Quais Indústrias Utilizam a Moldagem por Injeção de Metal?
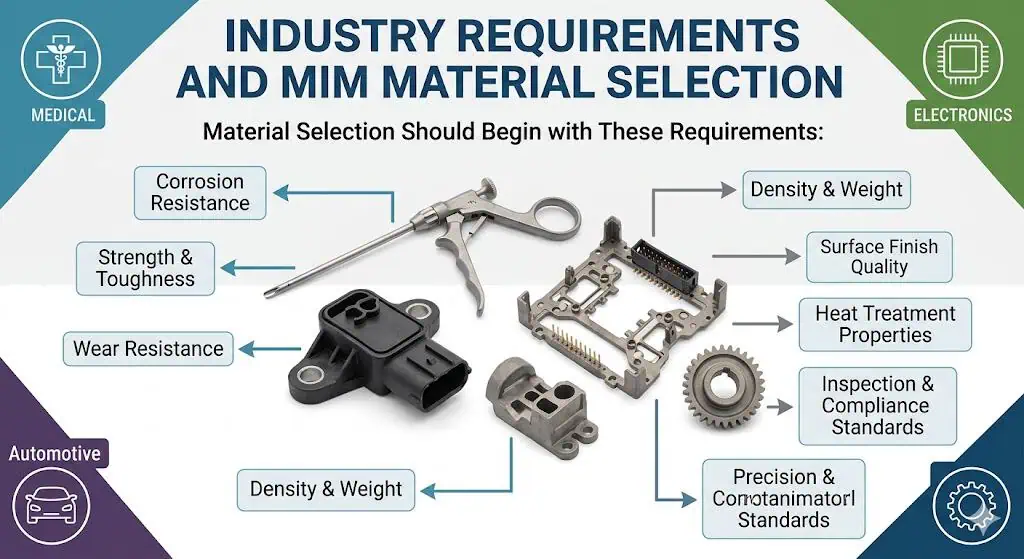
A moldagem por injeção de metal é utilizada em indústrias que precisam de peças metálicas pequenas e repetíveis com geometria difícil, lenta ou desperdiçadora de usinar. Indústrias típicas incluem dispositivos médicos e odontológicos, componentes automotivos, eletrônicos, wearables, fechaduras, ferramentas industriais, relógios, óculos, hardware de consumo e montagens aeroespaciais selecionadas. O MIM não é selecionado apenas porque uma peça parece complexa. …
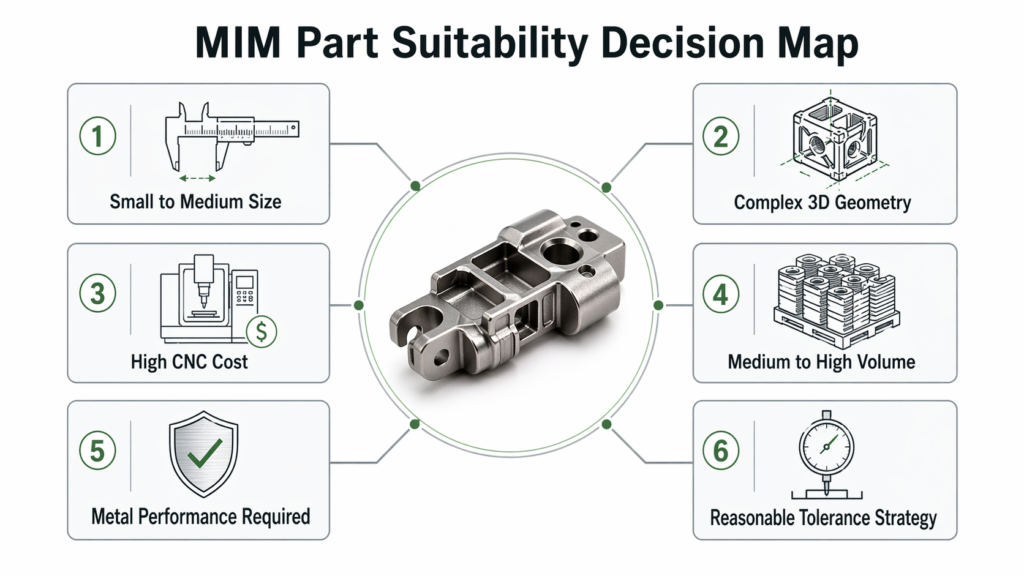
A moldagem por injeção de metal é utilizada em indústrias que precisam de peças metálicas pequenas e repetíveis com geometria difícil, lenta ou desperdiçadora de usinar. Indústrias típicas incluem dispositivos médicos e odontológicos, componentes automotivos, eletrônicos, wearables, fechaduras, ferramentas industriais, relógios, óculos, hardware de consumo e montagens aeroespaciais selecionadas. O MIM não é selecionado apenas porque uma peça parece complexa. Torna-se prático quando o tamanho da peça, material, volume anual, plano de tolerâncias e operações secundárias se encaixam na janela do processo. As aplicações mais fortes são peças MIM pequenas com detalhes finos, formas internas, bossas, ranhuras, mecanismos em miniatura ou ligas difíceis de usinar. As aplicações fracas são peças grandes, peças planas longas, seções muito espessas, superfícies cosméticas espelhadas ou dimensões críticas de referência que não toleram variação de retração na sinterização. Para uma boa decisão de fabricação, os engenheiros devem avaliar materiais MIM, tolerâncias MIM, custo de ferramental, risco de remoção do ligante, retração na sinterização, densidade, acabamento superficial e usinagem pós-sinterização antes de aprovar o processo.
