金属射出成形は、金属部品が小型で、効率的な機械加工が困難で、生産量が安定しており、脱脂、焼結、収縮制御、二次加工に対応できる場合に適しています。優れたMIM用途とは、単に複雑な金属部品というだけではありません。サイズ、肉厚、公差、材料、表面仕上げ、強度などのプロセスウィンドウに適合する必要があります。

金属射出成形は、金属部品が小型で、効率的な機械加工が困難で、生産量が安定しており、脱脂、焼結、収縮制御、二次加工に対応できる場合に適しています。優れたMIM用途とは、単に複雑な金属部品というだけではありません。サイズ、肉厚、公差、材料、表面仕上げ、強度、検査方法、金型コストのプロセスウィンドウに適合する必要があります。MIM部品は、医療機器、自動車機構、電子機器ハードウェア、ロック、ウェアラブル、小型ギア、工具部品、精密ハードウェアによく使用されますが、このプロセスには明確な限界があります。大型部品、長く平らな部品、鋭い内部コーナー、急激な肉厚変化、鏡面仕上げ、超精密な基準面特徴は、再設計、機械加工、サイジング、研磨、または別の製造プロセスが必要になる場合があります。このMIM用途選定ガイドでは、MIMを使用すべき場合、使用すべきでない場合、MIMとCNCおよびMIMとPMの比較方法、サンプリングと量産前に確認すべき事項について説明します。.

不適切なMIMの判断は、通常、見積もり段階では失敗しません。金型製作、射出成形、脱脂、焼結、熱処理、研磨、めっき、PVDコーティング、組立、量産検査の段階で後になって失敗します。そのため、MIM用途選定は、単なる購買比較ではなく、工学的な判断として扱うべきです。.
MIMは、金属粉末とバインダー、フィードストックの安定性、金型内の流動、ゲート位置、脱脂リスク、焼結収縮、密度と気孔率、寸法安定性、熱処理、焼結後加工、研磨、めっき、PVD、ブラスト、パッシベーション、検査、バッチ間の一貫性など、製造工程全体を検討した上でのみ選択すべきです。.
ASTM B883 は、元素粉末またはプレアロイ粉末とバインダーを混合し、金型に射出し、脱脂、焼結し、必要に応じて熱処理を施すことで製造される鉄系金属射出成形材料を対象としているため、鉄系MIM材料仕様に関連します。これは、エンジニアや購買担当者がサプライヤーの文言だけに頼るのではなく、材料仕様の参照先を得られるため、ユーザーの意思決定に影響します。.
MPIF規格35-MIM は、エンジニアや購買担当者が金属射出成形部品の共通材料参照先を必要とする場合に関連します。RFQ、サンプリング、図面レビュー、材料承認、生産受入時のあいまいさを低減するのに役立ちます。図面固有の公差、機能試験、密度検証、生産バリデーションを代替するものではありません。.
プロセス全体をより深く理解するために、 金属射出成形協会のプロセス概要 は、フィードストックの準備、成形、脱脂、ブラウン部品の取り扱い、焼結、収縮、密度、二次加工について説明しています。 欧州粉末冶金協会のMIMページ MIMを小型精密部品や複雑形状部品のための粉末冶金プロセスとして説明しています。これらの参考文献は背景情報として有用ですが、最終的な用途選定は部品形状、材料、公差、表面仕上げ、生産量に依存します。.
RFQ送付前にこのスコアカードを使用してください。複数の項目がリスク列に該当する場合、部品はまだ可能かもしれませんが、再設計、二次加工、より厳格な検証、または別のプロセスが必要です。.

