Parça Tasarımının MIM'de Parça Kalitesini Nasıl Etkilediği
En sık karşılaşılan MIM kalite sorunlarının çoğu, ilk üretim partisi çalıştırılmadan çok önce tasarım aşamasında belirlenir. Bir parçada eğrilme, çatlama, çapak, yoğunluk değişimi veya boyutsal sapma görüldüğünde, kök neden genellikle CAD modelinde zaten mevcuttur. Metal enjeksiyon kalıplamada geometri, yalnızca şekli tanımlamaktan daha fazlasını yapar. Besleme stoğunun nasıl dolduğunu, …
En sık karşılaşılan MIM kalite sorunlarının çoğu, ilk üretim partisi çalıştırılmadan çok önce tasarım aşamasında belirlenir. Bir parçada eğrilme, çatlama, çapak, yoğunluk değişimi veya boyutsal sapma görüldüğünde, kök neden genellikle CAD modelinde zaten mevcuttur. Metal enjeksiyon kalıplamada geometri, yalnızca şekli tanımlamaktan daha fazlasını yapar. Besleme stoğunun nasıl dolduğunu, yeşil parçanın taşıma sırasında nasıl dayandığını, bağlayıcının yapıdan nasıl ayrıldığını ve sinterleme sırasında parçanın ne kadar eşit şekilde büzüldüğünü etkiler.
Bu nedenle bu makale yalnızca tek bir pratik soruya odaklanmaktadır: parça tasarım kararlarının nasıl parça kalite sorunlarına dönüştüğü. Daha kapsamlı bir
MIM tasarım kılavuzu.
Bunun yerine, bir parçanın gerçek üretimde stabil, tekrarlanabilir ve tolerans dahilinde kalıp kalamayacağını değerlendirmesi gereken mühendisler, alıcılar ve proje ekipleri için yazılmıştır.
Temel nokta: MIM'de birçok kalite sorununun, kalıplama, bağlayıcı giderme, sinterleme, ayıklama veya yeniden işleme yoluyla daha sonra düzeltilmektense, tasarım aşamasında önlenmesi daha kolaydır.
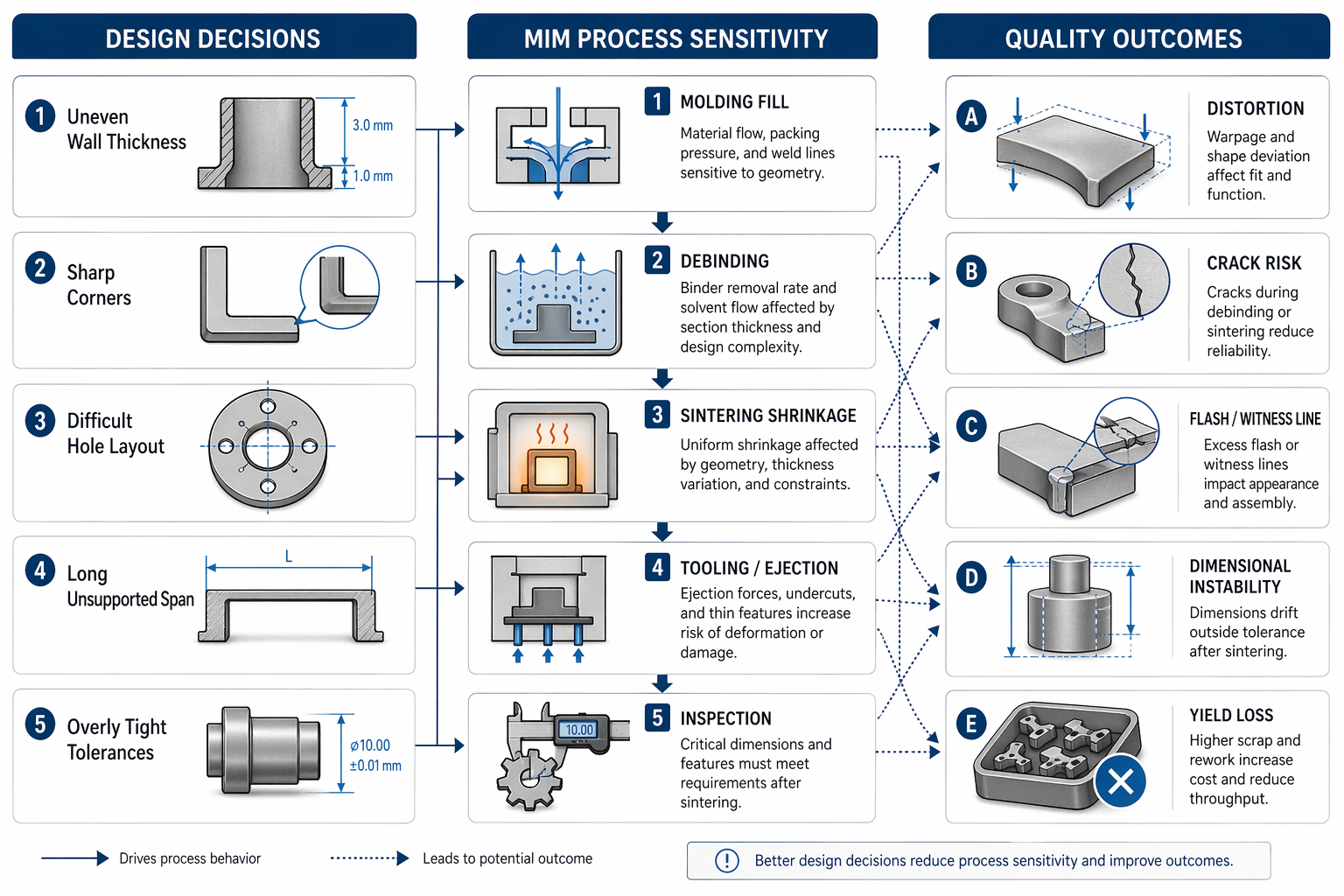
Şekil 1. Parça Tasarım Kararları Nasıl MIM Kalite Sorunlarına Dönüşür
Önemli çıkarım: En ciddi MIM kalite sonuçlarının çoğu, erken tasarım aşamasındaki birkaç karara kadar izlenebilir.
Bu mantık haritası okuyuculara doğru başlangıç noktasını verir. Distorsiyon, çatlama, çapak, iz çizgileri, gözeneklilik kaynaklı zayıflık ve kararsız boyutlar, izole atölye olayları olarak ele alınmamalıdır. Birçok MIM projesinde bunlar, süreci başından itibaren daha hassas hale getiren tasarım seçimlerinin görünür sonucudur.
Makale boyunca uzanan iplik budur: geometri süreç hassasiyetini artırdığında, kaliteyi parti üstüne parti korumak zorlaşır.