O MIM é comumente usado para peças metálicas pequenas e repetíveis em aplicações médicas, automotivas, eletrônicas, industriais e wearables.
Por que Diferentes Indústrias Usam Moldagem por Injeção de Metal
As indústrias usam a moldagem por injeção de metal porque ela pode combinar materiais de metalurgia do pó com geometria moldada por injeção. O processo geralmente inclui seleção do pó metálico, preparação do sistema ligante, mistura do feedstock, moldagem por injeção, remoção do ligante, sinterização e operações secundárias quando necessário. O principal valor de engenharia não é simplesmente a forma complexa. É a capacidade de produzir peças metálicas pequenas com características repetíveis, reduzindo a usinagem desnecessária em superfícies não críticas.
ASTM B883 é relevante quando materiais MIM ferrosos são especificados porque define a rota geral de material para peças ferrosas moldadas por injeção de metal, incluindo mistura de pó e ligante, injeção, remoção do ligante, sinterização e possível tratamento térmico. A norma MPIF 35-MIM é relevante porque ajuda engenheiros e compradores a especificar materiais MIM com expectativas mais consistentes. Essas normas são importantes durante cotação, revisão de desenho, aprovação de material, testes mecânicos e aceitação de produção.
Para fins de engenharia e SEO, a verdadeira pergunta não é apenas “quais indústrias usam peças MIM”. A melhor pergunta é: “Quais indústrias têm peças metálicas pequenas onde a geometria MIM, desempenho do material, custo de ferramental, controle de sinterização e pós-processamento fazem sentido juntos?” Referências da indústria como o Associação de Moldagem por Injeção de Metal e Associação Europeia de Metalurgia do Pó também descrevem o MIM como um processo usado em múltiplos mercados industriais, mas a seleção final do processo ainda depende da geometria da peça e dos requisitos de qualificação.
A qualidade da peça MIM depende do controle do feedstock, estabilidade da moldagem, remoção do ligante, retração na sinterização, densidade e processamento secundário.
Indústrias que Comumente Utilizam Peças MIM
Dispositivos Médicos e Odontológicos
Aplicações médicas e odontológicas frequentemente utilizam MIM para componentes pequenos de aço inoxidável, liga de titânio ou ligas específicas, onde geometria, resistência à corrosão, repetibilidade e condição superficial validada são importantes. Exemplos típicos incluem componentes de instrumentos cirúrgicos, braquetes ortodônticos, pequenas mandíbulas, peças de ferramentas dentárias, hardware endoscópico, elementos de preensão e invólucros compactos.
O MIM pode ser útil neste campo porque muitas peças médicas são pequenas, detalhadas e difíceis de usinar economicamente em volume. No entanto, peças MIM médicas exigem controle mais rigoroso do que hardware industrial geral. Engenheiros devem revisar certificação de material, requisitos de biocompatibilidade, passivação, limpeza, limites de rebarba, rugosidade superficial, rastreabilidade de lote e método de inspeção antes de aprovar a produção.
Um erro comum de engenharia é assumir que uma peça MIM médica pode vir diretamente da sinterização com todas as superfícies funcionais acabadas. Em um cenário de campo composto para treinamento de engenharia, uma mandíbula de instrumento médico foi inicialmente projetada como um componente MIM totalmente moldado, mas a superfície de preensão não atendeu ao comportamento de contato e definição de borda exigidos. O problema real não era apenas a rugosidade superficial; o projeto misturava geometria near-net-shape com datuns funcionais de precisão. A correção foi manter o corpo como uma peça MIM near-net-shape, adicionando usinagem pós-sinterização na superfície de preensão e datum funcional. Para evitar recorrência, projetos médicos devem separar geometria moldada, superfícies de contato usinadas, áreas polidas, superfícies passivadas e datuns controlados por inspeção antes do ferramental.
Componentes Automotivos e de Mobilidade
Aplicações automotivas utilizam MIM onde peças metálicas pequenas precisam de volume de produção estável e geometria funcional repetível. Peças MIM típicas podem incluir componentes de atuadores, hardware relacionado a sensores, pequenos suportes, elementos de travamento, peças de mecanismos de assento, componentes pequenos relacionados à transmissão, hardware de veículos elétricos e peças de desgaste compactas.
