MIM Uygulama Seçim Kılavuzu: Metal Enjeksiyon Kalıplamanın Parçanıza Uygun Olup Olmadığına Nasıl Karar Verilir
Metal enjeksiyon kalıplama, metal bir parçanın küçük olması, verimli şekilde işlenmesinin zor olması, üretim hacminin istikrarlı olması ve bağlayıcı giderme, sinterleme, büzülme kontrolü ve ikincil işlemlerle uyumlu olması durumunda uygundur. İyi bir MIM uygulaması sadece karmaşık bir metal parça değildir. Boyut, et kalınlığı, tolerans, malzeme, yüzey kalitesi, mukavemet,… için proses penceresine uymalıdır.
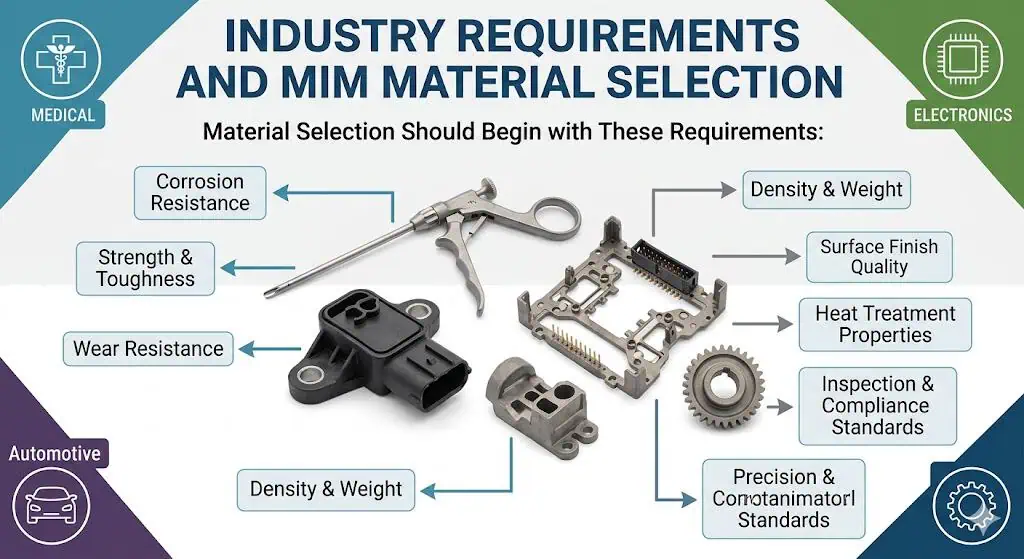
Metal enjeksiyon kalıplama, metal bir parçanın küçük olması, verimli şekilde işlenmesinin zor olması, üretim hacminin istikrarlı olması ve bağlayıcı giderme, sinterleme, büzülme kontrolü ve ikincil işlemlerle uyumlu olması durumunda uygundur. İyi bir MIM uygulaması sadece karmaşık bir metal parça değildir. Boyut, et kalınlığı, tolerans, malzeme, yüzey kalitesi, mukavemet, muayene yöntemi ve kalıp maliyeti için proses penceresine uymalıdır. MIM parçaları genellikle tıbbi cihazlar, otomotiv mekanizmaları, elektronik donanım, kilitler, giyilebilir cihazlar, küçük dişliler, takım bileşenleri ve hassas donanım için kullanılır, ancak prosesin net sınırları vardır. Büyük parçalar, uzun düz parçalar, keskin iç köşeler, ani et kalınlığı değişimleri, ayna yüzey kalitesi ve ultra sıkı referans kritik özellikler yeniden tasarım, işleme, boyutlandırma, parlatma veya başka bir üretim prosesi gerektirebilir. Bu MIM uygulama seçim kılavuzu, MIM'in ne zaman kullanılacağını, ne zaman kullanılmayacağını, MIM ile CNC ve MIM ile PM karşılaştırmasının nasıl yapılacağını ve numune üretimi ile seri üretim öncesinde nelerin doğrulanması gerektiğini açıklar.