1. Dengesiz Et Kalınlığı Birçok MIM Kalite Sorununun Başladığı Yerdir
İnce bir duvarın yanındaki kalın bir çıkıntı ekranda zararsız görünebilir, ancak bağlayıcı giderme ve sinterleme sonrasında nadiren öyle davranır. Kesit dengesi zayıf olduğunda, sinterleme büzülmesi daha az öngörülebilir hale gelir, distorsiyon riski artar ve boyutsal kararlılık genellikle kötüleşir.
Bu nedenle et kalınlığı kontrolü sadece bir geometri konusu değildir. Parça tasarımındaki ilk kalite kararlarından biridir. Kütle dağılımı yanlışsa, süreç, parçayı en başından şekline yerleşmiş sorunlardan korumak için daha fazla çalışmak zorunda kalır.
Şekil 2. MIM'de Dengesiz Et Kalınlığı ve Dengeli Et Kalınlığı
Önemli çıkarım: Dengeli kesit kalınlığı, parçaya kontrollü bir şekilde dolma, bağlayıcı giderme ve büzülme şansı verir.
Zayıf örnek, çizilmesi zor olduğu için sorunlu değildir. Kütleyi bir alanda yoğunlaştırırken diğer alanı nispeten hafif bıraktığı için sorunludur. Bu dengesizlik genellikle daha sonra düzensiz büzülme, şekil kayması, delik hareketi veya partiler arası daha fazla varyasyon olarak ortaya çıkar.
Daha iyi örnek, daha kararlı bir kesit profili kullanır. Gerçek MIM üretiminde bu, genellikle zayıf bir kütle dağılımını yalnızca proses ayarıyla “düzeltmeye” çalışmaktan daha iyi tekrarlanabilirlik sağlar.
Gerilim yoğunlaşmasını azaltmak için geçişler kullanın
Tamamen düzgün duvarlar her zaman gerçekçi değildir, ancak ani kalınlık sıçramaları yine de önlenmelidir. Daha yumuşak bir geçiş, akış için daha kolaydır, bağlayıcı giderme için daha kolaydır ve genellikle sinterlemede daha affedicidir. Daha geniş geometri stratejisinin daha ayrıntılı olarak tartışılması gerekiyorsa, bu ayrı bir bölüme aittir,
MIM tasarım kılavuzu
bu sayfayı aşırı yüklemek yerine.
Kaburgalar genellikle aşırı büyük katı takviyeden daha iyi çalışır
Bir tasarımcının daha fazla sertliğe ihtiyacı olduğunda, içgüdü genellikle hacim eklemektir. MIM'de bu, çözdüğünden daha fazla sorun yaratabilir. Kaburgalı veya boşluklu bir tasarım, kalın bir katı bloktan genellikle daha iyi kalite sonucu verir çünkü işlevi desteklerken kütle konsantrasyonunu azaltır.