A razão pela qual projetos automotivos consideram MIM é geralmente uma combinação de consolidação de geometria, redução de usinagem, resistência ao desgaste, lotes consistentes e controle de custos em volume. Para peças MIM automotivas, os principais itens de revisão são controle de retração na sinterização, densidade, porosidade, resposta ao tratamento térmico, comportamento à fadiga, estabilidade dimensional e calibração funcional.
Projetos automotivos também mostram por que as diretrizes de projeto MIM devem ser revisadas antes de transferir um projeto usinado para um molde. Em um cenário de campo composto para treinamento de engenharia, um pequeno suporte automotivo tinha qualidade de peça verde aceitável, mas falhou na planaridade final após a sinterização. A peça tinha um boss espesso conectado a um braço longo e fino, então as duas áreas encolheram e resfriaram de forma diferente. A causa sistêmica foi que o projeto CNC foi transferido para MIM sem redesenhar a transição de parede, suporte de sinterização, posição do gate e orientação da peça. A correção foi suavizar a transição do boss, alterar o suporte do setter e mover a área crítica de planaridade para longe da zona de maior risco de retração. Antes de cotar peças MIM automotivas, equilíbrio de parede, suporte de sinterização, localização do gate e possível calibração ou usinagem devem ser revisados em conjunto.
Eletrônicos, Conectores e Dispositivos Vestíveis
Produtos eletrônicos e wearables frequentemente utilizam MIM para dobradiças, botões, pequenas estruturas, peças relacionadas a conectores, componentes de blindagem, invólucros de sensores, peças de trava, hardware de câmera, peças de smartwatch e interfaces mecânicas compactas.
Essas peças geralmente combinam tamanho pequeno, ajuste de montagem, paredes finas e superfícies cosméticas ou semicosméticas. O MIM pode suportar geometrias detalhadas, mas projetos eletrônicos frequentemente subestimam o risco do tratamento de superfície. Polimento, PVD, galvanoplastia, jateamento e passivação podem revelar poros, marcas de fluxo, linhas de partição, linhas de solda ou distorção por sinterização.
Para peças eletrônicas visíveis, o desenho e o plano de qualidade devem definir superfícies cosméticas, superfícies não cosméticas, área do gate, margem para polimento, cavidades aceitáveis, limites de arredondamento de bordas, iluminação de inspeção e se o PVD ou a galvanoplastia é decorativa, protetora ou funcional. Em um cenário de campo composto para treinamento de engenharia, uma dobradiça de wearable parecia aceitável após sinterização e polimento, mas após revestimento PVD, pequenos poros e pontos escuros tornaram-se visíveis. A etapa de polimento havia aberto poros próximos à superfície, e o revestimento PVD os tornou mais fáceis de ver sob luz refletida. A causa sistêmica foi que a equipe aprovou a peça MIM principalmente por dimensões e não definiu zonas cosméticas, aceitação de poros, margem de polimento ou inspeção pré-PVD. A ação corretiva foi ajustar o controle de densidade, alterar as etapas de polimento e inspecionar antes do revestimento. Para projetos futuros, a rota de revestimento e a inspeção cosmética devem fazer parte da revisão de liberação de ferramental, não uma reflexão tardia.
Fechaduras, Hardware de Segurança e Hardware Mecânico
As indústrias de fechaduras e hardware mecânico utilizam MIM para cames, linguetas, alavancas, trincos, botões, ligações internas, pequenas engrenagens, blocos deslizantes e peças mecânicas compactas com múltiplas faces funcionais.
O MIM é frequentemente considerado porque as peças de fechadura podem precisar de perfis complexos, resistência ao desgaste local, pequenos recursos e ajuste de montagem estável. Aços de baixa liga, aços inoxidáveis e graus inoxidáveis temperáveis podem ser selecionados dependendo dos requisitos de resistência, resistência à corrosão, desgaste por deslizamento e dureza superficial.
Um componente de fechadura pode passar na inspeção dimensional, mas ainda falhar durante o teste de ciclo se a dureza do material, densidade, condição da superfície, geometria da borda, lubrificação ou tratamento térmico não forem adequados. Em um cenário de campo composto para treinamento de engenharia, um came de fechadura tinha dimensões corretas, mas apresentou desgaste precoce durante a ciclagem. O material inoxidável selecionado tinha resistência à corrosão aceitável, mas dureza superficial insuficiente para contato deslizante repetido. A causa real foi a seleção do material com base na aparência e resistência à corrosão, em vez da tensão de contato e mecanismo de desgaste. A correção foi mudar para um grau temperável e verificar a dureza do tratamento térmico. Para fechaduras e hardware mecânico, torque, contato deslizante, lubrificação, dureza, condição da borda e teste de desgaste devem ser revisados antes da aprovação final do material MIM.