MIM seçiminde parça boyutu, geometri, malzeme, tolerans, yüzey kalitesi, hacim ve ikincil işlemler dikkate alınmalıdır.
MIM Uygulama Seçimi Neden Önemlidir
Kötü bir MIM kararı genellikle teklif aşamasında başarısız olmaz. Kalıp, enjeksiyon kalıplama, bağlayıcı giderme, sinterleme, ısıl işlem, parlatma, kaplama, PVD kaplama, montaj veya seri üretim muayenesi sırasında başarısız olur. Bu nedenle MIM uygulama seçimi, yalnızca bir satın alma karşılaştırması değil, bir mühendislik kararı olarak ele alınmalıdır.
MIM, yalnızca tüm üretim rotası gözden geçirildikten sonra seçilmelidir: metal tozu ve bağlayıcı, besleme stoğu kararlılığı, kalıp akışı, besleme noktası konumu, bağlayıcı giderme riski, sinterleme büzülmesi, yoğunluk ve gözeneklilik, boyutsal kararlılık, ısıl işlem, sinterleme sonrası işleme, parlatma, kaplama, PVD, kumlama, pasivasyon, muayene ve parti tutarlılığı.
ASTM B883 demir esaslı MIM malzeme spesifikasyonu için geçerlidir çünkü elementel veya ön alaşımlı metal tozlarının bağlayıcılarla karıştırılması, bir kalıba enjekte edilmesi, bağlayıcının giderilmesi ve müteakip ısıl işlemli veya ısıl işlemsiz sinterlenmesiyle üretilen demir esaslı metal enjeksiyon kalıplanmış malzemeleri kapsar. Bu, kullanıcı kararlarını etkiler çünkü mühendislere ve alıcılara yalnızca tedarikçi ifadelerine güvenmek yerine bir malzeme spesifikasyon referansı sağlar.
MPIF Standard 35-MIM mühendisler ve alıcıların metal enjeksiyon kalıplanmış parçalar için ortak bir malzeme referansına ihtiyaç duyduğu durumlarda geçerlidir. RFQ, numune alma, çizim incelemesi, malzeme onayı ve üretim kabulü sırasında belirsizliğin azaltılmasına yardımcı olur. Çizime özel toleransların, fonksiyonel testlerin, yoğunluk doğrulamasının veya üretim validasyonunun yerini almaz.
Daha geniş proses anlayışı için, Metal Enjeksiyon Kalıplama Derneği proses özeti besleme stoğu hazırlama, kalıplama, bağlayıcı giderme, kahverengi parça taşıma, sinterleme, büzülme, yoğunluk ve ikincil işlemleri açıklar. Avrupa Toz Metalurjisi Derneği MIM sayfası MIM'i, küçük hassas bileşenler ve karmaşık şekilli parçalar için bir toz metalurjisi süreci olarak açıklar. Bu referanslar faydalı bir arka plan sağlar, ancak nihai uygulama seçimi yine de parça geometrisi, malzeme, tolerans, yüzey kalitesi ve üretim hacmine bağlıdır.
Hızlı MIM Uygulama Seçim Skor Kartı
RFQ göndermeden önce bu skor kartını kullanın. Birkaç madde risk sütununa düşerse, parça yine de mümkün olabilir, ancak yeniden tasarım, ikincil işlemler, daha sıkı doğrulama veya başka bir süreç gerektirir.
Pratik bir MIM uygunluk incelemesi, kalıplamadan önce tasarım, malzeme, tolerans, maliyet ve üretim risklerini belirlemeye yardımcı olur.