2. Delikler, Yuvalar ve Maça Pimi Özellikleri Hafife Alınmamalıdır
Bir çizimde delikler ve yuvalar basit görünür. Kalıplama ve üretimde bunlar maça pimleri, sızdırmazlık koşulları, ince yerel duvarlar ve potansiyel zayıf noktalar haline gelir. Düzen çok agresifse, kalite kaybı genellikle çapak, yerel çatlama, kenar kararsızlığı veya partiden partiye zayıf tekrarlanabilirlik olarak kendini gösterir.
Asıl soru, bir özelliğin bir kez oluşturulup oluşturulamayacağı değildir. Daha iyi soru, gerçek üretim hacminde, kararlı destek ve kabul edilebilir boyutsal kontrol ile tutarlı bir şekilde oluşturulup oluşturulamayacağıdır. Bu, bir parçanın çizimde uygulanabilir göründüğü ancak gerçek kalıplamada daha az kararlı hale geldiği en yaygın yerlerden biridir.
Şekil 3. Delik, Yuva ve Maça Pimi Tasarımı MIM Parça Kalitesini Nasıl Etkiler?
Önemli çıkarım: Küçük özellik düzeni, MIM kalıplama ve üretiminde destek kalitesini, çapak riskini ve boyutsal kararlılığı doğrudan etkiler.
Açık delikler genellikle zor kör delik düzenlerinden daha kararlıdır. Deliklerin etrafındaki ince duvarlar yerel kırılganlığı artırır. Sıkışık özellikler zayıf bölgeler oluşturur ve sinterleme sonrası şeklin tutarlı bir şekilde korunmasını zorlaştırır.
Bu nedenle delik ve yuva tasarımı, kalıp konsepti sabitlendikten sonra değil, erken aşamada incelenmelidir. Küçük bir CAD detayı gibi görünen şey, seri üretimde tekrarlayan bir kalite sorununa dönüşebilir.
Pratik tasarım değerlendirmesi: bir özellik çok ince duvarlar bırakıyorsa, zayıf bir çekirdek pimi koşuluna neden oluyorsa veya birkaç detayı tek bir yerel bölgeye sıkıştırıyorsa, bu sadece bir geometri özelliği değil, kalite riski taşıyan bir özellik olarak ele alınmalıdır.
3. Uzun Açıklıklar ve Konsol Benzeri Şekiller Genellikle Sonradan Değil, Daha Sonra Bozulur
Bazı MIM parçaları sessizce başarısız olur. İyi kalıplanır, kabul edilebilir görünür ve ancak bağlayıcı giderme veya sinterleme sırasında, geometrinin duracak sağlam bir yeri olmadığı için hareket etmeye başlar. Uzun açıklıklar, ince kollar, hassas çıkıntılar ve konsol benzeri bölümler yaygın örneklerdir.
Bir parçanın termal aşamalar boyunca desteklenmesi zorsa, tasarım zaten kaliteye duyarlıdır. Bu durumda, bozulma sadece bir fırın sorunu değildir. Önce bir geometri sorunudur ve termal süreç bunu sadece ortaya çıkarır. Bu aşamaları daha ayrıntılı açıklamak isterseniz, bu tartışma ayrı bir makaleye aittir:
MIM'de bağlayıcı giderme ve sinterleme.
MIMA'nın resmi
Süreç Genel Bakış: MIM
burada ayrıca termal aşama davranışının parça geometrisinden ayrılamayacağını açıklamaya yardımcı olduğu için de faydalıdır.
Şekil 4. Uzun Açıklıklar ve Konsollar Neden Bağlayıcı Giderme ve Sinterleme Sırasında Bozulur
Önemli çıkarım: Kararlı bir destek mantığından yoksun bir geometrinin, termal işlem sırasında sarkma veya kayma olasılığı çok daha yüksektir.
Zayıf versiyon, şekli düz tutmak için sürece çok fazla güvenir. Daha güçlü versiyon, parçaya daha iyi bir destek duruşu kazandırır ve bu da genellikle ince süreç ayarlamaları başlamadan önce şekil korumasını iyileştirir.
Bu, MIM'de en çok gözden kaçan tasarım-kalite bağlantılarından biridir. Bağlayıcı giderme ve sinterleme yoluyla desteklenmesi daha kolay olan bir parçanın tolerans dahilinde tutulması da genellikle daha kolaydır.
4. Yolluk Konumu ve Ayırma Hattı Stratejisi Sona Bırakılmamalıdır
Yolluk konumu ve ayırma hattı planlaması asla kalıp incelemesine kadar bekletilmemelidir. Geometri çok erken dondurulursa, kalıp ekibi genellikle çalışabilir ancak iyi olmayan yolluk pozisyonlarına veya ayırma hattı yerleşimlerine zorlanır. Bu genellikle daha az kararlı dolum, daha yüksek kozmetik risk veya temiz kalması gereken yüzeylerde iz ve çapak oluşumu anlamına gelir.
