دليل اختيار تطبيقات MIM: كيف تقرر ما إذا كانت القولبة بالحقن المعدني مناسبة لقطعتك
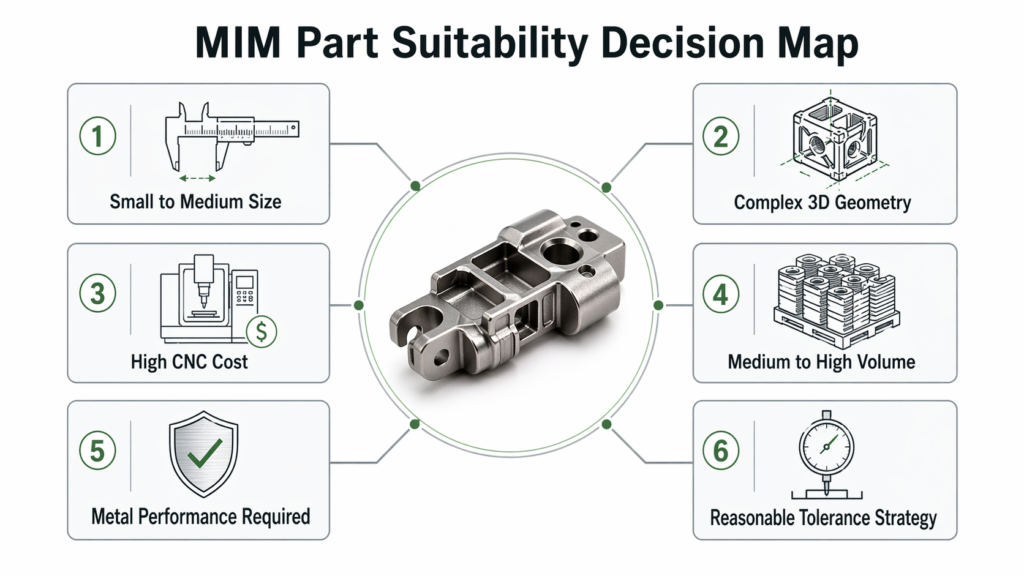
القولبة بالحقن المعدني مناسبة عندما يكون الجزء المعدني صغيرًا، ويصعب تشغيله بكفاءة، ومستقرًا في حجم الإنتاج، ومتوافقًا مع إزالة المادة الرابطة، والتلبيد، والتحكم في الانكماش، والعمليات الثانوية. التطبيق الجيد لـ MIM ليس مجرد جزء معدني معقد. يجب أن يتناسب مع نافذة العملية من حيث الحجم، وسُمك الجدار، والتسامح، والمادة، وتشطيب السطح، والقوة، ...
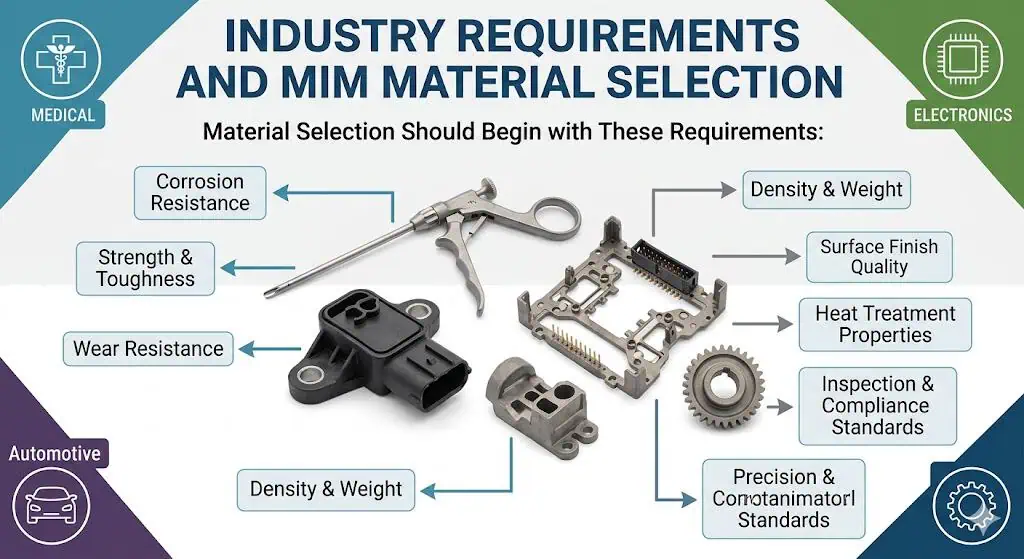
القولبة بالحقن المعدني مناسبة عندما يكون الجزء المعدني صغيرًا، ويصعب تشغيله بكفاءة، ومستقرًا في حجم الإنتاج، ومتوافقًا مع إزالة المادة الرابطة، والتلبيد، والتحكم في الانكماش، والعمليات الثانوية. التطبيق الجيد لـ MIM ليس مجرد جزء معدني معقد. يجب أن يتناسب مع نافذة العملية من حيث الحجم، وسُمك الجدار، والتسامح، والمادة، وتشطيب السطح، والقوة، وطريقة الفحص، وتكلفة القالب. غالبًا ما تُستخدم أجزاء MIM في الأجهزة الطبية، وآليات السيارات، ومكونات الإلكترونيات، والأقفال، والأجهزة القابلة للارتداء، والتروس الصغيرة، ومكونات الأدوات، والأجهزة الدقيقة، ولكن للعملية حدود واضحة. الأجزاء الكبيرة، والأجزاء المسطحة الطويلة، والزوايا الداخلية الحادة، والتغيرات المفاجئة في الجدار، والأسطح ذات التشطيب المرآوي، والميزات المرجعية فائقة الدقة قد تتطلب إعادة تصميم، أو تشغيل، أو تحجيم، أو تلميع، أو عملية تصنيع أخرى. يشرح دليل اختيار تطبيق MIM هذا متى تستخدم MIM، ومتى لا تستخدم MIM، وكيفية مقارنة MIM مع CNC و MIM مع PM، وما يجب التحقق منه قبل أخذ العينات والإنتاج الضخم.
