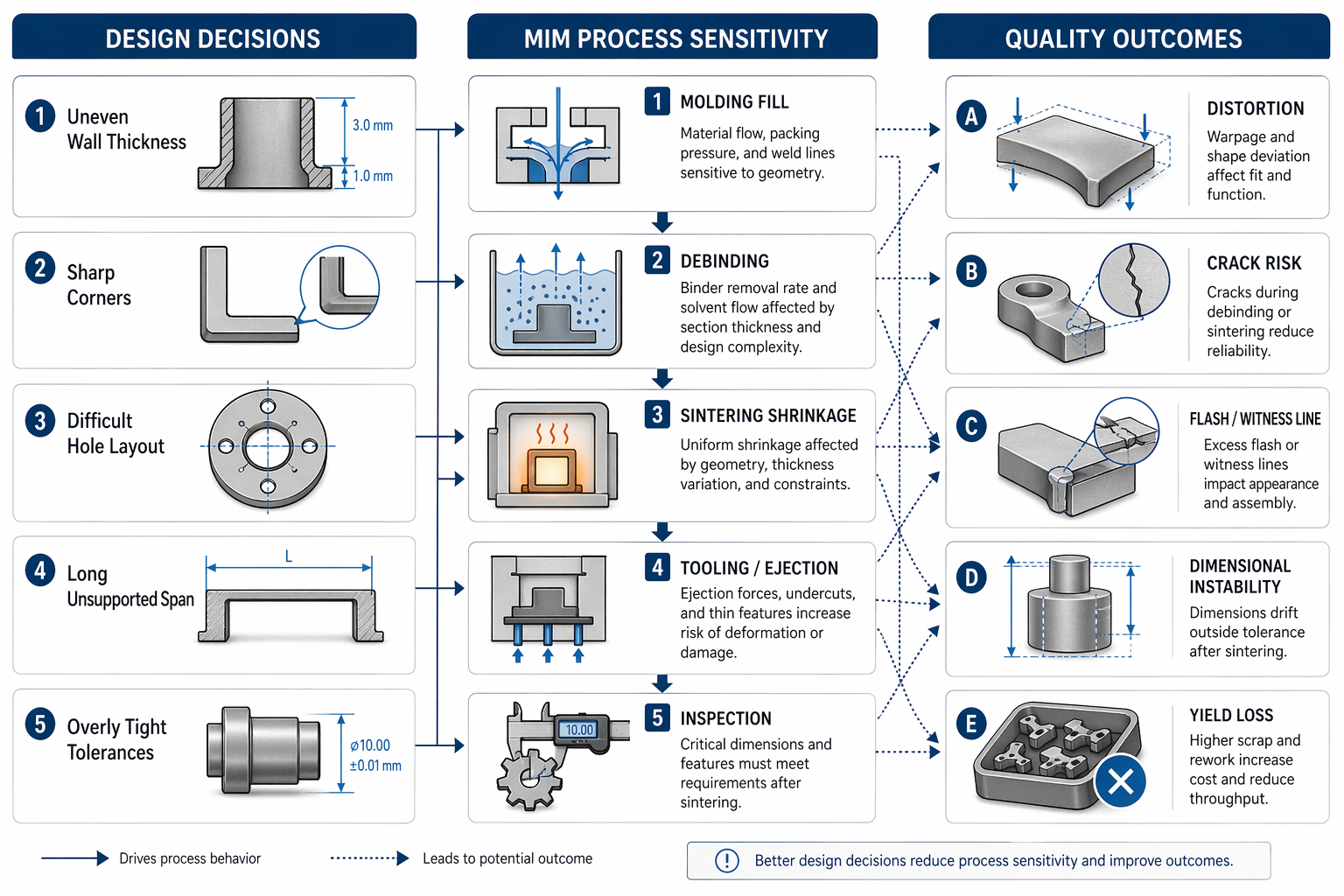
このロジックマップは、読者に正しい出発点を提供します。変形、割れ、バリ、ウェルトライン、気孔率に関連する強度低下、不安定な寸法は、単独の現場イベントとして扱うべきではありません。多くのMIMプロジェクトでは、これらはプロセスを最初からより敏感にした設計選択の目に見える結果です。.
これがこの記事全体を通じたテーマです。形状がプロセス感度を高めると、ロットごとに品質を守ることが難しくなります。.
薄肉部の隣にある厚肉ボスは画面上では無害に見えるかもしれませんが、脱脂と焼結後にはそうはいかないことがほとんどです。断面バランスが悪いと、収縮の予測が難しくなり、変形リスクが高まり、寸法安定性は通常悪化します。.
これが肉厚管理が単なる形状のトピックではない理由です。これは部品設計における最初の品質判断の一つです。質量分布が間違っていると、プロセスは最初から形状に組み込まれた問題から部品を守るためにより多くの努力を強いられます。.