Başka bir deyişle, tekrarlayan yolluk veya iz sorunlarının çoğu sadece kalıplama sorunları değildir. Genellikle kalıp incelemesi başlamadan önce geometriye dondurulurlar. Bu nedenle tasarım ekipleri, parçanın zaten “bittiğini” düşünmeden önce kalıplama mantığını düşünmelidir.”
MIMA'nın
MIM ile Karmaşık Tasarımlar
Bu sayfa, birçok ekibin geç öğrendiği bir noktayı pekiştirdiği için faydalı bir arka plan sağlar: daha fazla şekil karmaşıklığı mümkün olabilir, ancak aynı zamanda kalıp gereksinimlerini, başlangıç çalışmalarını ve riski de değiştirir.
Şekil 5. MIM Parça Tasarımında Yolluk Konumu ve Ayırma Hattı Stratejisi
Önemli çıkarım: Kötü yolluk ve ayırma hattı seçimleri, çalışılabilir bir geometriyi tekrarlayan kalite sorununa dönüştürebilir.
Kötü yolluk mantığı, uzun kararsız akış yolları veya kritik alanlarda dolum dengesizliği yaratabilir. Kötü ayırma hattı yerleşimi, sızdırmazlık, estetik veya montaj yüzeylerinde çapak veya iz bırakabilir. Her iki sorunu da erken önlemek, sonradan mücadele etmekten daha kolaydır.
Bu nedenle yolluk ve ayırma hattı düşüncesi tasarım incelemesine aittir, tasarım incelemesinden sonra değil.
5. Kırılgan Detaylar Marjı Azaltır ve Hurda Riskini Artırır
Birçok tekrarlayan MIM kalite sorunu, tek bir dramatik hatadan kaynaklanmaz. Daha sık olarak, daha küçük riskli detayların birikmesinden gelir: keskin köşeler, ince desteksiz çıkıntılar, dar yerel duvarlar, hassas çıkıntılar, gereksiz alttan kesikler, aşırı detaylı özellikler veya prosesi işlevin gerçekten gerektirdiğinden daha fazla zorlayan net şekilli detaylar.
Bu detaylar teknik olarak hala mümkün olabilir, ancak “mümkün” ile “üretimde sağlam” aynı şey değildir. Bir tasarım kırılgan geometriye doğru ilerledikçe, dar proses pencerelerine daha fazla güvenir ve istikrarlı çıktı için daha az marj bırakır.
Şekil 6. Kırılgan Geometriden Sağlam MIM Tasarımına
Önemli çıkarım: Birçok MIM kalite sorunu, teknik olarak mümkün ancak üretim açısından sağlam olmayan detay tasarımlarından kaynaklanır.
Daha güçlü tasarım genellikle en çok detaya sahip olan değil, gerekli işlevi korurken önlenebilir kırılganlıkları ortadan kaldırandır. Gerçek projelerde, yarıçap eklemek, desteği iyileştirmek veya yerel bir özelliği basitleştirmek gibi küçük geometri değişiklikleri, uzun bir proses ayarlama listesinden daha fazla verim sağlar.
Bu makalenin savunduğu mühendislik zihniyeti budur: geometriyi, sadece çizimde nasıl göründüğüne değil, üretimde ne kadar iyi hayatta kaldığına göre değerlendirin.
Keskin köşeler, bağlayıcı giderme ve sinterleme sırasında yerel gerilim konsantrasyonunu artırabilir.
İnce desteksiz nervürler, hem dolum kararsızlığına hem de sinterleme sonrası distorsiyon riskine neden olabilir.
Dar yerel yuvalar, işlevi iyileştirdiklerinden daha fazla proses marjını azaltabilir.
Bazı net şekil hassas detayları, ikincil bitirme işlemleriyle daha iyi ele alınır.
6. Tolerans Stratejisi, Geometri Aksi Halde İyi Olduğunda Bile Verimi Düşürebilir
MIM verimini düşürmenin en hızlı yollarından biri, her şeye sıkı toleranslar uygulamaktır. Her özellik aynı düzeyde kontrole ihtiyaç duymaz ve tüm çizimi tamamen işlenmiş bir parça gibi ele almak genellikle gereksiz reddedilme baskısı yaratır.
İyi MIM çizimleri, kritik özellikleri referans geometriden ayırır. Bir boyut montaj, sızdırmazlık, hareket, hizalama veya sonraki uyumu etkiliyorsa, daha sıkı bir kontrole ihtiyaç duyar. Etkilemiyorsa, aynı tolerans seviyesini tüm parça boyunca zorlamak genellikle maliyeti artırır ve proses marjını azaltır, bileşenin gerçek işlevini iyileştirmeden.