| 選定要素 | MIMに適している | MIMのリスク | エンジニアリング対応 |
|---|---|---|---|
| 部品サイズ | コンパクトな形状の小型金属部品 | 大型または重量部品 | 脱脂時間、炉内装填、セッター支持、変形リスクを確認する |
| 形状 | 微細なディテール、ボス、スロット、アンダーカット、多面形状 | 長く平らな形状、薄い支持のないアーム、深い止まり穴 | リブを追加し、肉厚を均一にし、支持されていないスパンを減らし、機械加工を検討する |
| 数量 | 中量から大量生産 | 非常に低い数量または頻繁な設計変更 | まずCNCまたは積層造形を使用し、需要が安定したらMIMに移行する |
| 肉厚 | 滑らかな移行部を持つバランスの取れた断面 | 急激な厚肉から薄肉への移行 | 移行部を再設計し、厚肉部を中抜きし、アールを追加する |
| 公差 | 一般的な成形公差に加え、選択的な機械加工 | 全体的に超厳しい公差と基準点精度が要求される | 機械加工部位、サイジング領域、機能ゲージを定義する |
| 材料 | MIM対応ステンレス鋼、低合金鋼、チタン合金、タングステン合金 | MIM工法に適さない材料 | 粉末、焼結ルート、熱処理応答性、試験データを確認する |
| 表面仕上げ | 焼結まま、ブラスト、研磨、不動態化、めっき、またはPVD処理で明確な基準を設定 | 気孔の許容や研磨代なしの鏡面外観 | 外観ゾーン、研磨ルート、気孔許容基準、コーティング検査を定義する |
| 機能 | 摩耗、耐食性、組立、トルク、ロック、小型機構 | 安全性に重大な疲労が検証なしで求められる場合 | 密度、硬度、機械的特性試験、疲労試験、および認定計画が必要な場合 |
| コスト | 金型費用は生産数量に応じて償却可能 | 試作のみまたは年間需要が少ない場合 | まずCNCで試作し、量産時にMIMに切り替える場合 |
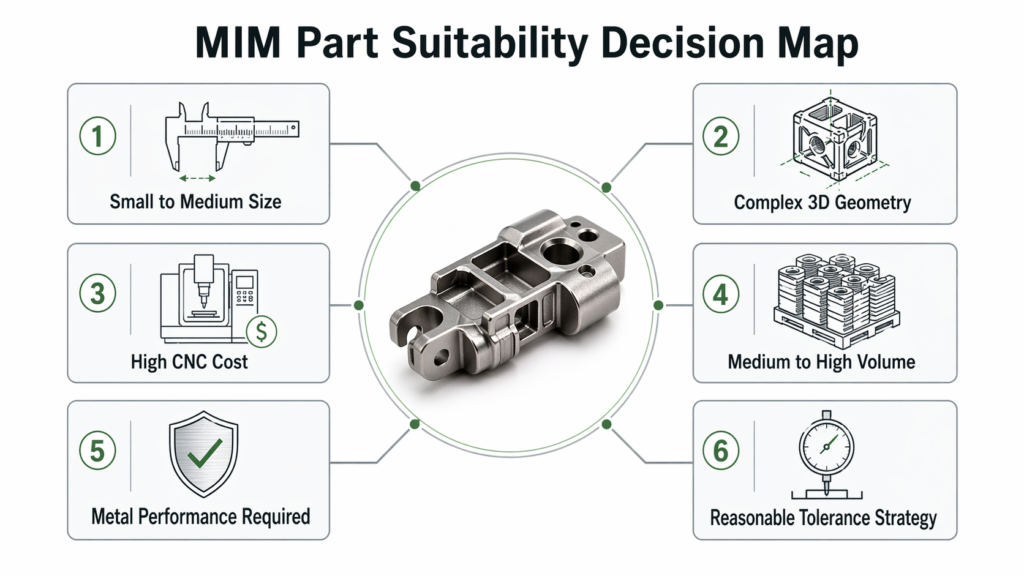
MIMは通常、部品が小型で金属製、機械加工にコストがかかり、繰り返し生産が必要な場合に検討する価値があります。部品に複数の穴、ボス、スロット、内部形状、アンダーカット、微細な機械的特徴、または加工が難しい材料が含まれる場合、さらに魅力的になります。.
MIMに適した部品は通常、いくつかの条件を満たします。年間数量が金型投資を正当化できること。材料が実績のあるMIM材料として入手可能であること。図面で現実的な成形公差が許容されていること。選択された重要機能のみに焼結後加工が必要であること。表面仕上げ要件が金型製作前に定義されていること。組立機能がゲージや機能試験で検証可能であること。サプライヤーが脱脂、焼結収縮、密度、バッチ間の一貫性を管理できること。.