يجب أن يأخذ اختيار MIM في الاعتبار حجم الجزء، والهندسة، والمادة، والتسامح، وتشطيب السطح، والحجم، والعمليات الثانوية.
لماذا يهم اختيار تطبيق MIM
عادةً لا يفشل قرار MIM السيئ في مرحلة عرض السعر. بل يفشل لاحقًا أثناء القولبة، أو الحقن، أو إزالة المادة الرابطة، أو التلبيد، أو المعالجة الحرارية، أو التلميع، أو الطلاء، أو طلاء PVD، أو التجميع، أو فحص الإنتاج الضخم. لهذا السبب يجب التعامل مع اختيار تطبيق MIM كقرار هندسي، وليس مجرد مقارنة شرائية.
يجب اختيار MIM فقط بعد مراجعة مسار التصنيع الكامل: مسحوق المعدن والمادة الرابطة، واستقرار مادة التغذية، وتدفق القالب، وموقع البوابة، وخطر إزالة المادة الرابطة، وانكماش التلبيد، والكثافة والمسامية، والاستقرار البعدي، والمعالجة الحرارية، والتشغيل بعد التلبيد، والتلميع، والطلاء، وPVD، والسفع، والتخميل، والفحص، واتساق الدفعات.
ASTM B883 ذو صلة بتحديد مواصفات مواد MIM الحديدية لأنه يغطي المواد الحديدية المقولبة بالحقن المعدني المصنعة عن طريق خلط المساحيق المعدنية الأولية أو المخلوطة مسبقًا مع مواد رابطة، وحقنها في قالب، وإزالة المادة الرابطة، والتلبيد مع أو بدون معالجة حرارية لاحقة. يؤثر هذا على قرارات المستخدمين لأنه يمنح المهندسين والمشترين مرجعًا لمواصفات المواد بدلاً من الاعتماد فقط على كلام المورد.
معيار MPIF 35-MIM ذو صلة عندما يحتاج المهندسون والمشترون إلى مرجع مادي مشترك لأجزاء القولبة بالحقن المعدني. يساعد في تقليل الغموض أثناء طلب عرض السعر، وأخذ العينات، ومراجعة الرسم، والموافقة على المواد، وقبول الإنتاج. لا يحل محل التسامحات الخاصة بالرسم، أو الاختبار الوظيفي، أو التحقق من الكثافة، أو التحقق من الإنتاج.
لفهم أوسع للعملية، يشرح نظرة عامة على عملية جمعية القولبة بالحقن المعدني تحضير مادة التغذية، والقولبة، وإزالة المادة الرابطة، والتعامل مع الجزء البني، والتلبيد، والانكماش، والكثافة، والعمليات الثانوية. يشرح صفحة الاتحاد الأوروبي لمساحيق المعادن حول MIM يشرح MIM كعملية تعدين مساحيق للأجزاء الصغيرة الدقيقة والأجزاء ذات الأشكال المعقدة. هذه المراجع مفيدة كخلفية، لكن اختيار التطبيق النهائي لا يزال يعتمد على هندسة الجزء، المادة، التفاوتات، تشطيب السطح، وحجم الإنتاج.
بطاقة تقييم سريعة لاختيار تطبيقات MIM
استخدم بطاقة التقييم هذه قبل إرسال طلب عرض أسعار. إذا وقعت عدة عناصر في عمود المخاطر، فقد يكون الجزء ممكنًا، لكنه يحتاج إلى إعادة تصميم، عمليات ثانوية، تحقق أكثر صرامة، أو عملية أخرى.
مراجعة عملية لملاءمة MIM تساعد في تحديد مخاطر التصميم، المادة، التفاوتات، التكلفة، والإنتاج قبل التصنيع.
عامل الاختيار
مناسب لتقنية MIM
خطر على MIM
إجراء هندسي
حجم القطعة
جزء معدني صغير بهندسة مدمجة
جزء كبير أو ثقيل
مراجعة وقت إزالة المادة الرابطة، تحميل الفرن، دعم القاعدة، وخطر التشوه
الهندسة
تفاصيل دقيقة، نتوءات، فتحات، تجاويف سفلية، ميزات متعددة الوجوه
شكل مسطح طويل، أذرع رفيعة غير مدعومة، فتحات عميقة غير نافذة
إضافة أضلاع، موازنة سمك الجدار، تقليل الامتدادات غير المدعومة، النظر في التشغيل الميكانيكي
الحجم
حجم إنتاج متوسط إلى مرتفع
حجم منخفض جدًا أو تغييرات متكررة في التصميم
استخدم التصنيع باستخدام الحاسب الآلي أو التصنيع الإضافي أولاً؛ انتقل إلى MIM بعد استقرار الطلب
سمك الجدار
أقسام متوازنة مع انتقالات سلسة
انتقالات مفاجئة من السميك إلى الرقيق
إعادة تصميم الانتقالات، تفريغ الأقسام السميكة، إضافة أنصاف أقطار
التسامح
تفاوتات عامة للقولبة بالإضافة إلى تشغيل ميكانيكي انتقائي
تفاوتات فائقة الضيق حاسمة في كل مكان
تحديد الميزات المشكّلة ومناطق التحجيم والمقاييس الوظيفية
حالة ما بعد التلبيد، أو المنفوش، أو المصقول، أو المُمتَل، أو المُطلى، أو المطلي بالـ PVD مع معايير واضحة
سطح تجميلي مرآة بدون قبول للمسامية أو سماحية الصقل
تحديد المناطق التجميلية ومسار الصقل وقبول المسامية وفحص الطلاء
الوظيفة
التآكل، الصدأ، التجميع، العزم، القفل، الآلية الصغيرة
إجهاد حرج للسلامة دون التحقق
يتطلب اختبار الكثافة والصلادة والميكانيكية واختبار الإجهاد وخطة تأهيل
التكلفة
يمكن استهلاك تكلفة القالب على حجم الإنتاج
طلب سنوي منخفض أو نموذج أولي فقط
نموذج أولي باستخدام CNC أولاً، ثم التحويل إلى MIM إذا زاد الحجم
متى يجب استخدام MIM
عادةً ما يكون MIM جديرًا بالاعتبار عندما يكون الجزء صغيرًا، مصنوعًا من المعدن، مكلفًا في التشغيل الآلي، ومطلوبًا بحجم إنتاج متكرر. يصبح أكثر جاذبية عندما يحتوي الجزء على ثقوب متعددة، أو نتوءات، أو فتحات، أو أشكال داخلية، أو تجاويف سفلية، أو ميزات ميكانيكية صغيرة، أو متطلبات مواد صعبة التشغيل الآلي.