Bu noktada ayrı bir makale olan
MIM toleransları ve ikincil işlemler
faydalıdır, çünkü bazı boyutlar sinterlenmiş halde kontrole aitken, diğerleri boyutlandırma, işleme veya başka bir sonraki adımla daha iyi yönetilir. Tartışma geometriden alaşım kapasitesine ve malzeme özellik beklentilerine kayarsa, bu ayrı bir
MIM malzeme seçimi
makalesine aittir.
Resmi malzeme kıyaslamaları için MPIF'in bildirisi
Standart 35-MIM
önemli bir endüstri referansı olmaya devam ediyor.
Basit kural: çizim her özelliği kritik hale getiriyorsa, çizimin kendisi kalite sorununun bir parçası haline gelir.
İkinci bir kural da en az onun kadar önemlidir: net şekilde üretilebilen her özellik net şekilde bırakılmamalıdır. Bazı yüzeyler, dişler, geçmeler ve hizalama özellikleri, her yerde tam sinterlenmiş hassasiyeti zorlamaktansa, seçici ikincil işlemlerle daha iyi korunur.
7. Tasarım En Yaygın MIM Kusurlarını Nasıl Etkiler
Eğrilme ve distorsiyon
Eğrilme, parça geometrisinin eşit şekilde büzülmediğinin en açık işaretlerinden biridir. Bunun nedeni genellikle sadece fırın ayarı veya taşıma değildir. Düzensiz et kalınlığı, uzun desteksiz açıklıklar, asimetrik özellik yüklemesi veya parça boyunca farklı yoğunlaşma davranışının birleşimidir.
Bağlayıcı giderme veya sinterleme sonrası çatlaklar
Çatlaklar genellikle gerilim yığılmasına, zayıf geçişlere, sıkışmış bağlayıcı giderme sorunlarına veya kesit desteğine göre çok agresif bir geometriye işaret eder. Çatlaklar tekrar tekrar nervürler, köşeler, delik kenarları veya kalından inceye geçişlerin yakınında ortaya çıkıyorsa, şeklin kendisi genellikle hata mekanizmasının bir parçasıdır.
Eksik dolum, birleşme hatları ve tam dolmama
Bazı parça tasarımları doğal olarak diğerlerine göre daha az dolum dostudur. Uzun ince akış yolları, izole çıkıntılar, ani kesit değişiklikleri ve dar uzak özelliklerin tümü, eksik dolum ve birleşme hattı zayıflığı riskini artırır. Bunlar kalıplamada erken ortaya çıkabilir, ancak temel hassasiyetleri hala geometriye güçlü bir şekilde bağlıdır.
Gözeneklilik, yoğunluk değişimi ve yerel zayıflık
MIM parçalarının yüksek yoğunluğa yaklaşması beklenir, ancak tasarım bu yoğunluğun ne kadar eşit geliştiğini hala etkiler. Bir bölge diğerinden farklı şekilde bağlayıcı giderir veya yoğunlaşırsa, dışarıdan kabul edilebilir görünse bile yerel yoğunluk farklılıkları kalabilir. Bu, mukavemet, sertlik, işleme tepkisi, manyetik davranış veya kaplama tutarlılığı homojen iç yapıya bağlı olduğunda bir kalite sorunu haline gelir.
Deneme parçaları ile seri üretim arasındaki boyutsal sapma
Bir parça deneme üretimlerini geçse bile, geometrisi yalnızca marjinal olarak kararlıysa daha sonra üretimde sapma gösterebilir. Yeni kalıp, dikkatle izlenen proses pencereleri ve düşük hacimli deneme koşulları, fırın yükü değiştiğinde, kalıp aşındığında veya üretim normale döndüğünde daha az tekrarlanabilir hale gelen bir tasarımı gizleyebilir.
Bu makaleyi bir sorun giderme kümesine bağlamak istiyorsanız, okuyucuları aşağıdaki konudaki ayrı bir sayfaya yönlendirmek için de doğru yerdesiniz:
yaygın MIM kusurları,
görünür kusur semptomlarının olası tasarım ve proses nedenleriyle eşleştirilebildiği yer.
8. MIM'in Doğru Proses Olduğu ve Başka Bir Prosesin Daha Güvenli Olduğu Durumlar
İyi MIM adayları
İyi MIM parçaları genellikle küçük, işlev açısından zengin ve net şekle yakın üretimden faydalanacak kadar karmaşık, ancak yine de tekrarlanabilir bir şekilde doldurma, bağlayıcı giderme ve büzülme için yeterince geometrik olarak dengelidir. Talaşlı imalatı azaltır, montaj sayısını azaltır veya kararsız geometriye bağlı kalmadan malzeme verimliliğini artırır.