Ferramentas Industriais, Ferramentas Elétricas e Peças de Equipamentos
Ferramentas industriais e equipamentos podem usar MIM para pequenas alavancas, suportes, peças de acionamento, componentes de desgaste, peças de ajuste, componentes de ferramentas em miniatura, peças relacionadas a bombas, pequenas peças de válvulas e peças com múltiplas faces usinadas.
A principal questão de engenharia é se a peça precisa principalmente de resistência, dureza superficial, resistência ao desgaste, tenacidade, resistência à corrosão, comportamento magnético ou repetibilidade dimensional. Por exemplo, 17-4PH pode ser adequado quando resistência e resistência à corrosão são necessárias. O aço de baixa liga pode ser mais adequado quando a resposta ao tratamento térmico e a resistência ao desgaste são mais importantes que a resistência à corrosão.
Peças industriais também precisam de um plano de inspeção prático. Um desenho com muitas tolerâncias apertadas pode forçar usinagem adicional desnecessária e aumentar o custo. Durante a revisão de projeto, o fornecedor deve separar as dimensões moldadas, dimensões de calibração, dimensões usinadas e dimensões de calibrador funcional.
Conjuntos Relacionados à Aeroespacial e de Alta Especificação
Conjuntos relacionados à aeroespacial podem usar MIM para peças pequenas selecionadas onde geometria, controle de peso e repetibilidade são valiosos. As aplicações possíveis incluem pequenos suportes, carcaças de sensores, componentes de atuadores, recursos relacionados a fixadores, hardware secundário e peças de mecanismos compactos.
Esses projetos exigem avaliação cautelosa. A decisão deve começar com a norma do material, densidade, microestrutura, ensaios mecânicos, rastreabilidade, tratamento térmico, condição superficial e processo de aprovação. O MIM não deve ser promovido como uma substituição rápida para peças aeroespaciais críticas sem a devida qualificação.
Para conjuntos de alta especificação, a pergunta não é “a forma pode ser moldada?”. A verdadeira questão é se o fornecedor pode comprovar desempenho do material, estabilidade dimensional, consistência de lote, repetibilidade de inspeção e controle de processo de longo prazo.
Relógios, Óculos, Joias e Produtos de Estilo de Vida
Relógios, óculos, produtos similares a joias e hardware de estilo de vida podem usar MIM para caixas, dobradiças, fivelas, armações, componentes decorativos, carcaças vestíveis e peças mecânicas em miniatura.
Esses produtos geralmente precisam de geometria atraente e acabamento superficial. O MIM pode criar peças metálicas em formato próximo ao final, mas a superfície sinterizada não está automaticamente pronta para polimento espelhado, PVD ou eletrodeposição. Poros, linhas de partição, marcas de ponto de injeção e ondas de polimento podem se tornar visíveis após o acabamento.
Se uma peça tem uma superfície A visível, o plano de ferramental deve definir a localização do ponto de injeção, direção da linha de partição, sobremetal para polimento, alvo de rugosidade superficial, proteção de bordas, suporte de sinterização, aceitação de poros e critérios de inspeção cosmética final antes da liberação do ferramental.
Produtos de Consumo e Componentes de Pequenos Eletrodomésticos
Produtos de consumo utilizam MIM para travas, botões, dobradiças, peças de travamento, componentes de dispositivos de higiene, mecanismos de pequenos eletrodomésticos, ferragens de cozinha, suportes compactos e pequenas peças estruturais que exigem resistência metálica em produção repetível.
A razão para usar MIM em bens de consumo geralmente é a combinação de volume de produção, consolidação de peças e redução de usinagem. Se o volume anual for baixo, ou se a peça for simples o suficiente para estampagem, fundição sob pressão, torneamento CNC ou fundição de liga de zinco, o MIM pode não ser a melhor escolha econômica.
Para produtos de consumo, a equipe do projeto deve verificar não apenas o preço unitário, mas também o custo do ferramental, risco de rejeição cosmética, tolerância de montagem, rendimento de galvanização ou revestimento, proteção de embalagem e consistência de lote a longo prazo.
Tabela de Adequação da Indústria para Peças MIM
Setor
Peças MIM Típicas
Por que o MIM é Considerado
Principal Risco de Engenharia
Médico e odontológico
Peças de instrumentos, suportes, mandíbulas, pequenos invólucros
Geometria pequena, resistência à corrosão, repetibilidade
Certificação, passivação, controle de rebarbas, rastreabilidade
Automotivo
Peças de atuadores, componentes de sensores, peças pequenas de transmissão
Produção em volume, resistência ao desgaste, geometria repetível
Poços de polimento, poros, linhas de partição visíveis
Produtos de consumo
Traves, botões, mecanismos, pequenos suportes
Repetibilidade em alto volume e consolidação de peças
Amortização de ferramental, tolerância de montagem, rendimento de revestimento
A MIM é geralmente considerada quando peças metálicas pequenas e complexas exigem volumes de produção repetíveis e usinagem reduzida.