Toz, sinterleme yöntemi, ısıl işlem yanıtı ve test verilerini onaylayın
Yüzey kalitesi
Net kriterlerle sinterlenmiş, kumlanmış, parlatılmış, pasifleştirilmiş, kaplanmış veya PVD
Gözenek kabulü veya parlatma payı olmadan ayna benzeri kozmetik yüzey
Kozmetik bölgeleri, parlatma yöntemi, gözenek kabulü ve kaplama muayenesini tanımlayın
Fonksiyon
Aşınma, korozyon, montaj, tork, kilitleme, küçük mekanizma
Doğrulama yapılmamış güvenlik kritik yorulma
Yoğunluk, sertlik, mekanik test, yorulma testi ve kalifikasyon planı gerektirir
Maliyet
Kalıp maliyeti üretim hacmine yayılabilir
Sadece prototip veya düşük yıllık talep
Önce CNC prototip, hacim artarsa MIM'e geçiş
MIM Ne Zaman Kullanılmalı
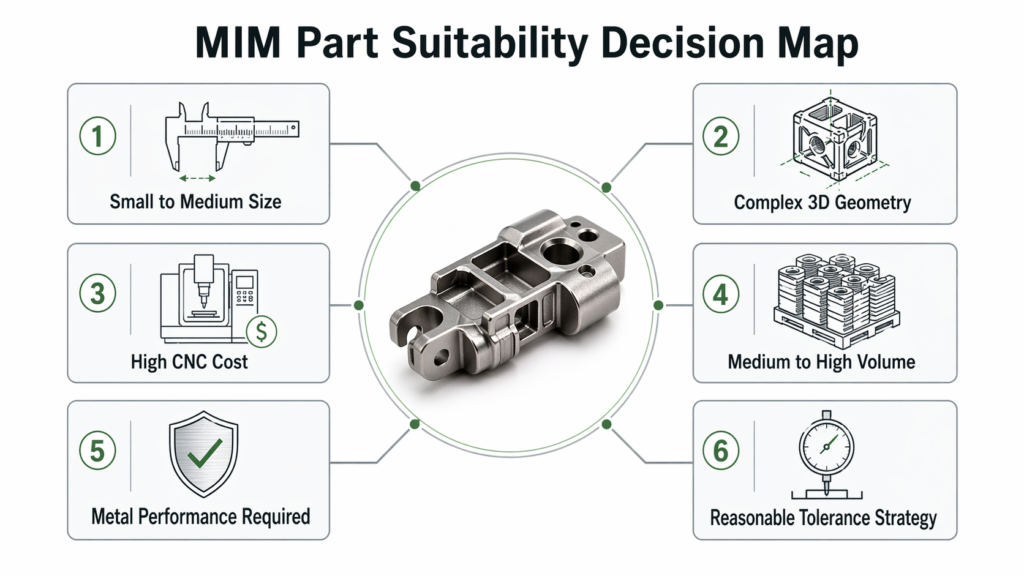
MIM genellikle parça küçük, metalden yapılmış, işlenmesi pahalı ve tekrarlanabilir üretim hacminde gerektiğinde düşünülmeye değerdir. Parçada çoklu delikler, çıkıntılar, yuvalar, iç şekiller, alttan kesikler, küçük mekanik özellikler veya işlenmesi zor malzeme gereksinimleri olduğunda daha cazip hale gelir.
İyi bir MIM adayı genellikle birkaç koşulu karşılar. Yıllık hacim kalıp takımını haklı çıkarabilir. Malzeme kanıtlanmış bir MIM malzemesi olarak mevcuttur. Çizim gerçekçi kalıplanmış toleranslara izin verir. Sadece seçilen kritik özellikler sinterleme sonrası işleme gerektirir. Yüzey kalitesi gereksinimleri kalıplamadan önce tanımlanır. Montaj işlevi mastarlar veya fonksiyonel testlerle doğrulanabilir. Tedarikçi bağlayıcı giderme, sinterleme büzülmesi, yoğunluk ve parti tutarlılığını kontrol edebilir.