MIMは、不必要な機械加工を削減しつつ、機能上本当に必要な箇所には機械加工を許容する場合に最も効果を発揮します。成熟したMIMプロジェクトでは、すべての形状を最終精度で成形しようとはしません。ニアネットシェイプ形状と、機能面、基準面、外観面、検査上重要な寸法を区別します。.
プロセスリスクがメリットを上回る場合、MIMは最適な選択ではありません。これは、部品が大きすぎる、平らすぎる、外観重視すぎる、公差が厳しすぎる、または年間数量が少なすぎる場合によく見られます。EPMAも、従来のプレス焼結で形状を製造できる場合、MIMは多くのケースでコストが高くなりすぎる可能性があると指摘しています。そのため、プロセス選択は、MIMが常に優れていると想定するのではなく、形状、数量、機能から開始する必要があります。.
| MIMを避けるべきケース | 問題が発生する理由 | より良い選択肢 |
|---|---|---|
| 非常に低ロットのプロジェクト | 金型コストを十分な数の部品に分散できない | CNC加工、試作加工、積層造形 |
| 大型金属部品 | 脱脂時間、炉のサポート、焼結変形が困難になる | 鋳造、鍛造、CNC加工、粉末冶金(PM)、溶接組立 |
| 長く平らな部品 | 脱脂・焼結時の反りリスクが高い | プレス加工、CNC加工、再設計、またはサイジング加工 |
| 鋭い内部コーナー | 応力集中、充填リスク、および割れリスクが増加する | R形状を追加するか、形状を再設計する |
| 深い止まり穴 | フィードストックの充填、脱脂、および粉末充填が不安定になる可能性がある | 焼結後に穴を機械加工するか、フィーチャーを再設計する |
| 非常に厚い局所ボス | 不均一な収縮と内部ポロシティのリスクが増加する | 中抜き、質量低減、肉厚の均一化 |
| 代引きなしの鏡面仕上げ | 研磨により気孔、パーティングライン、またはゲート跡が現れる場合があります | 鍛造材からのCNC加工、または管理されたMIM仕上げルートの定義 |
| すべての寸法が厳しい | 焼結収縮のばらつきにより直接制御が困難 | MIM+機械加工、サイジング、研削、またはCNC加工 |

| プロセス | 最適なユースケース | 主な利点 | 主な制限 | 選択のアドバイス |
|---|---|---|---|---|
| 金属射出成形(MIM) | 中量から大量生産向けの小型複雑金属部品 | 機械加工を削減した複雑な3D形状 | 金型コスト、収縮、脱脂リスク、焼結変形 | 量と形状が金型を正当化する場合に使用 |
| CNC加工 | 試作品、少量生産、基準面が重要な形状 | 厳密な寸法管理と設計の柔軟性 | 複雑な小型部品の繰り返し生産には高コスト | 試作品や精密後加工が必要な形状に使用 |
| 従来の粉末冶金 | 大量生産向けの単純プレス形状 | 軸方向プレス部品に効率的 | 限られた側面形状と複雑な3D形状 | 形状自由度が低い単純な形状に使用 |
| ダイカスト | 高ロットでの非鉄部品 | 亜鉛またはアルミニウム合金向けの高速生産と良好な形状能力 | 合金の制限、ポロシティリスク、異なる強度プロファイル | 適切な非鉄部品に使用。ステンレスMIMの直接代替ではない |
| スタンピング | 薄板金部品 | 成形板金部品の低コスト大量生産 | 限られた厚さとコンパクトな3D形状 | 薄板成形部品に使用。コンパクトな3D機構には不向き |
MIMとCNCの比較は単なる価格比較ではありません。CNCは試作、低ロット、厳しい基準、頻繁な設計変更に適しています。MIMは形状が複雑で、ロットが安定し、二次加工が限られた重要箇所のみの場合に競争力が高まります。.