MIM vs CNC vs PM: Qual Processo Atende à Necessidade da Indústria?
Processo
Melhor Adequação
Pontos fortes
Limitações
Quando Não Usar
Moldagem por Injeção de Metal
Peças MIM pequenas e complexas em médio a alto volume
Geometria com múltiplos recursos, opções de materiais, usinagem reduzida em áreas não críticas
Custo de ferramental, retração na sinterização, risco de remoção do ligante, controle de distorção
Volume muito baixo, peças grandes, planicidade extrema, controle de referência ultra-apertado
Usinagem CNC
Baixo volume, protótipos, recursos críticos de referência
Escolha flexível de material, referências precisas, mudanças rápidas de projeto
Custo mais alto para peças pequenas complexas repetidas
Peças de alto volume com muitos recursos 3D repetidos
PM Convencional
Formas simples prensadas em volumes de produção
Eficiente para formas de compactação axial
Recursos laterais limitados, rebaixos e geometria 3D complexa
Peças miniatura com recursos multidirecionais complexos
Fundição sob pressão
Peças de liga de zinco ou alumínio em alto volume
Tempo de ciclo rápido e boa capacidade de forma para ligas não ferrosas
Limitações de material, risco de porosidade, perfil de resistência diferente
Aço inoxidável, peças ferrosas temperáveis, peças de liga de alta densidade
Estampagem
Peças finas de chapa metálica
Baixo custo unitário em escala para peças de chapa plana ou conformada
Espessura 3D limitada e geometria local de boss
Peças 3D espessas, recursos internos, mecanismos metálicos compactos
Materiais MIM por Indústria
Os materiais MIM devem ser selecionados com base no requisito real de serviço, não apenas no nome da indústria. A mesma indústria pode usar 316L, 17-4PH, aço inoxidável 420, aço de baixa liga, liga de titânio, liga de tungstênio ou outros materiais, dependendo de resistência à corrosão, resistência mecânica, dureza, comportamento magnético, resistência ao desgaste, densidade, polimento e requisitos de revestimento.
A Norma MPIF 35-MIM edição 2025 é uma referência útil quando projetistas e compradores precisam de uma linguagem comum para requisitos de materiais MIM. Ela não elimina a necessidade de testes específicos do projeto, mas ajuda a evitar descrições vagas de materiais durante RFQ, amostragem e liberação de produção.
Grupo de Material
Uso Comum na Indústria
Por Que É Selecionado
Notas de Engenharia
aço inoxidável 316L
Médico, odontológico, relógios, eletrônicos, hardware de contato com alimentos
Resistência à corrosão e capacidade de acabamento
Não é ideal para alto desgaste ou alta dureza, a menos que tratamento de superfície ou alterações de projeto sejam utilizados
Resistência após endurecimento por precipitação e resistência moderada à corrosão
O tratamento térmico pode alterar dimensões e aumentar o risco de distorção
Aço inoxidável 420
Peças de desgaste, peças de fechadura, peças de ferramentas, eixos pequenos
Temperabilidade e resistência ao desgaste
A resistência à corrosão é menor que a do 316L; o controle do tratamento térmico é importante
Aço inoxidável 430
Peças magnéticas, eletrônicos, hardware relacionado a sensores
Comportamento magnético e resistência à corrosão do aço inoxidável
Requisitos magnéticos e mecânicos devem ser verificados por testes de amostra
Aço de baixa liga
Automotivo, ferramentas, mecanismos de fechadura, peças industriais
Resistência, resistência ao desgaste, resposta ao tratamento térmico
Geralmente necessita de revestimento, oleamento, galvanização ou proteção contra corrosão se houver preocupação com ferrugem
Liga de titânio
Médico, vestível, hardware selecionado relacionado a aeroespacial
Baixa densidade, resistência à corrosão, potencial de biocompatibilidade
Maior custo de material e processamento; é necessário um controle de processo mais rigoroso
Liga de tungstênio
Contrapesos, controle de vibração, peças orientadas por densidade
Alta densidade em volume compacto
Peças pesadas exigem cuidado na remoção do ligante, sinterização e revisão de distorção
Quando uma Indústria Não Deve Usar MIM
MIM não é o processo adequado apenas porque a peça é metálica e complexa. O processo se torna arriscado quando a geometria, tolerância, volume ou requisito de superfície não correspondem às realidades da moldagem do feedstock, remoção do ligante, retração na sinterização e pós-processamento.