MIM, gereksiz işlemeyi azalttığı ancak işlevin gerçekten ihtiyaç duyduğu yerde işlemeye izin verdiği için en güçlüdür. Olgun bir MIM projesi her özelliği nihai hassasiyete kalıplamaya çalışmaz. Net-şekle yakın geometriyi fonksiyonel yüzeylerden, referans yüzeylerden, kozmetik alanlardan ve muayene kritik boyutlardan ayırır.
MIM Ne Zaman Kullanılmamalı
MIM, proses riskinin faydadan yüksek olduğu durumlarda en iyi seçenek değildir. Bu genellikle parça çok büyük, çok düz, çok kozmetik, tolerans açısından çok kritik veya yıllık hacmi çok düşük olduğunda görülür. EPMA ayrıca, bir şeklin geleneksel presleme ve sinterleme ile yapılabildiği durumlarda MIM'in çoğu zaman çok pahalı olabileceğini belirtmektedir; bu nedenle proses seçimi, MIM'in her zaman daha iyi olduğunu varsaymak yerine geometri, miktar ve işlevden başlamalıdır.
MIM Ne Zaman Kullanılmamalı
Neden Sorunlara Yol Açar
Daha İyi Seçenek
Çok düşük hacimli proje
Takım maliyeti yeterli sayıda parçaya yayılamaz
CNC işleme, prototip işleme, katmanlı imalat
Büyük metal parça
Bağlayıcı giderme süresi, fırın desteği ve sinterleme distorsiyonu zorlaşır
Döküm, dövme, CNC işleme, PM, imalat
Uzun düz parça
Bağlayıcı giderme ve sinterleme sırasında yüksek eğrilme riski
Damgalama, CNC, yeniden tasarım veya boyutlandırma işlemi
Keskin iç köşeler
Gerilme yoğunlaşması, dolum riski ve çatlama riski artar
Radyus ekleyin veya geometriyi yeniden tasarlayın
Derin kör delikler
Besleme stoğu dolumu, bağlayıcı giderme ve toz paketleme dengesiz olabilir
Sinterleme sonrası deliği işleyin veya özelliği yeniden tasarlayın
Çok kalın yerel bos
Diferansiyel büzülme ve iç gözeneklilik riski artar
Boşaltın, kütleyi azaltın, et kalınlığını dengeleyin
Aynalı yüzey, pay bırakılmadan
Parlatma, gözenekleri, ayırma hatlarını veya besleme izlerini ortaya çıkarabilir
Dövme malzemeden CNC veya kontrollü bir MIM bitirme yolu tanımlayın
Tüm boyutlar sıkı toleranslıdır
Sinterleme büzülmesindeki değişkenlik doğrudan kontrolü zorlaştırır
MIM artı işleme, boyutlandırma, taşlama veya CNC işleme
MIM vs CNC vs PM: Proses Seçim Tablosu
MIM genellikle karmaşık küçük metal parçaların tekrarlanabilir üretim hacimlerine ve azaltılmış işlemeye ihtiyaç duyulduğunda seçilir.
Hacim ve geometri kalıplamayı haklı çıkardığında kullanın
CNC işleme
Prototipler, düşük hacim, referans kritik özellikler
Sıkı boyutsal kontrol ve tasarım esnekliği
Tekrarlayan karmaşık küçük parçalar için pahalı
Prototipler veya hassas işlem sonrası özellikler için kullanın
Geleneksel PM
Hacimli basit preslenmiş şekiller
Eksenel preslenmiş parçalar için verimli
Sınırlı yan özellikler ve karmaşık 3D geometri
Daha basit şekiller ve daha az geometri serbestisi için kullanılır
Basınçlı döküm
Yüksek hacimde demir dışı parçalar
Çinko veya alüminyum alaşımları için hızlı üretim ve iyi şekil kabiliyeti
Alaşım sınırlaması, gözeneklilik riski ve farklı mukavemet profili
Uygun demir dışı parçalar için kullanılır, doğrudan paslanmaz MIM yedek parçası olarak değil
Sac metal şekillendirme
İnce sac metal parçalar
Şekillendirilmiş sac parçalar için düşük maliyetli seri üretim
Sınırlı kalınlık ve kompakt 3D geometri
İnce şekillendirilmiş parçalar için kullanılır, kompakt 3D mekanizmalar için değil
MIM ve CNC karşılaştırması sadece fiyat karşılaştırması değildir. CNC genellikle prototipler, düşük hacim, sıkı referans noktaları ve sık tasarım değişiklikleri için daha iyidir. MIM, geometri karmaşık olduğunda, hacim istikrarlı olduğunda ve ikincil işleme birkaç kritik özellikle sınırlı olduğunda daha rekabetçi hale gelir.