MIMとPMの比較は、単純な置き換えの判断ではありません。従来のPMはより単純なプレス形状に適していますが、MIMはより複雑な三次元形状、側面形状、微小機構を持つ小型部品に適しています。EPMAはMIMを従来の粉末冶金の発展形と説明していますが、プロセス経路と焼結収縮挙動が従来のプレス&焼結PMとは異なるため、図面をレビューなしに両プロセス間で転用すべきではありません。.
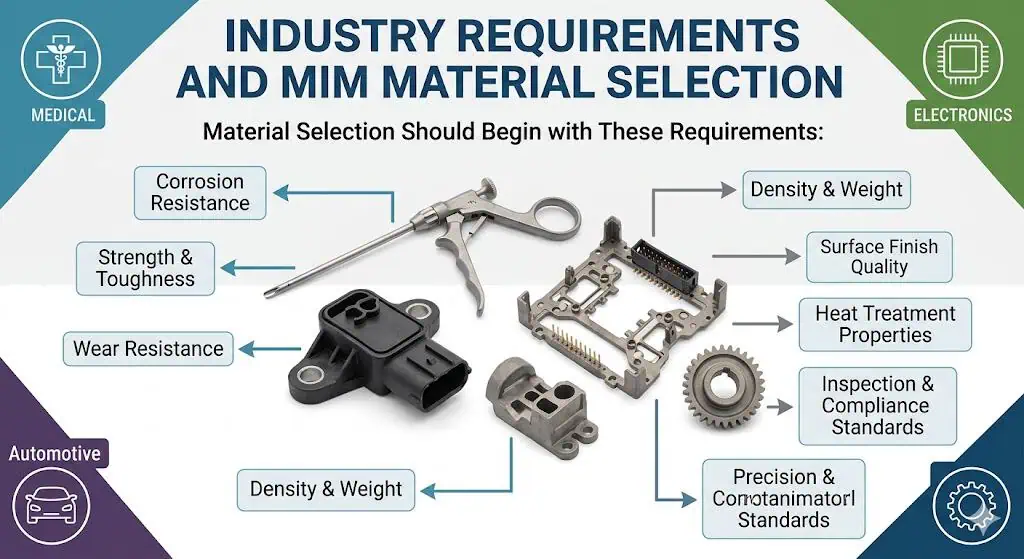
材料選定は、業界の慣習ではなく、実際の故障モードから始めるべきです。摩耗性のヒンジ、ロックカム、医療用ジョー、自動車用ブラケット、小型ギアはいずれもMIM部品であり得ますが、同じ材料を必要とするわけではありません。耐食性、硬度、耐摩耗性、密度、磁気特性、熱処理応答性、研磨性、めっき性、PVD適合性、コストを総合的に検討する必要があります。.
| MIM材料 | 一般的な用途 | 選定理由 | 確認すべき主なリスク |
|---|---|---|---|
| 316Lステンレス鋼 | 医療、歯科、電子機器、時計、食品接触機器 | 耐食性と仕上げ性 | 設計や表面処理のサポートなしでは、高耐摩耗性や高硬度には不向き |
| 17-4PHステンレス鋼 | 構造用小型部品、ロック、自動車、産業用ハードウェア | 析出硬化後の強度 | 熱処理による歪みと寸法変化 |
| 420ステンレス鋼 | 耐摩耗部品、ロック部品、工具、小型シャフト | 焼入れ性と耐摩耗性 | 316Lよりも耐食性が低いため、熱処理管理が重要 |
| 430ステンレス鋼 | 磁性部品、センサー関連ハードウェア | 磁性特性とステンレスの耐食性 | 磁性と機械的特性は試験で確認が必要 |
| 低合金鋼 | 自動車、工具、錠前、産業部品 | 強度、靭性、耐摩耗性、熱処理応答性 | 通常は防食処理が必要 |
| チタン合金 | 医療、ウェアラブル、一部の航空宇宙関連ハードウェア | 低密度、耐食性、生体適合性の可能性 | 材料コストが高く、より厳格な工程管理が必要 |
| タングステン合金 | カウンターウェイト、振動制御、コンパクトな質量部品 | 小体積で高密度 | 重量のある形状は脱脂、焼結、変形リスクを増大させる |
MPIF Standard 35、金属射出成形部品の材料規格, ここで関連するのは、設計者や材料エンジニアにMIM部品の公認材料リファレンスを提供する点です。2025年版はMIMAによってMIM業界をカバーする最新版とされています。バイヤーにとって重要なのは、見積もりで材料ルートと受入基準を指定すべきであり、単によく知られたステンレス鋼や低合金鋼の名称だけではないということです。.