Situação
Por Que É Arriscado
Melhor Direção
Volume anual muito baixo
Custo do ferramental não pode ser amortizado
Usinagem CNC, manufatura aditiva de metal, ferramental suave ou design simplificado
Peça grande e pesada
Tempo de remoção do ligante, suporte de sinterização e distorção se tornam difíceis
Fundição, forjamento, metalurgia do pó, usinagem CNC ou montagem soldada
Geometria longa, plana e fina
Risco de empenamento durante a remoção do ligante e sinterização
Estampagem, usinagem, reprojeto ou MIM mais calibração se justificado
Tolerância muito apertada crítica para o datum
A variação da retração na sinterização dificulta o controle direto
MIM mais usinagem pós-sinterização, ou usinagem CNC completa
Superfície cosmética espelhada necessária
Poros, linhas de partição e ondas de polimento podem aparecer após o acabamento
MIM com sobremetal definido para polimento, ou CNC a partir de material forjado
Mudança abrupta de espessura de parede
A retração diferencial pode causar trincas, deformação tipo afundamento ou distorção
Redesenhe com transições mais suaves e seções balanceadas
Cantos internos vivos
Aumenta o risco de concentração de tensão e preenchimento incompleto
Adicione raios, ajuste a localização do ponto de injeção e revise o fluxo no molde
Furos cegos profundos
O preenchimento do feedstock, a remoção do ligante e o empacotamento do pó podem se tornar instáveis
Redesenhe o furo ou usine-o após a sinterização
Diretrizes de Projeto MIM por Indústria
Mantenha a Espessura da Parede o Mais Balanceada Possível
Muitas indústrias desejam MIM porque a peça é compacta e detalhada. No entanto, o MIM não aceita bem transições bruscas de espessura. Seções espessas e finas retraem de forma diferente durante a sinterização. Isso pode causar empenamento, trincas, poros internos, deformação local ou baixa planaridade. A revisão DFM inicial deve focar no balanceamento de paredes, bossas locais, nervuras, furos e vãos sem suporte.
Defina Quais Dimensões São Moldadas e Quais São Usinadas
Nem toda dimensão deve ser controlada diretamente a partir da peça sinterizada. Furos críticos, ajustes de rolamento, faces de vedação, roscas, faces deslizantes e superfícies críticas de referência podem necessitar de usinagem ou calibração pós-sinterização. Um bom desenho separa as dimensões funcionais das características moldadas não críticas para que o fornecedor possa cotar a peça de forma realista.
Discuta o Acabamento Superficial MIM Antes do Ferramental
O acabamento superficial MIM deve ser planejado antes do ferramental. Polimento, jateamento, passivação, PVD, eletrodeposição e oxidação preta podem alterar dimensões, expor poros, arredondar bordas ou destacar linhas de partição. Peças MIM cosméticas devem definir superfícies visíveis, poros aceitáveis, direção de polimento, espessura do revestimento, áreas de mascaramento e iluminação de inspeção antes da aprovação da amostra.
Trate a Retração na Sinterização como uma Variável de Projeto
As peças MIM encolhem da peça verde moldada para a peça metálica sinterizada. O molde é construído com compensação de retração, mas a retração é influenciada pelo material, carga de pó, estabilidade do feedstock, posição do ponto de injeção, espessura de parede, carga do forno, suporte do suporte e perfil de sinterização. É por isso que as tolerâncias MIM devem ser discutidas com o fornecedor antes de o desenho ser congelado.
Checklist de Prototipagem e Qualificação para Peças MIM
Item de Verificação
O que confirmar
Por Que É Importante
Grau do material
316L, 17-4PH, 420, 430, aço de baixa liga, liga de titânio, liga de tungstênio
Determina resistência à corrosão, resistência mecânica, dureza, densidade, custo e rota de tratamento térmico
Volume anual
Demanda anual estimada e vida útil do produto
Determina se o custo do ferramental pode ser amortizado
Dimensões críticas
Referências, furos, planeza, roscas, ajustes de rolamentos, superfícies de vedação
Define recursos moldados, calibrados, usinados ou controlados por calibrador
Requisito de superfície
Como sinterizado, jateado, polido, revestido, PVD, passivado, enegrecido
Previne surpresas cosméticas, de revestimento e dimensionais
Requisito mecânico
Resistência à tração, dureza, fadiga, impacto, torque, desgaste
Confirma o material e a rota de tratamento térmico
Densidade e porosidade
Alvo de densidade, aceitação de porosidade, metalografia ou TC se necessário
Afeta resistência, fadiga, polimento, galvanização e risco de vazamento
Tratamento térmico
Alvo de dureza, alvo de resistência, tolerância de distorção
Importante para peças MIM em 17-4PH, 420 e aço de baixa liga
Método de inspeção
CMM, projetores, calibradores de plug, calibradores funcionais, teste de dureza, padrão visual
Evita disputas durante a aprovação de amostras e produção em massa
Embalagem e manuseio
Controle de riscos, método antiferrugem, separação de peças, proteção contra rebarbas
Importante para peças cosméticas, revestidas e de montagem de precisão
Empenamento, trincas, porosidade, enchimento incompleto e cavidades superficiais devem ser revisados durante o projeto MIM, amostragem e aprovação de produção.