悪い例が問題なのは、描くのが難しいからではありません。一つの領域に質量が集中し、別の領域が比較的軽いままであるからです。その不均衡は、後で不均一な収縮、形状のずれ、穴の移動、またはロット間のばらつきとして現れることがよくあります。.
より良い例では、より安定した断面プロファイルを使用しています。実際のMIM生産では、プロセス調整だけで質量分布の悪さを「修正」しようとするよりも、通常は再現性が向上します。.
完全に均一な壁は常に現実的ではありませんが、急激な厚さの変化は避けるべきです。より滑らかなトランジションは、流動、脱脂、そして通常は焼結においても許容範囲が広くなります。より詳細な全体形状戦略の議論が必要な場合は、別のページに記載すべきであり、 MIM設計ガイド このページに過負荷をかけるのではなく。.
設計者がより高い剛性を必要とする場合、多くの場合、肉厚を増やすことを考えがちです。MIMでは、これにより問題が増えることがあります。リブやコアを設けた設計は、厚肉のソリッドブロックよりも品質の良い結果をもたらすことが多く、質量集中を低減しながら機能を維持できます。.
図面上では、穴やスロットは単純に見えます。金型と生産においては、これらはコアピン、シールオフ条件、薄肉部、そして潜在的な弱点となります。レイアウトが過度に攻撃的である場合、品質低下はバリ、局所的な割れ、エッジの不安定性、またはロット間の再現性不良として現れることがよくあります。.
本当の問題は、形状が一度形成できるかどうかではありません。より重要なのは、実際の生産量において、安定したサポートと許容可能な寸法管理のもとで、一貫して形成できるかどうかです。これは、図面上では製造可能に見えても、実際の金型では不安定になる最も一般的な箇所の一つです。.

貫通穴は、難しい止まり穴の配置よりも安定していることが多いです。穴の周りの薄肉は局所的な脆弱性を高めます。密集したフィーチャーは弱いゾーンを作り、焼結後の形状保持を困難にします。.
そのため、穴やスロットの設計は、金型コンセプトが確定した後ではなく、早期にレビューされるべきです。一見些細なCADの詳細が、量産において繰り返し発生する品質問題になる可能性があります。.
実用的な設計判断: フィーチャーが非常に薄い壁を残したり、弱いコアピン状態を強制したり、複数の詳細を1つの局所ゾーンに密集させたりする場合、それは単なる形状フィーチャーではなく、品質リスクフィーチャーとして扱うべきです。.
一部のMIM部品は静かに不良になります。成形は良好で、見た目も許容範囲内ですが、脱脂や焼結中に形状が安定して保持できないために後で動き始めます。長いスパン、薄いアーム、繊細な突起、片持ち梁状のセクションが一般的な例です。.
部品を熱工程でサポートするのが難しい場合、その設計はすでに品質に敏感です。その状況では、歪みは単なる炉の問題ではありません。まず形状の問題であり、熱プロセスがそれを露呈するだけです。これらの工程をより詳細に説明したい場合は、別の記事で説明するのが適切です。 MIMにおける脱脂と焼結.
MIMA公式 プロセス概要:MIM ここでも有用なのは、熱段階の挙動が部品形状から切り離せない理由を説明するのに役立つからです。.

弱いバージョンは、形状を真っ直ぐに保つためにプロセスに依存しすぎます。より強いバージョンは、部品により良い支持姿勢を与え、微細なプロセス調整を開始する前でも通常は形状保持が向上します。.
これはMIMにおける最も見落とされがちな設計と品質のリンクの一つです。脱脂と焼結を通じて支持しやすい部品は、通常、公差内に保つのも容易です。.
ゲート位置とパーティングラインの計画は、金型レビューまで待つべきではありません。形状が早すぎる段階で固定されると、金型チームはしばしば、実用的ではあるが最適ではないゲート位置やパーティングライン配置を強いられます。これは通常、充填の不安定性、外観リスクの増大、または清浄に保つべき表面へのゲート跡やバリの発生を意味します。.
言い換えれば、多くの繰り返し発生するゲートやゲート跡の問題は、金型の問題だけではありません。それらは金型レビューが始まる前に形状に固定されていることが多いのです。そのため、設計チームは部品がすでに「完成」したと考える前に、成形ロジックについて考えるべきです。“
MIMAの MIMによる複雑形状設計 このページは、多くのチームが後になって学ぶ重要なポイントを補強するため、背景情報として有用です。すなわち、形状の複雑性が高まると実現可能ではあるものの、金型の要求、立ち上げ作業、リスクも変化するということです。.