一般的な材料選定の失敗例として、小型ロック機構があります。エンジニアリングトレーニングの複合フィールドシナリオでは、ロックカムが寸法検査に合格したものの、サイクルテスト中に早期摩耗が発生しました。選定されたステンレス材料は耐食性は許容範囲でしたが、繰り返しの摺動接触に必要な硬度が不足していました。根本原因は、材料選定が接触応力、摺動摩耗、潤滑、必要硬度ではなく、耐食性と外観に焦点を当てたことでした。対策として、焼入れ可能なグレードに変更し、熱処理を追加し、加工後の硬度を確認しました。再発防止のため、ロックおよび機械ハードウェアプロジェクトでは、MIM材料を承認する前に、トルク、接触面積、潤滑、硬度、摩耗試験、熱処理応答、防食をレビューする必要があります。.
MIM公差はフィーチャータイプごとに議論する必要があります。サプライヤーは金型補正とプロセス制御によって一般寸法を維持できますが、データム基準の寸法、ベアリング嵌合、シール面、ねじ、摺動面、精密穴は多くの場合、機械加工、サイジング、リーマ加工、研削、または研磨が必要です。.
| 特徴タイプ | 直接成形可能か? | 二次加工を追加するタイミング |
|---|---|---|
| 外形プロファイル | 通常は可能 | プロファイルが組立クリアランスや外観エッジを制御する場合 |
| 非重要穴 | 多くの場合可能です | 穴の位置、真円度、直角度が重要な場合 |
| ねじ穴 | 場合によっては可能ですが、多くの場合リスクがあります | 信頼性のある組み立てのために焼結後に機械加工またはタップ加工 |
| 軸受嵌合 | 通常は後加工が必要 | 機械加工、リーマ加工、サイジング、または研削 |
| シール面 | 通常は後加工が必要 | 機械加工、ラッピング、研磨、または研削 |
| 摺動面 | 摩耗と表面粗さの要件によります | 研磨、機械加工、熱処理、コーティング、または複数の工程の組み合わせ |
| 外観可視面 | 成形面だけでは不十分な場合がある | 研磨、ブラスト、PVD、めっき、または外観基準の定義 |
| 基準面 | 慎重にレビューする必要がある | データムが組立スタックアップを管理する場合は機械加工 |
実用的なMIM図面では、成形寸法、機械加工寸法、サイジング寸法、外観面、機能ゲージ寸法、参考寸法を分けて記載する必要があります。MIMAは、成形後のグリーンパーツは完成品よりも大きく、その後焼結中に収縮することを指摘しています。そのため、重要なデータムや精密な嵌合部は通常の成形特徴として扱うべきではありません。.
医療用および精密組立部品では、この分離の重要性が明確に示されます。エンジニアリングトレーニングの複合フィールドシナリオでは、医療用器具のジョーが完全成形MIM部品として設計されましたが、把持面が必要な機能接触を満たしませんでした。焼結面は把持エッジ、接触面、データム関係に対して十分な精度が得られませんでした。根本原因は、MIMが重要な機能面を含むすべての機械加工を代替できると想定したことです。修正策は、把持面と機能データムに焼結後機械加工を施したMIMニアネットシェイプ部品として再設計することでした。再発防止のため、医療用MIM部品では、金型製作前に成形領域、機械加工領域、研磨面、不動態化処理面、検査管理特徴を定義する必要があります。.