عادةً ما يستوفي مرشح MIM الجيد عدة شروط. يمكن أن يبرر الحجم السنوي تكلفة قالب الأداة. المادة متاحة كمادة MIM مثبتة. يسمح الرسم بتفاوتات قولبة واقعية. فقط الميزات الحرجة المحددة تحتاج إلى تشغيل آلي بعد التلبيد. يتم تحديد متطلبات تشطيب السطح قبل القولبة. يمكن التحقق من وظيفة التجميع بواسطة المقاييس أو الاختبار الوظيفي. يمكن للمورد التحكم في إزالة المادة الرابطة، وانكماش التلبيد، والكثافة، وثباتية الدفعة.
يكون MIM في أقوى حالاته عندما يقلل من التشغيل الآلي غير الضروري ولكنه يسمح بالتشغيل الآلي حيث تحتاج الوظيفة إليه حقًا. لا يحاول مشروع MIM الناضج قولبة كل ميزة بدقة نهائية. إنه يفصل الهندسة شبه النهائية عن الأسطح الوظيفية، والأسطح المرجعية، والمناطق التجميلية، والأبعاد الحرجة للفحص.
متى لا يُستخدم MIM
MIM ليس الخيار الأفضل عندما تكون مخاطر العملية أعلى من الفائدة. غالبًا ما يظهر ذلك عندما يكون الجزء كبيرًا جدًا، أو مسطحًا جدًا، أو جماليًا جدًا، أو شديد الحساسية للتسامحات، أو ذو حجم سنوي منخفض جدًا. كما تشير EPMA إلى أنه عندما يمكن تصنيع الشكل بالضغط والتلبيد التقليديين، فقد يكون MIM في كثير من الحالات مكلفًا جدًا؛ ولهذا السبب يجب أن يبدأ اختيار العملية من الهندسة والكمية والوظيفة بدلاً من افتراض أن MIM دائمًا أفضل.
متى لا يُستخدم MIM
لماذا يسبب مشاكل
الخيار الأفضل
مشروع ذو حجم سنوي منخفض جدًا
لا يمكن توزيع تكلفة القالب على عدد كافٍ من الأجزاء
التصنيع باستخدام الحاسب الآلي، التصنيع النموذجي، التصنيع المضاف
جزء معدني كبير
يصبح وقت إزالة المادة الرابطة، ودعم الفرن، وتشوه التلبيد صعبًا
الصب، التشكيل، التصنيع باستخدام الحاسب الآلي، تعدين المساحيق، التصنيع
جزء مسطح طويل
خطر انحناء عالي أثناء إزالة المادة الرابطة والتلبيد
الكبس، التحكم الرقمي، إعادة التصميم، أو عملية التحجيم
الزوايا الداخلية الحادة
زيادة تركيز الإجهاد، خطر الملء، وخطر التشقق
إضافة أنصاف أقطار أو إعادة تصميم الهندسة
الفتحات العمياء العميقة
يمكن أن يكون ملء مادة التغذية، إزالة المادة الرابطة، وتعبئة المسحوق غير مستقر
تشغيل الثقب بعد التلبيد أو إعادة تصميم الميزة
بروز محلي سميك جدًا
زيادة خطر الانكماش التفاضلي والمسامية الداخلية
تفريغ التجويف، تقليل الكتلة، موازنة سمك الجدار
سطح مرآة بدون سماح
قد يكشف الصقل عن مسام أو خطوط فراق أو علامات بوابة
CNC من مادة مشغولة أو تحديد مسار تشطيب MIM محكوم
جميع الأبعاد ضيقة
تغير انكماش التلبيد يجعل التحكم المباشر صعباً
MIM بالإضافة إلى التشغيل الآلي أو التحجيم أو التجليخ أو التشغيل باستخدام CNC
جدول اختيار العملية: MIM مقابل CNC مقابل PM
عادةً ما يتم اختيار MIM عندما تحتاج الأجزاء المعدنية الصغيرة المعقدة إلى أحجام إنتاج متكررة وتقليل التشغيل الآلي.