ゲート設計の誤りは、長く不安定な流動経路や重要領域での充填アンバランスを引き起こす可能性があります。パーティングラインの配置が不適切だと、バリやウェルトラインがシール面、外観面、組立面に発生する恐れがあります。これらの問題は、後で対処するよりも早期に回避する方が容易です。.
そのため、ゲートとパーティングラインの検討は設計レビューに含めるべきであり、設計レビュー後に行うものではありません。.
MIMの品質問題の多くは、単一の大きなミスから発生するわけではありません。むしろ、鋭いコーナー、薄い支持されていないタブ、狭い局所的な壁、繊細な突起、不要なアンダーカット、過度に詳細な形状、または機能上必要以上にプロセスを厳しくするネットシェイプ形状など、小さなリスクのあるディテールの積み重ねから生じることが多いです。.
これらのディテールは技術的に可能かもしれませんが、「可能」と「量産での安定性」は同じではありません。設計が脆弱な形状に近づくほど、狭いプロセスウィンドウに依存し、安定した生産のための余裕が減少します。.

より強い設計とは、通常、最も詳細なものではありません。必要な機能を維持しつつ、回避可能な脆弱性を取り除いたものです。実際のプロジェクトでは、Rの追加、サポートの改善、局所的な形状の簡素化といった小さな形状変更が、長いプロセス調整リストよりも歩留まり向上に貢献することがよくあります。.
これこそが本記事が推奨するエンジニアリングの考え方です。形状を図面上の見栄えだけでなく、生産に耐えうるかどうかで評価するのです。.
MIMの歩留まりを損なう最も早い方法の一つは、すべての箇所に厳しい公差を設定することです。すべてのフィーチャーに同じレベルの管理が必要なわけではなく、図面全体を完全機械加工部品のように扱うと、通常は不必要な不合格圧力が生じます。.
優れたMIM図面は、重要な特徴と参照形状を区別します。組み立て、シール、動作、位置合わせ、または後工程の適合性に影響する寸法は、より厳しい管理が必要です。そうでない場合、部品全体に同じ公差レベルを強制すると、実際の機能を向上させることなく、コストが増加し、プロセスマージンが減少する傾向があります。.
これは、別の記事「 MIM公差と二次加工 」が役立つ点でもあります。一部の寸法は焼結状態での管理に適していますが、他の寸法はサイジング、機械加工、またはその他の後工程で処理する方が適切だからです。議論が形状から合金の能力や材料特性の期待値に移る場合は、専用の「 MIM材料選定 」の記事に属します。.
正式な材料ベンチマークについては、MPIFの通知「 規格 35-MIM 」が依然として重要な業界リファレンスです。.
シンプルなルール: 図面ですべての特徴を重要とすると、その図面自体が品質問題の一部になります。.
同様に重要な第2のルールは、ネットシェイプで製造可能なすべてのフィーチャーをネットシェイプのままにすべきではないということです。一部の表面、ねじ、嵌合部、位置決め機能は、焼結状態での完全な精度を強制するよりも、選択的な二次加工によって保護する方が適切です。.
反りは、部品の形状が均一に収縮していないことを示す最も明確な兆候の一つです。その原因は、炉の設定や取り扱いだけではありません。不均一な肉厚、長い無支持スパン、非対称なフィーチャーの配置、または部品全体での緻密化挙動の違いが組み合わさったものです。.
割れは通常、応力集中、弱い遷移部、バインダー除去の問題、または断面支持に対して過度にアグレッシブな形状を示しています。リブ、コーナー、穴のエッジ、厚肉から薄肉への遷移部の近くで割れが繰り返し発生する場合、形状自体が故障メカニズムの一部であることがよくあります。.
一部の部品設計は、他のものよりも充填が困難です。長く細い流路、孤立した突起、急激な断面変化、狭く離れたフィーチャーはすべて、充填不足やウェルドラインの弱さのリスクを高めます。これらは成形の初期段階で現れる可能性がありますが、その根本的な感受性は依然として形状に強く関連しています。.
MIM部品は高密度に近づくことが期待されますが、設計はその密度が均一に発現する方法に依然として影響を与えます。ある領域が別の領域と異なる脱脂や緻密化を行う場合、外観が許容範囲であっても局所的な密度差が残ることがあります。これは、強度、硬度、機械加工性、磁気特性、めっきの均一性が均一な内部構造に依存する場合、品質問題となります。.
試作段階で合格した部品でも、形状の安定性がぎりぎりの場合、量産後に寸法が変動することがあります。新しい金型、厳密に管理されたプロセスウィンドウ、低ロットの試作条件では、炉の装填状況が変わったり、金型が摩耗したり、生産が正常化した際に再現性が低下する設計が隠れてしまうことがあります。.