急激な肉厚変化は、焼結中の歪み、割れ、局所的な密度ばらつきのリスクを高めます。厚肉部と薄肉部では焼結時の収縮と冷却が異なります。優れたMIM設計では、大きな孤立したボス、深い厚肉ブロック、急激な遷移を避けます。ボスが必要な場合は、コア抜き、アールの追加、または遷移形状の変更を検討します。.
自動車用ブラケットや小型機械用サポート部品では、このリスクが明確に現れることが多い。エンジニアリングトレーニングの複合フィールドシナリオにおいて、ある小型自動車用ブラケットはグリーン状態では良好に成形されたが、焼結後に平坦度不良を起こした。厚肉ボスが長く薄いアームに接続されており、2つの領域で収縮と冷却が異なったためである。根本原因は、CNC設計を壁厚遷移、ゲート位置、焼結支持、部品配向を再設計せずにMIMに転用したことにあった。対策として、ボス部の遷移を滑らかにし、セッター支持を変更し、平坦度が重要な領域を収縮リスクの最も高い領域から遠ざけた。再発防止のため、自動車用MIM部品の見積もり前に、壁バランス、焼結支持、部品配向、ゲート位置、および必要に応じてサイジングをレビューすべきである。.
鋭い内側コーナーは応力集中と充填リスクを高める。また、脱脂や焼結中に亀裂の起点となる可能性がある。機能上許容される範囲で、特にボス、スロット、リブ、穴、厚肉部と薄肉部の遷移部の近くにはRを付けること。.
ゲート位置は、流動、ウェルドライン、パーティングラインの配置、密度均一性、外観面のリスクに影響を与える。外観部品の場合、ゲートとパーティングラインの位置は、最初のサンプル後ではなく、金型製作前にレビューすべきである。非外観面のゲート跡は、通常、可視の研磨面のゲート跡よりも管理が容易である。.
CAD上では安定して見える部品でも、長い無支持スパン、不均一な質量、非対称形状があると、焼結中に変形する可能性がある。焼結支持、セッター設計、部品配向はDFMの議論の一部とすべきである。MIMAでは、ブラウン部品を焼結前にセラミックまたはグラファイト製セッター上に配置することを説明している。平坦度、真直度、または組立位置合わせ要件がある部品については、サプライヤーが炉内での支持方法を説明すべきである。.
CNC設計には、機械加工は容易だが成形や焼結にはリスクのある形状がしばしば含まれる。CNCからMIMに変換する際は、図面をそのままコピーするのではなく、壁バランス、データム、穴、リブ、ボス、深溝、鋭利エッジ、仕上げ工程をレビューすること。.

MIMの表面仕上げは、外観だけでなく機能に基づいて選択する必要があります。焼結後に許容できる表面でも、研磨、めっき、PVD後には異なる挙動を示すことがあります。気孔、パーティングライン、ゲート跡、フローマーク、研磨痕は、仕上げ後に目立つようになる可能性があります。.
| 表面仕上げ | 適した用途 | 確認すべきリスク |
|---|---|---|
| 焼結まま | 内部部品、非外観機構 | 粗さ、パーティングライン、ゲート跡 |
| タンブリングまたはバリ取り | 一般的なエッジ改善 | エッジの丸みと小形状の損傷 |
| サンドブラスト | マット外観、表面均一性 | 微小形状への寸法影響 |
| 研磨 | 外観面、摺動面 | 気孔が開口し、視認可能になる場合がある |
| 不動態化 | 医療用ステンレス部品または耐食性部品 | 表面清浄度と材料適合性 |
| 電気めっき | 装飾または防食 | ピット、気孔、密着性、厚さ管理 |
| PVD | 耐摩耗性または装飾コーティング | 気孔や研磨欠陥がより視認しやすくなる |
| 熱処理 | 強度、硬さ、耐摩耗性 | 変形、硬度のばらつき、寸法変化 |
外観MIM部品において重要なのは、単に「研磨できるか」ではありません。より適切な問いは、どの程度の気孔レベル、密度、研磨代、コーティング工程、外観検査方法が許容できるかです。
ウェアラブルや電子機器部品でこの問題がよく見られます。複合フィールドシナリオによるエンジニアリングトレーニングでは、あるウェアラブルデバイスのヒンジが焼結・研磨後の寸法検査に合格したものの、PVDコーティング後に小さなピットや黒点が発生しました。研磨工程で表面近くの気孔が開口し、PVDコーティングによって反射光下でより目立つようになったのです。根本原因は、サンプル承認が主に寸法に焦点を当てており、外観ゾーン、気孔の許容基準、研磨代、PVD前の検査が定義されていなかったことでした。対策として、密度管理の改善、研磨工程の調整、PVD前の拡大検査の追加を行いました。再発防止のため、可視MIM部品では、金型製作前に外観面、コーティング工程、許容ピット、研磨代、検査照明、最終外観基準を定義すべきです。.