Defeitos Comuns de MIM por Aplicação Industrial
Defeitos comuns de MIM geralmente estão relacionados à estabilidade do feedstock, condições de moldagem, rota de remoção do ligante, suporte de sinterização, equilíbrio de espessura de parede, carregamento do forno e acabamento secundário. Um defeito não deve ser tratado apenas como um problema visual. Frequentemente, aponta para uma fragilidade no processo ou no projeto que pode afetar a montagem, o acabamento superficial, a resistência ou a consistência do lote.
Defeito MIM
Impacto Industrial Comum
Causa provável
Ação Corretiva
Empenamento
Ajuste de montagem inadequado em componentes eletrônicos, fechaduras e peças automotivas
Espessura de parede irregular, suporte de sinterização deficiente, geometria plana e longa
Redesenhar transição de espessura, melhorar suportes, ajustar orientação de sinterização
Trincas
Falha de resistência em ferramentas, instrumentos médicos e peças mecânicas
Tensão de remoção do ligante, cantos vivos, seções espessas, suporte inadequado
Adicionar raios, desacelerar remoção do ligante, melhorar feedstock e estratégia de suporte
Empolamento
Rejeição estética após polimento ou revestimento
Ligante residual, gás retido, remoção do ligante instável
Ajustar ciclo de remoção do ligante, verificar remoção do ligante, melhorar controle do feedstock
Preenchimento insuficiente
Ausência de pequenos detalhes em engrenagens, travas e conectores
Fluxo insuficiente, nervuras finas, desbalanceamento do ponto de injeção, temperatura baixa do molde
Modificar o ponto de injeção, aumentar o raio local, ajustar parâmetros de moldagem
Porosidade excessiva
Resistência inferior, polimento deficiente, cavidades de galvanoplastia, risco de vazamento
Problema de pó, atmosfera do forno, temperatura de sinterização, contaminação
Revisar pó, perfil de sinterização, controle do forno e teste de densidade
Desvio dimensional
Falha de montagem em automotivo, eletrônicos, fechaduras e ferramentas
Variação de feedstock, desgaste de ferramental, mudanças na carga do forno, variação de retração
Usar CEP, rastreamento de cavidade, revisão de retração por lote e calibradores funcionais
Cavidades superficiais após PVD
Rejeição cosmética em relógios, wearables e eletrônicos
Poros expostos durante polimento ou preparação para revestimento
Melhorar densidade, ajustar rota de polimento, definir critérios de aceitação cosmética
Como Escolher um Fornecedor de MIM para Sua Indústria
Um fornecedor de MIM adequado não deve apenas cotar a peça. O fornecedor deve revisar o desenho, material, análise de tolerâncias, localização do ponto de injeção, espessura de parede, tratamento de superfície, volume anual esperado, método de inspeção e possíveis pós-processamentos antes de confirmar a viabilidade.
Para produtos médicos, automotivos, eletrônicos, fechaduras, ferragens industriais e wearables, peça ao fornecedor que confirme os itens abaixo:
Norma do material e fonte do pó
Método de controle do feedstock
Estratégia de compensação da retração no molde
Rota de remoção do ligante e sinterização
Variação esperada de retração
Método de controle de densidade e porosidade
Capacidade de tratamento térmico e controle de distorção
Capacidade de usinagem ou calibração pós-sinterização
Experiência em tratamento de superfície para polimento, galvanoplastia, PVD, passivação ou jateamento
Plano de inspeção dimensional
Critérios de inspeção cosmética
Requisitos de aprovação FAI, PPAP ou específicos do cliente, quando aplicável
Normas e Referências Técnicas Externas para Decisões em MIM
Normas e referências técnicas devem ser usadas para reduzir ambiguidades, não para decorar o artigo. Para peças MIM ferrosas, ASTM B883 ajuda a definir a base do material e do processo. Para especificação de material, A norma MPIF 35-MIM fornece a engenheiros e compradores uma referência prática para materiais MIM comuns. Para entendimento geral do processo, ASM International fornece uma visão geral do processo, desde a mistura de pó e ligante até a moldagem por injeção, remoção do ligante, sinterização e acabamento.
Essas referências afetam decisões reais de compra e engenharia porque ajudam a definir expectativas de material, direção de testes, requisitos de qualificação e comunicação entre comprador e fornecedor. Elas não substituem tolerâncias específicas de desenho, relatórios de amostragem, verificações de densidade, verificação de tratamento térmico ou padrões de aceitação cosmética.