MIM ve PM arasındaki karşılaştırma basit bir yer değiştirme kararı değildir. Geleneksel PM, daha basit preslenmiş şekiller için verimliyken, MIM daha karmaşık üç boyutlu özelliklere, yan özelliklere ve minyatür mekanizmalara sahip daha küçük parçalar için daha uygundur. EPMA, MIM'i geleneksel toz metalurjisinin bir gelişimi olarak tanımlar, ancak proses yolu ve sinterleme büzülme davranışı geleneksel presle-sinterleme PM'den farklıdır, bu nedenle çizimler inceleme yapılmadan iki proses arasında aktarılmamalıdır.
MIM Malzeme Seçim Kılavuzu
Malzeme seçimi, endüstri alışkanlığından değil, gerçek hasar modundan başlamalıdır. Aşınabilir bir menteşe, kilit kamı, tıbbi çene, otomotiv braketi ve küçük dişlinin tümü MIM parçaları olabilir, ancak aynı malzemeye ihtiyaç duymazlar. Korozyon direnci, sertlik, aşınma, yoğunluk, manyetik davranış, ısıl işlem tepkisi, parlatma, kaplama, PVD ve maliyet birlikte değerlendirilmelidir.
Tasarım veya yüzey işleme desteği olmadan yüksek aşınma veya yüksek sertlik için ideal değildir
17-4PH paslanmaz çelik
Yapısal küçük parçalar, kilitler, otomotiv, endüstriyel donanım
Çökelme sertleşmesi sonrası dayanım
Isıl işlem distorsiyonu ve boyutsal değişim
420 paslanmaz çelik
Aşınma parçaları, kilit bileşenleri, takımlar, küçük miller
Sertleşebilirlik ve aşınma direnci
316L'ye göre daha düşük korozyon direnci; ısıl işlem kontrolü önemlidir
430 paslanmaz çelik
Manyetik parçalar, sensörle ilgili donanımlar
Manyetik davranış ve paslanmaz korozyon direnci
Manyetik ve mekanik performans testlerle doğrulanmalıdır
Düşük alaşımlı çelik
Otomotiv, takımlar, kilitler, endüstriyel parçalar
Mukavemet, tokluk, aşınma direnci, ısıl işlem tepkisi
Genellikle korozyon koruması gereklidir
Titanyum alaşımı
Tıp, giyilebilir, seçilmiş havacılıkla ilgili donanımlar
Düşük yoğunluk, korozyon direnci, biyouyumluluk potansiyeli
Daha yüksek malzeme maliyeti ve daha sıkı proses kontrolü
Tungsten alaşımı
Karşı ağırlıklar, titreşim kontrolü, kompakt kütleli parçalar
Küçük hacimde yüksek yoğunluk
Ağır geometri, bağlayıcı giderme, sinterleme ve bozulma riskini artırır
MPIF Standard 35, Metal Enjeksiyon Kalıplama Parçaları için Malzeme Standartları, burada önemlidir çünkü tasarım ve malzeme mühendislerine MIM parçaları için tanınmış bir malzeme referansı sağlar. 2025 baskısı, MIMA tarafından MIM endüstrisini kapsayan en son baskı olarak tanımlanmaktadır. Alıcılar için bu önemlidir çünkü bir teklif, yalnızca tanıdık bir paslanmaz çelik veya düşük alaşımlı çelik adı değil, malzeme yolunu ve kabul esasını belirtmelidir.