一般的なMIM欠陥は、通常、フィードストックの安定性、成形条件、脱脂工程、焼結支持、肉厚バランス、炉内装填、熱処理、仕上げ工程に関連しています。欠陥は単なる外観上の問題として扱うべきではなく、多くの場合、組立、表面仕上げ、強度、バッチ均一性に影響を与える可能性のある設計やプロセスの弱点を示しています。.
| MIM欠陥 | 通常の意味 | アプリケーションリスク | 是正方向 |
|---|---|---|---|
| 反り | 不均一な収縮または不十分な焼結支持 | 組立不良、平坦度不良 | 肉厚バランスの調整、セッターの改善、サイジングの追加 |
| 割れ | 脱脂応力、鋭角コーナー、厚肉部 | 強度不良または不合格 | R追加、脱脂速度低減、厚肉部の再設計 |
| ブリスター(膨れ) | ガス溜まりまたはバインダー除去不足 | 外観および構造欠陥 | 脱脂工程とフィードストック管理の改善 |
| 未充填 | 流動性不良、薄肉リブ、ゲート設計不良 | 特徴不足、微細なディテールが弱い | ゲート変更、成形調整、R追加 |
| 気孔率 | 粉末、焼結、またはコンタミネーションの問題 | 強度不足、研磨不良、メッキのピット | 粉末、炉プロファイル、密度試験の見直し |
| 寸法変動 | 収縮ばらつき、金型摩耗、炉の装填 | 組立・検査不良 | SPC、キャビティトラッキング、機能ゲージの活用 |
| 研磨後の表面ピット | 表面近くの開気孔 | めっきまたはPVD後の外観不良 | 密度を向上させ、研磨およびコーティング工程を調整する |
MIMコストは単価だけでなく、製造工程全体で判断すべきです。設計に過度な機械加工、低歩留まりの研磨、繰り返しのコーティング手直し、不安定な検査結果が必要な場合、低単価は意味がありません。.
主なMIMコスト要因には、部品サイズと重量、材料グレード、粉末コスト、バインダーとフィードストックの複雑さ、キャビティ数、金型の複雑さ、成形サイクルタイム、脱脂時間、焼結炉の負荷、歩留まり損失、熱処理、機械加工またはサイジング、研磨、めっき、PVD、不動態化、ブラスト、検査要件、包装、取り扱いが含まれます。.
金型コストが重要なのは、MIMには金型が必要だからです。低量産プロジェクトは技術的に魅力的に見えても、経済的に成立しない場合があります。大量生産プロジェクトは金型段階では高額に見えても、機械加工時間が削減され、コストが生産数量に分散されると妥当になります。これが、MIMコストを金型償却、予想年間数量、スクラップリスク、二次工程歩留まりと併せて検討すべき理由です。.