CNC, talaşlı imalat, damgalama veya basınçlı dökümde kalması gereken parçalar
Bazı parçalar, geometrileri veya tolerans yükleri MIM'in doğal güçlü yönleriyle çelişiyorsa başka bir proseste kalmalıdır. Çok açık kesitli parçalar, kritik hassasiyete göre büyük boyutlu parçalar veya sinterleme sonrası birçok referans-kritik işlenmiş yüzeye dayanan parçalar, talaşlı imalat, damgalama veya başka bir şekillendirme yönteminde daha güvenli olabilir.
MIM'in yanlış geometri için seçilmesinden kaynaklanan maliyet hataları
En yaygın maliyet hatası, parçanın küçük ve karmaşık görünmesi nedeniyle MIM'i onaylamak, ancak geometrinin seri üretimde kaliteyi gerçekten koruyup koruyamayacağını kontrol etmemektir. Bu olduğunda, proje genellikle iki kez ödeme yapar: bir kez kalıp takımı için ve bir kez de DFM incelemesi sırasında tahmin edilmesi gereken verim kaybı, yeniden tasarım, ekstra inceleme veya ikincil düzeltme yoluyla.
Karar Alanı
MIM Genellikle İyi Uyar
MIM Dikkat Gerektirir
Başka Bir Süreç Daha İyi Olabilir
Geometri karmaşıklığı
Dengeli kesitlerle yüksek karmaşıklık
Kararsız büzülme bölgeleriyle birleşmiş karmaşıklık
Çok sıkı işlenmiş hassasiyet gerektiren basit geometri
Parça boyutu
Küçük ila orta-küçük bileşenler
Uzun desteksiz bölgelere sahip daha büyük parçalar
MIM için düşük şekil verimliliğine sahip büyük parçalar
Kritik toleranslar
Stabil bölgelerde seçici kritik boyutlar
Distorsiyona yatkın geometride birden fazla kritik boyut
Talaşlı imalatla daha iyi kontrol edilen çok sayıda sıkı tolerans
İkincil işlemler
Sınırlı ve stratejik
Artan sayıda düzeltici işlem
Aşağı yönlü talaşlı imalata ağır bağımlılık
9. Pilot Üretim Öncesinde Kalite ve Tedarik Ekiplerinin Doğrulaması Gerekenler
Daha sıkı inceleme gerektiren kritik çizim özellikleri
QA ve tedarik ekipleri, bir MIM çizimini genel bir metal parça çizimi gibi incelememelidir. Hangi boyutların sinterleme büzülmesine duyarlı olduğunu, hangi özelliklerin bozulmaya yatkın olduğunu, hangi yüzeylerin işlevsel olarak önemli olduğunu ve hangi özelliklerin yalnızca nominal malzeme sınıfından varsayılmak yerine sinterleme sonrası kontrol edilmesi gerektiğini belirlemelidirler.
Sinterleme sonrası hangi boyutlar kontrol edilmelidir
Sinterleme sonrası muayene, öncelikle büzülme, eğrilme ve geometrik dengesizliğe en duyarlı boyutlara odaklanmalıdır. Düzlük, delik konumu, özellikler arası hizalama, duvar simetrisi ve ağır-hafif geçişlerinin yakınındaki boyutlar, genellikle basit dış boyuttan daha fazla dikkat gerektirir.
Yalnızca numune aşamasında çalışan bir tasarımı onaylamaktan nasıl kaçınılır
Numune onayı, parçanın üretim kararlılığı açısından incelenmemişse yeterli değildir. Bir parça, kalıp yeni olduğu, proses penceresi sıkı bir şekilde izlendiği ve fırın yüklemesi dikkatlice kontrol edildiği için ilk denemeleri geçebilir. Asıl onay sorusu, geometrinin normal üretim varyasyonu altında kararlı kalıp kalamayacağıdır.
Mühendislik hatırlatması: kesin güvenli sınırlar yine de malzeme sistemine, besleme stoğu davranışına, bağlayıcı giderme yoluna, sinterleme döngüsüne, parça boyutuna ve destek yöntemine bağlıdır. Tasarım kararları her zaman DFM incelemesi ve gerçek üretim denemeleri ile doğrulanmalıdır.
10. MIM Parça Kalitesi için Pratik Bir Tasarım İnceleme Kontrol Listesi
Bir parçayı kalıplama için serbest bırakmadan önce, inceleme son derece pratik kalmalıdır. Yalnızca parçanın kalıplanıp kalıplanamayacağını sormayın. Kalıplanıp kalıplanamayacağını, bağlayıcısının giderilip giderilemeyeceğini, sinterlenip sinterlenemeyeceğini, ölçülüp ölçülemeyeceğini ve geometriyle sürekli mücadele etmeden tekrarlanıp tekrarlanamayacağını sorun.