Resposta Final da Engenharia: Quais Indústrias se Beneficiam Mais com o MIM?
As indústrias que mais se beneficiam da moldagem por injeção de metal são aquelas que precisam de peças metálicas pequenas, complexas e repetíveis, em volumes de produção altos o suficiente para justificar o ferramental. As áreas de aplicação comuns incluem médica, odontológica, automotiva, eletrônicos, wearables, fechaduras, ferramentas industriais, relógios, óculos, produtos de consumo e algumas montagens aeroespaciais selecionadas.
O MIM é mais vantajoso quando reduz etapas de usinagem, combina múltiplas funcionalidades em uma única peça, suporta geometrias pequenas e complexas e utiliza materiais MIM adequados, como aço inoxidável, aço de baixa liga, aço temperável, liga de titânio ou liga de tungstênio. Torna-se arriscado quando a peça é muito grande, muito plana, muito espessa, muito fina, muito estética ou com tolerância muito crítica sem operações secundárias.
Uma boa decisão sobre MIM não se baseia apenas no nome da indústria. Baseia-se na geometria da peça, desempenho do material, volume anual, estratégia de tolerância, acabamento superficial, requisitos de teste e na capacidade do fornecedor de controlar o feedstock, moldagem, remoção do ligante, retração na sinterização, densidade, tratamento térmico e pós-processamento.
FAQ: Indústrias Que Utilizam Moldagem por Injeção de Metal
Quais indústrias utilizam a moldagem por injeção de metal com mais frequência?
A moldagem por injeção de metal é comumente utilizada em dispositivos médicos, produtos odontológicos, componentes automotivos, eletrônicos, wearables, fechaduras, ferramentas industriais, relógios, óculos, produtos de consumo e montagens selecionadas do setor aeroespacial. Essas indústrias utilizam MIM quando peças metálicas pequenas exigem geometria complexa, produção repetível e propriedades de material que são difíceis ou caras de obter apenas por usinagem.
O MIM é adequado para peças automotivas?
Sim, o MIM pode ser adequado para peças automotivas pequenas, como componentes de atuadores, hardware relacionado a sensores, suportes, elementos de travamento e peças de desgaste compactas. No entanto, as peças MIM automotivas devem ser revisadas quanto à fadiga, densidade, tratamento térmico, estabilidade dimensional, calibração funcional e consistência de lote antes da aprovação para produção.
O MIM é utilizado em dispositivos médicos?
Sim, o MIM é utilizado em aplicações médicas e odontológicas, especialmente para pequenos componentes de aço inoxidável, liga de titânio e metais específicos para a aplicação. O projeto deve confirmar a norma do material, acabamento superficial, passivação, requisitos de limpeza, rastreabilidade, controle de rebarbas e critérios de inspeção antes da produção.
Por que produtos eletrônicos e wearables utilizam MIM?
Produtos eletrônicos e wearables utilizam MIM porque ele pode produzir peças metálicas pequenas com detalhes finos, geometria compacta e interfaces de montagem repetíveis. As preocupações típicas incluem planeza, superfícies cosméticas, galvanoplastia, revestimento PVD, rebarbas, linhas de partição e controle dimensional após a sinterização.
Quando uma empresa não deve utilizar MIM?
Uma empresa deve evitar o MIM quando a peça tem volume muito baixo, tamanho grande, requisitos extremos de planeza, mudanças abruptas de espessura de parede, tolerâncias muito apertadas críticas para referências ou requisitos cosméticos de acabamento espelhado sem margem para polimento, calibração ou usinagem.
O MIM é mais barato que a usinagem CNC?
A MIM pode ser mais econômica que a usinagem CNC quando a peça é pequena, complexa e produzida em médio a alto volume. Para projetos de baixo volume, geometrias simples ou peças que exigem alterações frequentes de projeto, a usinagem CNC pode ser mais prática, pois a MIM requer ferramental e validação de processo.
Quais materiais são comumente usados para peças MIM?
Os materiais MIM comuns incluem aço inoxidável 316L, aço inoxidável 17-4PH, aço inoxidável 420, aço inoxidável 430, aços de baixa liga, ligas de titânio e ligas de tungstênio. A seleção do material depende da resistência à corrosão, dureza, resistência mecânica, desgaste, comportamento magnético, densidade, tratamento térmico, tratamento de superfície e requisitos da indústria.
As peças MIM sempre precisam de usinagem secundária?
Não. Muitas características não críticas podem ser produzidas diretamente por MIM. No entanto, furos críticos, roscas, superfícies de vedação, ajustes de rolamento, superfícies deslizantes e características controladas por referência podem necessitar de usinagem pós-sinterização, calibração, retificação, polimento ou outras operações secundárias, dependendo da tolerância e do requisito funcional.