العملية
أفضل حالة استخدام
الميزة الرئيسية
القيود الرئيسية
نصيحة الاختيار
القولبة بالحقن المعدني
أجزاء معدنية صغيرة معقدة بحجم إنتاج متوسط إلى مرتفع
هندسة ثلاثية الأبعاد معقدة مع تقليل التصنيع الآلي
تكلفة القالب، انكماش التلبيد، خطر إزالة المادة الرابطة، تشوه التلبيد
استخدم عندما يبرر الحجم والهندسة تكلفة القالب
التصنيع باستخدام الحاسب الآلي (CNC)
نماذج أولية، حجم منخفض، ميزات حرجة من حيث المرجعية
تحكم دقيق في الأبعاد ومرونة في التصميم
مكلف للأجزاء الصغيرة المعقدة المتكررة
استخدم للنماذج الأولية أو ميزات ما بعد التصنيع الدقيقة
الميتالورجيا التقليدية للمساحيق
أشكال مضغوطة بسيطة بكميات كبيرة
فعال للأجزاء المضغوطة محوريًا
ميزات جانبية محدودة وهندسة ثلاثية الأبعاد معقدة
يُستخدم للأشكال الأبسط ذات حرية هندسية أقل
الصب بالقالب
الأجزاء غير الحديدية بكميات كبيرة
إنتاج سريع وقدرة جيدة على تشكيل سبائك الزنك أو الألومنيوم
محدودية السبائك، خطر المسامية، وملف قوة مختلف
يُستخدم للأجزاء غير الحديدية المناسبة، وليس كبديل مباشر لـ MIM الفولاذ المقاوم للصدأ
الختم
أجزاء رقيقة من الصفائح المعدنية
تكلفة منخفضة على نطاق واسع للأجزاء المشكلة من الصفائح
سُمك محدود وهندسة ثلاثية الأبعاد مدمجة
يُستخدم للأجزاء الرقيقة المشكلة، وليس للآليات ثلاثية الأبعاد المدمجة
مقارنة MIM مقابل CNC ليست مجرد مقارنة سعرية. غالبًا ما تكون CNC أفضل للنماذج الأولية، والكميات المنخفضة، والمراجع الدقيقة، والتغييرات التصميمية المتكررة. تصبح MIM أكثر تنافسية عندما يكون الشكل معقدًا، والحجم ثابتًا، وتقتصر المعالجة الثانوية على عدد قليل من الميزات الحرجة.
مقارنة MIM مقابل PM ليست أيضًا قرار استبدال بسيط. PM التقليدي فعال للأشكال المضغوطة الأبسط، بينما MIM أفضل للأجزاء الأصغر ذات الميزات ثلاثية الأبعاد الأكثر تعقيدًا، والميزات الجانبية، والآليات المصغرة. تصف EPMA تقنية MIM بأنها تطوير لتقنية تعدين المساحيق التقليدية، لكن مسار العملية وسلوك الانكماش يختلفان عن PM التقليدي (الضغط والتلبيد)، لذلك لا ينبغي نقل الرسومات بين العمليتين دون مراجعة.
دليل اختيار مواد MIM
يجب أن يبدأ اختيار المواد من نمط الفشل الفعلي، وليس من العادة الصناعية. قد تكون المفصلة القابلة للارتداء، وكاميرا القفل، والفك الطبي، وقوس السيارات، والترس الصغير جميعها أجزاء MIM، لكنها لا تحتاج إلى نفس المادة. يجب مراجعة مقاومة التآكل، والصلابة، والتآكل، والكثافة، والسلوك المغناطيسي، والاستجابة للمعالجة الحرارية، والتلميع، والطلاء، وPVD، والتكلفة معًا.
مادة MIM
الاستخدام النموذجي
لماذا تم اختيارها
الخطر الرئيسي الذي يجب فحصه
الفولاذ المقاوم للصدأ 316L
القطاع الطبي، الأسنان، الإلكترونيات، الساعات، معدات التلامس مع الطعام
مقاومة التآكل وقابلية التشطيب
غير مثالية للتآكل العالي أو الصلابة العالية دون دعم تصميمي أو معالجة سطحية
فولاذ مقاوم للصدأ 17-4PH
الأجزاء الهيكلية الصغيرة، الأقفال، السيارات، الأجهزة الصناعية
القوة بعد التصلب بالترسيب
تشوه المعالجة الحرارية وتغير الأبعاد
فولاذ مقاوم للصدأ 420
أجزاء التآكل، مكونات الأقفال، الأدوات، الأعمدة الصغيرة
القابلية للتصلب ومقاومة التآكل
مقاومة تآكل أقل من 316L؛ التحكم في المعالجة الحرارية مهم
يجب التحقق من الأداء المغناطيسي والميكانيكي عن طريق الاختبار
فولاذ منخفض السبائك
السيارات، الأدوات، الأقفال، الأجزاء الصناعية
القوة، المتانة، مقاومة التآكل، استجابة المعالجة الحرارية
عادةً ما تكون الحماية من التآكل مطلوبة
سبائك تيتانيوم
الأجهزة الطبية، الأجهزة القابلة للارتداء، بعض مكونات الفضاء الجوي المختارة
كثافة منخفضة، مقاومة للتآكل، إمكانية التوافق الحيوي
تكلفة مواد أعلى وتحكم أكثر صرامة في العملية
سبائك التنجستن
أثقال موازنة، التحكم في الاهتزاز، أجزاء ذات كتلة مضغوطة
كثافة عالية في حجم صغير
الهندسة الثقيلة تزيد من خطر إزالة المادة الرابطة والتلبيد والتشوه
معيار MPIF 35، معايير المواد للأجزاء المصبوبة بالحقن المعدني, ، ذو صلة هنا لأنه يوفر لمهندسي التصميم والمواد مرجعًا معترفًا به لمواد أجزاء MIM. تصف MIMA إصدار 2025 بأنه أحدث إصدار يغطي صناعة MIM. بالنسبة للمشترين، هذا مهم لأن عرض السعر يجب أن يحدد مسار المادة وأساس القبول، وليس فقط اسمًا مألوفًا للفولاذ المقاوم للصدأ أو الفولاذ منخفض السبائك.