Yaygın bir malzeme seçimi hatası küçük kilit mekanizmalarında görülür. Mühendislik eğitimi için kompozit alan senaryosunda, bir kilit kamı boyutsal denetimden geçti ancak çevrim testi sırasında erken aşınma gösterdi. Seçilen paslanmaz malzeme kabul edilebilir korozyon direncine sahipti ancak tekrarlanan kayma teması için yetersiz sertlikteydi. Sistemik neden, malzeme seçiminin temas gerilimi, kayma aşınması, yağlama ve gerekli sertlik yerine korozyon direnci ve görünüme odaklanmasıydı. Düzeltme, sertleştirilebilir bir kaliteye geçmek, ısıl işlem eklemek ve işlem sonrası sertliği doğrulamaktı. Tekrarı önlemek için, kilit ve mekanik donanım projeleri MIM malzemesini onaylamadan önce tork, temas alanı, yağlama, sertlik, aşınma testi, ısıl işlem tepkisi ve korozyon korumasını gözden geçirmelidir.
MIM Toleransları ve Sinterleme Sonrası İşleme Nasıl Değerlendirilir
MIM toleransları özellik tipine göre tartışılmalıdır. Bir tedarikçi genel boyutları kalıp telafisi ve proses kontrolü ile tutabilir, ancak referans kritik boyutlar, yatak geçmeleri, sızdırmazlık yüzeyleri, dişler, kayma yüzeyleri ve hassas delikler genellikle işleme, boyutlandırma, raybalama, taşlama veya parlatma gerektirir.
Özellik Türü
Doğrudan Kalıplanabilir mi?
İkincil İşlem Ne Zaman Eklenmeli
Dış profil
Genellikle evet
Profil montaj boşluğunu veya kozmetik kenarı kontrol ettiğinde
Kritik olmayan delikler
Genellikle evet
Delik konumu, yuvarlaklığı veya dikliği kritik olduğunda
Dişli delikler
Bazen mümkün, ancak genellikle riskli
Güvenilir montaj için sinterleme sonrası işleme veya kılavuz çekme
Yatak geçmesi
Genellikle son işlem gerektirir
Talaşlı imalat, raybalama, boyutlandırma veya taşlama
Sızdırmazlık yüzeyi
Genellikle son işlem gerektirir
Talaşlı imalat, lepleme, parlatma veya taşlama
Kayma yüzeyi
Aşınma ve pürüzlülük gereksinimine bağlıdır
Parlatma, talaşlı imalat, ısıl işlem, kaplama veya birden fazla işlemin birleştirilmesi
Kozmetik görünür yüzey
Kalıplanmış yüzey yeterli olmayabilir
Parlatma, kumlama, PVD, kaplama veya kozmetik standart tanımlama
Referans yüzeyi
Dikkatlice incelenmelidir
Referans montaj tolerans zincirini kontrol ediyorsa talaşlı imalat
Pratik bir MIM çiziminde kalıplanmış boyutlar, işlenmiş boyutlar, boyutlandırılmış boyutlar, kozmetik yüzeyler, fonksiyonel mastar boyutları ve referans boyutları ayrılmalıdır. MIMA, kalıplamadan sonra ham parçanın bitmiş parçadan daha büyük olduğunu ve daha sonra sinterleme sırasında büzüldüğünü belirtir. Bu nedenle kritik referans noktaları ve hassas geçmeler sıradan kalıplanmış özellikler gibi ele alınmamalıdır.