Duvar kalınlığı makul ölçüde dengeli mi, yoksa en azından kademeli olarak geçiş yapılmış mı?
Ağır kesitler, kor, kaburga veya daha iyi kesit düzeni ile azaltılmış mı?
Delikler ve yuvalar yeterli duvar desteği ve kenar mesafesi ile konumlandırılmış mı?
Parça, bağlayıcı giderme ve sinterleme için kararlı bir destek mantığına sahip mi?
Keskin köşeler, ince çıkıntılar ve kırılgan yerel detaylar yumuşatıldı mı veya yeniden tasarlandı mı?
Geometri sabitlenmeden önce besleme yönü (gate direction) dikkate alındı mı?
Ayırma çizgisi (parting line) kritik fonksiyonel veya kozmetik yüzeylerden uzak tutulabiliyor mu?
Alttan kesikler (undercuts) ve gizli karmaşıklık gerçekten gerekli mi?
En sıkı toleranslar yalnızca gerçekten kritik özelliklerle mi sınırlandırıldı?
Net şekilli (net-shape) herhangi bir özellik, kontrollü bir ikincil operasyona dönüştürülmeli mi?
İçerik kümeniz bir sorun giderme sayfası da içeriyorsa, bu kontrol listesi okuyucuları yönlendirmek için iyi bir noktadır,
yaygın MIM kusurları
böylece görünür kusur belirtilerini yukarı akış tasarım nedenleriyle karşılaştırabilirler.
Sonuç
MIM'de parça kalitesi erken aşamada şekillenir. Dengesiz kesitler, zayıf destek mantığı, riskli delik düzeni, kötü besleme planlaması, kırılgan detaylar ve gerçekçi olmayan tolerans stratejisi, parçayı distorsiyon, çatlama, çapak, yoğunluk tutarsızlığı, boyutsal sapma veya düşük verime iter. Bu sorunlar daha sonra kalıplama, bağlayıcı giderme, sinterleme veya muayenede ortaya çıkabilir, ancak genellikle çok daha erken, tasarım aşamasında başlar.
En iyi MIM parçaları sadece bir kez kalıplanabilen parçalar değildir. Temiz doldurulacak, taşımaya dayanacak, güvenli bağlayıcı giderecek, eşit büzülecek ve gerçek üretimde daha az düzeltme ile işlevini koruyacak şekilde tasarlanan parçalardır. Parça tasarımı ile parça kalitesi arasındaki gerçek bağlantı budur.
Referans Temeli
Bu makale pratik bir mühendislik sayfası olarak yazılmıştır, ancak temel mantık, desteklenmeyen genel iddialar yerine yerleşik endüstri referanslarıyla uyumludur.
MIM'de Parça Tasarımının Parça Kalitesini Nasıl Etkilediği Hakkında SSS
Bu sorular, metal enjeksiyon kalıplamada parça tasarım kararlarından kaynaklanan en yaygın kalite sorunlarını, genel teoriden ziyade gerçek üretim riskine odaklanarak ele alır.
MIM'de tasarımla ilgili en yaygın kalite riskleri; eşit olmayan et kalınlığı, ani kesit değişiklikleri, ince desteksiz özellikler, kötü konumlandırılmış delikler veya yuvalar, uzun desteksiz açıklıklar, kırılgan kenarlar ve gerçekçi olmayan tolerans şemalarıdır. Bu özellikler parçanın tutarlı bir şekilde doldurulmasını, bağlayıcı giderme ve sinterleme sırasında desteklenmesini ve üretim boyunca boyutsal olarak kararlı kalmasını zorlaştırır. Birçok projede, eğrilme, çatlama, çapak veya boyutsal sapma gibi görünür kalite sorunları, bu tasarım kararlarından birine veya birkaçına dayandırılabilir.
Eşit olmayan et kalınlığı, düzgün olmayan kütle dağılımı oluşturur. MIM'de bu, parçanın sinterleme sırasında nasıl büzüldüğünü etkiler. Bir alan diğerinden çok daha ağırsa, parçanın eşit olmayan şekilde büzülme olasılığı artar, bu da eğrilme ve boyutsal kararsızlık riskini yükseltir. Kalından inceye geçişler ayrıca besleme stoğu akışını daha az dengeli hale getirebilir ve iç gerilim konsantrasyonunu artırabilir. Daha düzgün bir kesit profili genellikle daha iyi şekil koruma ve daha kararlı üretim kalitesi sağlar.
Her zaman değil. İnce duvarlar MIM'de uygulanabilir olabilir, ancak zayıf destek, uzun açıklıklar, keskin geçişler veya yakındaki ağır kesitlerle birleştiklerinde riskli hale gelirler. Sorun, inceliğin kendisi değildir. Asıl mesele, özelliğin kalıplama, taşıma, bağlayıcı giderme ve sinterleme boyunca sağlam kalıp kalmadığıdır. Kısa, destekli ve iyi dengelenmiş ince bir özellik, genellikle uzun, açıkta kalan ve dengesiz çevre geometrisine bağlı ince bir özellikten çok daha güvenlidir.