يظهر فشل شائع في اختيار المواد في آليات القفل الصغيرة. في سيناريو ميداني مركب للتدريب الهندسي، اجتاز كام القفل فحص الأبعاد لكنه أظهر تآكلًا مبكرًا أثناء اختبار الدورة. كانت المادة المقاومة للصدأ المختارة ذات مقاومة مقبولة للتآكل ولكن صلابة غير كافية للتلامس الانزلاقي المتكرر. كان السبب النظامي هو أن اختيار المواد ركز على مقاومة التآكل والمظهر بدلاً من إجهاد التلامس، التآكل الانزلاقي، التزييت، والصلابة المطلوبة. كان التصحيح هو التغيير إلى درجة قابلة للتصلب، إضافة معالجة حرارية، والتحقق من الصلابة بعد المعالجة. لمنع التكرار، يجب على مشاريع الأقفال والأجهزة الميكانيكية مراجعة عزم الدوران، منطقة التلامس، التزييت، الصلابة، اختبار التآكل، استجابة المعالجة الحرارية، والحماية من التآكل قبل الموافقة على مادة MIM.
كيفية تقييم تفاوتات MIM والتصنيع بعد التلبيد
يجب مناقشة تفاوتات MIM حسب نوع الميزة. قد يحتفظ المورد بالأبعاد العامة من خلال تعويض القالب والتحكم في العملية، لكن الميزات الحرجة للمرجع، وملاءمة المحامل، وأسطح الختم، والخيوط، والأسطح المنزلقة، والثقوب الدقيقة غالبًا ما تحتاج إلى تصنيع، تحجيم، توسيع، تجليخ، أو صقل.
نوع الميزة
هل يمكن قولبتها مباشرة؟
متى يتم إضافة عملية ثانوية
الملف الخارجي
نعم عادةً
عندما يتحكم الملف في خلوص التجميع أو الحافة التجميلية
فتحات غير حرجة
غالبًا نعم
عندما يكون موضع الثقب أو استدارته أو عموديته حرجًا
فتحات ملولبة
ممكن أحيانًا، لكنه غالبًا محفوف بالمخاطر
يُشغل أو يُلولب بعد التلبيد لتجميع موثوق
ملاءمة المحمل
عادةً تحتاج معالجة لاحقة
يُشغل، يُوسّع، يُقاس، أو يُجلخ
سطح مانع للتسرب
عادةً تحتاج معالجة لاحقة
يُشغل، يُصقل، يُلمّع، أو يُجلخ
سطح منزلق
يعتمد على متطلبات التآكل والخشونة
صقل، تشغيل، معالجة حرارية، طلاء، أو دمج عدة عمليات
السطح المرئي التجميلي
قد لا يكون السطح المقولب كافيًا
صقل، سفع، ترسيب بخار فيزيائي، طلاء، أو تحديد معيار تجميلي
سطح المرجع
يجب مراجعتها بعناية
تشغيل آلي إذا كانت نقاط الأساس تتحكم في تراكم التجميع
يجب أن يفصل رسم MIM العملي بين الأبعاد المقولبة، الأبعاد المشغلة آليًا، أبعاد التحجيم، الأسطح التجميلية، أبعاد القياس الوظيفي، والأبعاد المرجعية. تشير MIMA إلى أن الجزء الأخضر بعد القولبة يكون أكبر من الجزء النهائي ثم ينكمش لاحقًا أثناء التلبيد. ولهذا السبب لا ينبغي التعامل مع نقاط الأساس الحرجة والتطابقات الدقيقة كخصائص مقولبة عادية.
غالبًا ما تظهر أجزاء التجميع الطبية والدقيقة سبب أهمية هذا الفصل. في سيناريو ميداني مركب للتدريب الهندسي، تم تصميم فك أداة طبية كجزء MIM مقولب بالكامل، لكن سطح الإمساك لم يحقق التلامس الوظيفي المطلوب. لم يكن السطح الملبد دقيقًا بما يكفي لحافة الإمساك وسطح التلامس وعلاقة نقاط الأساس. كان السبب الجذري هو افتراض أن MIM يمكن أن يحل محل جميع عمليات التشغيل الآلي، بما في ذلك الأسطح الوظيفية الحرجة. كان التصحيح هو إعادة تصميم المكون كجزء MIM شبه نهائي مع تشغيل آلي بعد التلبيد على سطح الإمساك ونقطة الأساس الوظيفية. لمنع التكرار، يجب أن تحدد أجزاء MIM الطبية المناطق المقولبة والمناطق المشغلة آليًا والأسطح المصقولة والأسطح المطلية بالخمول والميزات الخاضعة لمراقبة الفحص قبل القولبة.
إرشادات تصميم MIM لاختيار التطبيق
الحفاظ على توازن سمك الجدار
التغيرات المفاجئة في سمك الجدار تزيد من خطر التشوه والتشقق وتباين الكثافة الموضعي. الأجزاء السميكة تنكمش وتبرد بشكل مختلف عن الأجزاء الرقيقة أثناء التلبيد. التصميم الجيد لـ MIM يتجنب الزوائد الكبيرة المعزولة والكتل السميكة العميقة والانتقالات المفاجئة. إذا كانت الزائدة ضرورية، فكر في التجويف أو إضافة أنصاف أقطار أو تغيير هندسة الانتقال.