この記事をトラブルシューティングのグループに結びつけたい場合は、こちらから 一般的なMIM欠陥,に関する別ページに誘導するのも適切です。 そこでは、目に見える欠陥の症状を、考えられる設計やプロセスの原因と照合できます。.
優れたMIM部品は、通常、小型で機能が豊富で、ニアネットシェイプ生産の恩恵を受けられるほど複雑でありながら、充填、脱脂、焼結を再現性よく行えるように幾何学的にバランスが取れています。これらは機械加工を減らし、組立数を減らし、不安定な形状に依存せずに材料効率を向上させます。.
一部の部品は、その形状や公差要件がMIMの本来の強みと相反する場合、別のプロセスに留めるべきです。非常に開いた断面を持つ部品、臨界精度に対してサイズが大きい部品、または焼結後に多くの基準面を機械加工に依存する部品は、機械加工、プレス加工、または他の成形方法の方が安全な場合があります。.
最も一般的なコストミスは、部品が小さく複雑に見えるという理由だけでMIMを承認し、その形状が量産時に品質を維持できるかを確認しないことです。その場合、プロジェクトはしばしば二重のコストを支払うことになります。一度は金型費用、もう一度は歩留まり低下、再設計、追加検査、またはDFMレビュー時に予測されるべきだった二次修正によるコストです。.
| 判断領域 | MIMが適しているケース | MIMに注意が必要なケース | 別のプロセスが適しているケース |
|---|---|---|---|
| 形状の複雑さ | バランスの取れた断面を持つ高複雑形状 | 不安定な収縮領域を伴う複雑形状 | 非常に厳しい機械加工精度が必要な単純形状 |
| 部品サイズ | 小型から中程度の小型部品 | 長い未支持領域を持つ大型部品 | MIMにおける形状効率の低い大型部品 |
| 重要公差 | 安定ゾーン内の選択的な重要寸法 | 変形しやすい形状における複数の重要寸法 | 機械加工で管理した方が良い多数の厳しい寸法 |
| 二次加工 | 限定的かつ戦略的 | 増加する修正工程数 | 後工程の機械加工への高い依存度 |
QAおよび調達チームは、MIM図面を一般的な金属部品図面のようにレビューすべきではありません。収縮に敏感な寸法、変形しやすい形状、機能的に重要な面、そして公称材料グレードのみから推測するのではなく焼結後に確認すべき特性を特定する必要があります。.
焼結後の検査では、まず収縮、反り、幾何学的アンバランスに最も敏感な寸法に焦点を当てるべきです。平面度、穴位置、フィーチャー間の位置合わせ、壁の対称性、および厚肉から薄肉への移行部付近の寸法は、単純な外形寸法よりも注意深くチェックする必要があります。.
サンプル承認だけでは不十分です。部品が生産安定性についてレビューされていない場合、初期トライアルでは金型が新しいこと、プロセスウィンドウが厳密に管理されていること、炉の装填が注意深く制御されていることから合格する可能性があります。本当の承認の判断基準は、通常の生産変動下でも形状が安定して維持できるかどうかです。.
エンジニアリング注意: 正確な安全限界は、材料システム、フィードストックの挙動、脱脂経路、焼結サイクル、部品サイズ、支持方法に依存します。設計判断は常にDFMレビューと実際の生産トライアルを通じて検証されるべきです。.
部品を金型製作にリリースする前に、レビューは徹底的に実践的であるべきです。単に部品が成形できるかどうかだけを問うのではなく、成形、脱脂、焼結、測定、そして形状と常に戦うことなく繰り返し生産できるかどうかを問うべきです。.
コンテンツクラスターにトラブルシューティングページも含まれている場合、このチェックリストは読者をそのページに誘導するのに適しています。 一般的なMIM欠陥 これにより、目に見える欠陥の症状と上流の設計原因を比較できます。.
MIMでは、部品の品質は設計の初期段階で決まります。不均一な断面、不十分な支持構造、リスクの高い穴配置、不適切なゲート計画、脆弱なディテール、非現実的な公差戦略は、すべて部品を変形、割れ、バリ、密度ムラ、寸法変動、歩留まり低下へと導きます。これらの問題は、成形、脱脂、焼結、検査の後工程で顕在化することがありますが、その原因は設計のずっと早い段階にあります。.
最良のMIM部品とは、単に一度成形できるものではありません。充填が良好で、ハンドリングに耐え、安全に脱脂でき、均一に収縮し、実際の生産において修正が少なく機能を維持できるように設計されたものです。これこそが、部品設計と部品品質の真の関係です。.
本記事は実用的なエンジニアリングページとして執筆されていますが、その核となるロジックは、根拠のない一般的な主張ではなく、確立された業界の参考文献に準拠しています。.