| サンプル項目 | 確認項目 | 重要性 |
|---|---|---|
| 材料証明書 | グレード、化学成分、サプライヤー経路 | 材料ベースの確認 |
| グリーンパートレビュー | 充填、ウェルドライン、ゲート、バリ | 成形リスクを早期に発見 |
| 脱脂結果 | クラック、ブリスター、変形 | バインダー除去の安定性を確認 |
| 焼結寸法 | 収縮と主要形状 | 金型補正の検証 |
| 密度 | 密度目標と気孔率 | 強度、疲労、研磨、めっきに影響 |
| 硬さ | 焼結まままたは熱処理後の硬さ | 材料と熱処理を確認 |
| ミクロ組織 | 気孔、コンタミネーション、結晶粒状態 | 重要部品に有用 |
| 表面仕上げ | 粗さ、ピット、パーティングライン、ゲート跡 | 外観やコーティングのトラブルを防止 |
| 組立試験 | 嵌合、トルク、摺動、ロック | 実際の機能を確認 |
| プロセス再現性 | 複数バッチまたはキャビティ | 量産リスクを低減 |
MIMの見積もりを依頼する前に、バイヤーは3Dモデル、2D図面、材料要件、年間数量見積もり、対象アプリケーション、重要寸法、表面仕上げ要件、熱処理要件、コーティングまたはめっき要件、外観表面の定義、機械試験要件、検査方法、包装要件、試作品スケジュール、量産スケジュールを提供する必要があります。.
サプライヤーにMIMの実現可能性、推奨材料、金型の前提条件、予想される収縮リスク、機械加工が必要な重要寸法、表面処理のルート、推定金型コスト、数量別推定単価、サンプリング計画、検査計画、および考えられる故障リスクを確認するよう依頼してください。.
優れたRFQは単に「この部品はいくらですか?」と尋ねるものではありません。部品が本当にMIMに適しているか、どの特徴を成形すべきか、どの特徴を機械加工すべきか、焼結および仕上げ後にどのようなリスクが生じる可能性があるか、生産を承認するためにどのようなエビデンスが使用されるかを問うものです。.
MIMは、部品が小型で複雑、再現性があり、材料適合性があり、金型を正当化するのに十分な数量で生産される場合に使用します。部品が大型で平ら、低数量、仕上げ代なしで高い外観要求がある、または機械加工が必要な厳しい公差の基準面が多い場合はMIMを避けてください。.
優れたMIM適用選定の判断は、業界名や部品の複雑さだけに基づくものではありません。形状、材料、数量、公差、表面仕上げ、金型コスト、焼結収縮、密度、二次加工、検査戦略の関係に基づいています。これらの要素を金型製作前にレビューすれば、MIMは実用的な製造方法となり得ます。無視すると、プロジェクトは最初の見積もりは通っても、サンプル製作、仕上げ、組立、量産で失敗する可能性があります。.
最初のルールは、部品が小型で複雑、量産に適した数量、材料適合性があることを確認することです。MIMは、部品が複雑な形状だからという理由だけで選定すべきではありません。.
部品が小型で複雑、中〜大量生産向けであり、すべての重要な特徴に機械加工が必要ない場合に、CNCではなくMIMを使用します。CNCは通常、試作品、低ロット、厳しい基準、頻繁な設計変更に適しています。.
部品が非常に大きい、非常に平ら、非常に低ロット、部分的に厚すぎる、鏡面仕上げが必要、または後処理なしでは超精密な基準公差が要求される場合、MIMは避けるべきです。.
一般的なMIM材料には、316Lステンレス鋼、17-4PHステンレス鋼、420ステンレス鋼、430ステンレス鋼、低合金鋼、チタン合金、タングステン合金があります。適切な材料は、耐食性、強度、硬度、耐摩耗性、密度、熱処理、表面仕上げ要件に依存します。.
一部のMIM部品は焼結まま使用可能ですが、重要な穴、軸受嵌合部、シール面、ねじ部、摺動面、精密基準面には、焼結後加工、サイジング、研削、研磨が必要な場合がよくあります。.
最大のリスクには、焼結収縮のばらつき、反り、割れ、ポロシティ、未充填、研磨やPVD後の表面ピット、熱処理による変形、不明確な検査基準が含まれます。.
MIMのコストには、金型、材料、成形、脱脂、焼結、二次加工、検査、歩留まり損失が含まれます。MIMは、金型コストを安定した生産量で償却できる場合に経済的になります。.
バイヤーは、3Dモデル、2D図面、材料要件、年間数量、重要寸法、表面仕上げ要件、熱処理やコーティングの必要性、検査方法、機能要件を提供する必要があります。.