غالبًا ما تظهر الأقواس والمحامل الميكانيكية الصغيرة في السيارات هذا الخطر بوضوح. في سيناريو ميداني مركب للتدريب الهندسي، تم قولبة قوس سيارة صغير جيدًا في الحالة الخضراء لكنه فشل في الاستواء بعد التلبيد. كانت زائدة سميكة متصلة بذراع طويل رفيع، لذا انكمشت المنطقتان وبردا بشكل مختلف. السبب النظامي هو أن تصميم CNC نُقل إلى MIM دون إعادة تصميم انتقال الجدار وموضع البوابة ودعم التلبيد واتجاه الجزء. كان التصحيح هو تنعيم انتقال الزائدة وتغيير دعامة الحامل ونقل المنطقة الحرجة للاستواء بعيدًا عن أعلى منطقة خطر انكماش. لمنع التكرار، يجب مراجعة توازن الجدار ودعم التلبيد واتجاه الجزء وموقع البوابة وإمكانية التحجيم قبل تسعير أجزاء MIM للسيارات.
تجنب الزوايا الداخلية الحادة
الزوايا الداخلية الحادة تزيد من تركيز الإجهاد وخطر الملء. يمكن أن تصبح أيضًا نقاط بدء التشقق أثناء إزالة المادة الرابطة أو التلبيد. أضف أنصاف أقطار حيثما تسمح الوظيفة، خاصة بالقرب من الزوائد والفتحات والأضلاع والثقوب والانتقالات بين الأقسام السميكة والرفيعة.
راجع موقع البوابة مبكرًا
موقع البوابة يؤثر على التدفق وخطوط اللحام وموضع خط الفصل وتوحيد الكثافة وخطر السطح التجميلي. للأجزاء المرئية، يجب مراجعة مواضع البوابة وخط الفصل قبل أدوات التصنيع، وليس بعد العينات الأولى. علامات البوابة على سطح غير تجميلي عادة ما تكون أسهل في الإدارة من علامات البوابة على سطح مصقول مرئي.
عامل دعم التلبيد كجزء من التصميم
الجزء الذي يبدو مستقرًا في CAD قد يتشوه أثناء التلبيد إذا كان لديه امتدادات طويلة غير مدعومة أو كتلة غير متساوية أو هندسة غير متماثلة. دعم التلبيد وتصميم الحامل واتجاه الجزء يجب أن تكون جزءًا من مناقشة DFM. تصف MIMA الأجزاء البنية بأنها توضع على حوامل سيراميكية أو جرافيتية قبل التلبيد؛ للأجزاء ذات متطلبات الاستواء أو الاستقامة أو محاذاة التجميع، يجب على المورد شرح كيفية دعم الجزء في الفرن.
لا تصمم MIM كـ CNC بدون قطع
تصميم CNC غالبًا ما يحتوي على ميزات سهلة التصنيع لكنها محفوفة بالمخاطر للقولبة والتلبيد. عند التحويل من CNC إلى MIM، راجع توازن الجدار والمراجع والثقوب والأضلاع والزوائد والأخاديد العميقة والحواف الحادة وطرق التشطيب بدلاً من نسخ الرسم مباشرة.
يجب مراجعة المعالجة السطحية والتحكم في العيوب قبل أخذ عينات MIM والطلاء والموافقة على الإنتاج الضخم.
يجب اختيار تشطيب سطح MIM بناءً على الوظيفة، وليس المظهر فقط. قد يبدو السطح مقبولاً بعد التلبيد ولكنه يتصرف بشكل مختلف بعد الصقل أو الطلاء أو PVD. يمكن أن تصبح المسام، خطوط الفصل، آثار البوابة، آثار التدفق، وتموجات الصقل أكثر وضوحاً بعد التشطيب.
تشطيب السطح
مناسبة لـ
خطر يجب فحصه
بعد التلبيد
الأجزاء الداخلية، الآليات غير التجميلية
الخشونة، خط الفصل، أثر البوابة
التنعيم أو إزالة النتوءات
تحسين الحواف العام
تقريب الحواف وتلف الميزات الصغيرة
السفع الرملي
مظهر غير لامع، تجانس السطح
تأثير الأبعاد على الميزات الصغيرة
الصقل
الأسطح التجميلية، الأسطح المنزلقة
قد تفتح المسام وتصبح مرئية
التخميل
الأجزاء الطبية المصنوعة من الفولاذ المقاوم للصدأ أو المتعلقة بالتآكل
نظافة السطح وتوافق المواد
الطلاء الكهربائي
حماية زخرفية أو ضد التآكل
الحفر، المسام، الالتصاق، التحكم في السمك
PVD
طلاء مقاوم للتآكل أو زخرفي
يمكن أن تصبح المسام وعيوب التلميع أكثر وضوحًا
المعالجة الحرارية
القوة، الصلادة، مقاومة التآكل
التشوه، تباين الصلادة، التغير البعدي
بالنسبة لأجزاء MIM التجميلية، المفتاح ليس مجرد “هل يمكن صقلها؟” بل السؤال الأفضل هو: ما مستوى المسامية، الكثافة، سماح الصقل، مسار الطلاء، وطريقة الفحص التجميلي المقبولة؟
غالبًا ما تظهر هذه المشكلة في أجزاء الأجهزة القابلة للارتداء والإلكترونيات. في سيناريو حقل مركب للتدريب الهندسي، اجتاز مفصل جهاز قابل للارتداء الفحص البعدي بعد التلبيد والصقل، لكن ظهرت حفر صغيرة وبقع داكنة بعد طلاء PVD. عملية الصقل فتحت مسامًا قريبة من السطح، وجعل طلاء PVD هذه المسام أكثر وضوحًا تحت الضوء المنعكس. السبب النظامي كان أن الموافقة على العينة ركزت بشكل أساسي على الأبعاد، بينما لم يتم تحديد مناطق التجميل، قبول المسام، سماح الصقل، والفحص قبل PVD. كان التصحيح هو تحسين التحكم في الكثافة، تعديل خطوات الصقل، وإضافة فحص مكبر قبل PVD. لمنع التكرار، يجب على أجزاء MIM المرئية تحديد الأسطح التجميلية، مسار الطلاء، الحفر المقبولة، سماح الصقل، إضاءة الفحص، ومعيار المظهر النهائي قبل القولبة.