MIM'de delikler ve yuvalar sadece basit çizim özellikleri değildir. Genellikle maça pimlerine, sızdırmazlık koşullarına ve yerel duvar desteğine bağlıdırlar. Çevreleyen duvar çok inceyse, özellik çok derinse veya kenar mesafesi çok küçükse, alan çapak, yerel deformasyon veya boyutsal sapmaya karşı daha hassas hale gelir. Küçük özellikler başarıyla yapılabilir, ancak yerleşimleri yalnızca bir geometri sorunu olarak değil, bir kalite sorunu olarak incelenmelidir.
Bir parça kalıplamadan sonra kabul edilebilir görünebilir, ancak geometrisi bağlayıcı giderme ve sinterleme yoluyla desteklenmesi zorsa daha sonra deforme olabilir. Uzun düz açıklıklar, konsol benzeri formlar, ince kollar ve kararsız destek yüzeyleri yaygın örneklerdir. Termal işlem sırasında parça artık tamamen rijit işlenmiş bir bileşen gibi davranmaz. Tasarım yapısal denge veya desteğe uygun geometriden yoksunsa, bu aşamada genellikle distorsiyon ortaya çıkar. Bu nedenle bazı MIM kalite sorunları ilk olarak sinterlemede görülse de asıl neden tasarımdadır.
Evet. Yolluk konumu, besleme stoğunun boşluğa nasıl girdiğini ve doldurduğunu etkiler; bu da akış dengesini ve yerel özelliklerin dolumunu etkileyebilir. Ayırma hattı konumu, çapak izlerinin ve çapakların en olası görüneceği yerleri belirler. Tasarım kararları yalnızca kötü yolluk seçenekleri bırakıyorsa veya ayırma hattını önemli yüzeylerin üzerinden geçmeye zorluyorsa, parçanın görsel ve boyutsal olarak kontrolü zorlaşır. Bunlar, yalnızca kalıp konsepti kesinleştikten sonra değil, parça tasarımı sırasında dikkate alınmalıdır.
Hayır. Çizimde aşırı sıkı tolerans vermek, parça süreç kararlı olsa bile verimi düşürebilir. MIM'de her özellik eşit derecede kritik olarak ele alınmamalıdır. En etkili yaklaşım, yalnızca işlevin gerçekten gerektirdiği yerlerde, örneğin montaj arayüzleri, sızdırmazlık özellikleri veya hizalama ile ilgili boyutlarda daha sıkı kontrol uygulamaktır. Çok fazla özellik gereksiz yere sıkı toleranslarla tutulursa, reddedilme oranları artar ve çizimin kendisi üretim kararlılığına karşı çalışmaya başlar.
Parça, geometriye bağlanabilen tekrarlayan distorsiyon, çatlama, çapak veya zayıf boyutsal tutarlılık gösterdiğinde yeniden tasarım düşünülmelidir. Proses ayarı yardımcı olabilir, ancak dengesiz et kalınlığı, kırılgan detaylar, zayıf destek mantığı veya gerçekçi olmayan tolerans stratejisini tam olarak telafi edemez. Aynı kalite sorunu, özellikle birden fazla parti boyunca tekrarlıyorsa, sorunun her zaman atölyede çözülebileceğini varsaymak yerine önce tasarım gözden geçirilmelidir.
En iyi yaklaşım, erken bir MIM odaklı DFM incelemesidir. Takım imalatına geçilmeden önce ekip; et kalınlığı dengesi, yerel kütle yoğunlaşması, delik ve yuva yerleşimi, bağlayıcı giderme ve sinterleme sırasındaki destek koşulları, yolluk yönü, ayırma hattı konumu, kırılgan detaylar ve tolerans önceliklerini kontrol etmelidir. Bu sorunları kalıp tasarımı başlamadan önce yakalamak, parça üretime girdikten sonra düzeltmekten çok daha etkilidir.
Evet. Bu, erken aşama geliştirmede yaygın bir hatadır. Bir parça teknik olarak bir kez kalıplanabilir olabilir, ancak düşük proses marjı, kararsız sinterleme büzülmesi davranışı, sinterleme sırasında zayıf yapısal destek veya aşırı tolerans baskısı varsa yine de kötü bir MIM tasarımıdır. İyi bir MIM tasarımı yalnızca bir şeklin yapılıp yapılamayacağıyla ilgili değildir. Tekrarlanabilir şekilde, istikrarlı kalite ve kabul edilebilir verimle üretilip üretilemeyeceğiyle ilgilidir.