عيوب MIM الشائعة وكيف تؤثر على اختيار التطبيق
ترتبط عيوب MIM الشائعة عادةً باستقرار مادة التغذية، ظروف القولبة، مسار إزالة المادة الرابطة، دعم التلبيد، توازن سمك الجدار، تحميل الفرن، المعالجة الحرارية، ومسار التشطيب. لا ينبغي معالجة العيب فقط كمشكلة بصرية. غالبًا ما يشير إلى ضعف في التصميم أو العملية قد يؤثر على التجميع، تشطيب السطح، القوة، أو اتساق الدفعة.
عيب MIM
ما يعنيه عادةً
مخاطر التطبيق
اتجاه التصحيح
التواء
انكماش غير متساوٍ أو دعم تلبيد ضعيف
فشل التجميع، ضعف التسطيح
موازنة سمك الجدار، تحسين الحامل، إضافة التحجيم
التشقق
إجهاد إزالة المادة الرابطة، الزوايا الحادة، المقاطع السميكة
فشل القوة أو الرفض
إضافة أنصاف أقطار، إبطاء إزالة المادة الرابطة، إعادة تصميم المناطق السميكة
تقرحات
غاز محبوس أو إزالة غير كاملة للمادة الرابطة
عيوب تجميلية وهيكلية
تحسين مسار إزالة المادة الرابطة والتحكم في مادة التغذية
نقص الملء
ضعف التدفق، الأضلاع الرفيعة، سوء تصميم البوابة
ميزات مفقودة، تفاصيل صغيرة ضعيفة
تغيير البوابة، ضبط القولبة، إضافة أنصاف أقطار
المسامية
مشكلة في المسحوق، التلبيد، أو التلوث
قوة منخفضة، ضعف في التلميع، حفر في الطلاء
مراجعة المسحوق، منحنى الفرن، اختبار الكثافة
الانحراف البعدي
تفاوت في الانكماش، تآكل القالب، تحميل الفرن
فشل في التجميع والفحص
استخدام SPC، تتبع التجويف، مقاييس وظيفية
حفر سطحية بعد التلميع
مسام مفتوحة قرب السطح
رفض تجميلي بعد الطلاء أو PVD
تحسين الكثافة، تعديل مسار الطلاء والتلميع
محركات تكلفة MIM وإطفاء أدوات التصنيع
يجب تقييم تكلفة MIM بناءً على مسار التصنيع الكلي، وليس سعر الوحدة فقط. السعر المنخفض للوحدة غير مفيد إذا كان التصميم يتطلب تشغيلًا مفرطًا، أو تلميعًا منخفض الإنتاجية، أو إعادة طلاء متكررة، أو نتائج فحص غير مستقرة.
تشمل المحركات الرئيسية لتكلفة MIM حجم القطعة ووزنها، درجة المادة، تكلفة المسحوق، تعقيد المادة الرابطة وخليط التغذية، عدد التجاويف، تعقيد القالب، زمن دورة القولبة، زمن إزالة المادة الرابطة، حمولة فرن التلبيد، فقدان الإنتاجية، المعالجة الحرارية، التشغيل أو التحجيم، التلميع، الطلاء، PVD، التخميل، السفع، متطلبات الفحص، التغليف، والمناولة.
تكلفة أدوات التصنيع مهمة لأن MIM يتطلب قالبًا. قد يبدو المشروع ذو الحجم المنخفض جذابًا تقنيًا ولكنه يفشل اقتصاديًا. قد يبدو المشروع ذو الحجم الكبير مكلفًا في مرحلة الأدوات ولكنه يصبح معقولًا عند تقليل وقت التشغيل وتوزيع التكلفة على حجم الإنتاج. لهذا السبب يجب مراجعة تكلفة MIM مع إطفاء أدوات التصنيع، والحجم السنوي المتوقع، ومخاطر الخردة، وإنتاجية العمليات الثانوية.
قائمة فحص النماذج الأولية والعينات لأجزاء MIM
بند العينة
ما يجب التحقق منه
لماذا هو مهم
شهادة المادة
الدرجة، التركيب الكيميائي، مسار المورد
يؤكد أساس المادة
مراجعة الجزء الأخضر
التعبئة، خطوط اللحام، البوابة، النتوءات
يكشف مخاطر القولبة مبكرًا
نتيجة إزالة المادة الرابطة
تشققات، فقاعات، تشوه
يؤكد استقرار إزالة المادة الرابطة
الأبعاد بعد التلبيد
الانكماش والميزات الرئيسية
يُثبت تعويض القالب
الكثافة
هدف الكثافة والمسامية
يؤثر على القوة، الكلال، الصقل، الطلاء
الصلادة
الصلادة بعد التلبيد أو المعالجة الحرارية
يؤكد المادة والمعالجة الحرارية
البنية المجهرية
المسام، التلوث، حالة الحبيبات
مفيد للأجزاء الحرجة
تشطيب السطح
الخشونة، النقر، خط الفصل، علامة البوابة
يمنع المفاجآت التجميلية والطلائية
اختبار التجميع
التوافق، العزم، الانزلاق، القفل
يؤكد الوظيفة الفعلية
قابلية تكرار العملية
دفعات متعددة أو تجاويف متعددة
يقلل من مخاطر الإنتاج الضخم
قائمة مراجعة المشتريات وطلب عرض الأسعار
قبل طلب عرض أسعار MIM، يجب على المشترين تقديم نموذج ثلاثي الأبعاد، رسم ثنائي الأبعاد، متطلبات المواد، تقدير الحجم السنوي، التطبيق المستهدف، الأبعاد الحرجة، متطلبات تشطيب السطح، متطلبات المعالجة الحرارية، متطلبات الطلاء أو التكسية، تعريف السطح التجميلي، متطلبات الاختبار الميكانيكي، طريقة الفحص، متطلبات التعبئة والتغليف، جدول النموذج الأولي، وجدول الإنتاج الضخم.
اطلب من المورد تأكيد جدوى MIM، المادة المقترحة، افتراضات القالب، مخاطر الانكماش المتوقعة، الأبعاد الحرجة التي تحتاج إلى تشغيل، مسار المعالجة السطحية، التكلفة التقديرية للقالب، التكلفة التقديرية للوحدة حسب الحجم، خطة أخذ العينات، خطة الفحص، ومخاطر الفشل المحتملة.
طلب عرض الأسعار القوي لا يسأل ببساطة “كم سعر هذه القطعة؟” بل يسأل عما إذا كانت القطعة مناسبة حقًا لـ MIM، وما هي الميزات التي يجب قولبتها، وما الذي يجب تشغيله، وما هي المخاطر التي قد تظهر بعد التلبيد والتشطيب، وما الأدلة التي ستستخدم للموافقة على الإنتاج.
قاعدة الاختيار الهندسي النهائي
استخدم MIM عندما تكون القطعة صغيرة، معقدة، قابلة للتكرار، متوافقة مع المواد، ويتم إنتاجها بحجم كافٍ لتبرير القالب. تجنب MIM عندما تكون القطعة كبيرة، مسطحة، منخفضة الحجم، شديدة التجميل بدون سماح تشطيب، أو مليئة بتفاوتات حرجة تعتمد على مراجع تتطلب تشغيلًا على أي حال.
اختيار تطبيق MIM الجيد لا يعتمد على اسم الصناعة أو تعقيد القطعة وحده. بل يعتمد على العلاقة بين الهندسة، المادة، الحجم، التفاوت، تشطيب السطح، تكلفة القالب، انكماش التلبيد، الكثافة، العمليات الثانوية، واستراتيجية الفحص. عندما تتم مراجعة هذه العوامل قبل القولبة، يمكن أن يكون MIM مسار تصنيع عملي. عندما يتم تجاهلها، قد يجتاز المشروع عرض السعر الأول لكنه يفشل أثناء أخذ العينات، التشطيب، التجميع، أو الإنتاج الضخم.
الأسئلة الشائعة: دليل اختيار تطبيقات MIM
ما هي القاعدة الأولى لاختيار MIM؟
القاعدة الأولى هي التأكد من أن الجزء صغير ومعقد ومناسب لحجم الإنتاج ومتوافق مع المواد. لا ينبغي اختيار MIM فقط لأن الجزء له شكل معقد.
متى يجب استخدام MIM بدلاً من التصنيع باستخدام الحاسب الآلي (CNC)؟
استخدم MIM بدلاً من CNC عندما يكون الجزء صغيرًا ومعقدًا ويتم إنتاجه بكميات متوسطة إلى عالية ولا يتطلب تشغيلًا آليًا على كل ميزة حرجة. عادةً ما يكون CNC أفضل للنماذج الأولية والكميات المنخفضة والمراجع الضيقة والتغييرات المتكررة في التصميم.
متى لا يجب استخدام MIM؟
تجنب استخدام MIM عندما يكون الجزء كبيرًا جدًا أو مسطحًا جدًا أو بكميات منخفضة جدًا أو سميكًا جدًا في مناطق معزولة أو يتطلب أسطحًا تجميلية مرآة أو تفاوتات ضيقة جدًا حرجة للمراجع دون معالجة لاحقة.
ما هي المواد الشائعة الاستخدام لأجزاء MIM؟
تشمل مواد MIM الشائعة الفولاذ المقاوم للصدأ 316L والفولاذ المقاوم للصدأ 17-4PH والفولاذ المقاوم للصدأ 420 والفولاذ المقاوم للصدأ 430 والصلب منخفض السبائك وسبائك التيتانيوم وسبائك التنجستن. تعتمد المادة المناسبة على مقاومة التآكل والقوة والصلابة ومقاومة التآكل والكثافة والمعالجة الحرارية ومتطلبات تشطيب السطح.
هل تحتاج أجزاء MIM إلى تشغيل آلي بعد التلبيد؟
يمكن استخدام بعض أجزاء MIM كما هي بعد التلبيد، ولكن الثقوب الحرجة وملاءمة المحامل وأسطح الختم والمسامير والأسطح المنزلقة والمراجع الدقيقة غالبًا ما تحتاج إلى تشغيل آلي بعد التلبيد أو التحجيم أو التجليخ أو التلميع.
ما هي أكبر المخاطر في تطبيقات MIM؟
تشمل أكبر المخاطر تباين انكماش التلبيد، والالتواء، والتشقق، والمسامية، ونقص الملء، وحفر السطح بعد التلميع أو PVD، وتشوه المعالجة الحرارية، ومعايير الفحص غير الواضحة.
كيف تعمل تكلفة MIM؟
تشمل تكلفة MIM أدوات التصنيع، المواد، القولبة، إزالة المادة الرابطة، التلبيد، العمليات الثانوية، الفحص، وفقدان الإنتاجية. تصبح MIM أكثر اقتصادية عندما يمكن توزيع تكلفة أدوات التصنيع على حجم إنتاج مستقر.
ما الذي يجب على المشترين تقديمه لطلب عرض أسعار MIM؟
يجب على المشترين تقديم نموذج ثلاثي الأبعاد، رسم ثنائي الأبعاد، متطلبات المواد، الحجم السنوي، الأبعاد الحرجة، متطلبات تشطيب السطح، احتياجات المعالجة الحرارية أو الطلاء، طريقة الفحص، والمتطلبات الوظيفية.