Tıbbi ve hassas montaj parçaları, bu ayrımın neden önemli olduğunu sıklıkla gösterir. Mühendislik eğitimi için bir kompozit saha senaryosunda, bir tıbbi alet çenesi tamamen kalıplanmış bir MIM parçası olarak tasarlanmış, ancak kavrama yüzeyi gerekli fonksiyonel teması sağlayamamıştır. Sinterlenmiş yüzey, kavrama kenarı, temas yüzeyi ve referans noktası ilişkisi için yeterince hassas değildi. Sistemik neden, MIM'in kritik fonksiyonel yüzeyler dahil tüm işleme operasyonlarının yerini alabileceğini varsaymaktı. Düzeltme, bileşenin kavrama yüzeyi ve fonksiyonel referans noktasında sinterleme sonrası işleme ile MIM yakın-net-şekilli bir parça olarak yeniden tasarlanmasıydı. Tekrarını önlemek için, tıbbi MIM parçaları, kalıplamadan önce kalıplanmış alanları, işlenmiş alanları, cilalanmış yüzeyleri, pasifleştirilmiş yüzeyleri ve muayene kontrollü özellikleri tanımlamalıdır.
Uygulama Seçimi için MIM Tasarım Kılavuzları
Et Kalınlığını Dengeli Tutun
Ani et kalınlığı değişiklikleri, distorsiyon, çatlama ve yerel yoğunluk değişimi riskini artırır. Kalın kesitler, sinterleme sırasında ince kesitlerden farklı şekilde büzülür ve soğur. İyi bir MIM tasarımı, büyük izole bosajlardan, derin kalın bloklardan ve ani geçişlerden kaçınır. Bir bosaj gerekiyorsa, kor delme, yarıçap ekleme veya geçiş geometrisini değiştirmeyi düşünün.
Otomotiv braketleri ve küçük mekanik destekler bu riski sıklıkla açıkça gösterir. Mühendislik eğitimi için bir kompozit saha senaryosunda, küçük bir otomotiv braketi ham halde iyi kalıplanmış ancak sinterleme sonrası düzlük testinde başarısız olmuştur. Kalın bir bosaj, uzun ince bir kola bağlanmıştı, bu nedenle iki alan farklı şekilde büzülmüş ve soğumuştu. Sistemik neden, CNC tasarımının duvar geçişi, yolluk konumu, sinterleme desteği ve parça yönelimi yeniden tasarlanmadan MIM'e aktarılmasıydı. Düzeltme, bosaj geçişini yumuşatmak, fırın desteğini değiştirmek ve düzlük-kritik alanı en yüksek büzülme riski bölgesinden uzaklaştırmaktı. Tekrarını önlemek için, otomotiv MIM parçaları teklif edilmeden önce duvar dengesi, sinterleme desteği, parça yönelimi, yolluk konumu ve olası boyutlandırma gözden geçirilmelidir.
Keskin İç Köşelerden Kaçının
Keskin iç köşeler, gerilim konsantrasyonunu ve dolum riskini artırır. Ayrıca bağlayıcı giderme veya sinterleme sırasında çatlak başlangıç noktaları haline gelebilirler. Fonksiyonun izin verdiği her yerde, özellikle bosajlar, yuvalar, kaburgalar, delikler ve kalın ile ince kesitler arasındaki geçişlerde yarıçaplar ekleyin.
Yolluk Konumunu Erken Gözden Geçirin
Yolluk konumu; akış, kaynak hatları, ayırma hattı yerleşimi, yoğunluk homojenliği ve kozmetik yüzey riskini etkiler. Görünür parçalar için, yolluk ve ayırma hattı pozisyonları kalıplamadan önce, ilk numunelerden sonra değil, gözden geçirilmelidir. Kozmetik olmayan bir yüzeydeki yolluk izlerini yönetmek, görünür cilalı bir yüzeydeki yolluk izlerinden genellikle daha kolaydır.
Sinterleme Desteğini Tasarımın Bir Parçası Olarak Ele Alın
CAD'de dengeli görünen bir parça, uzun desteksiz açıklıklar, dengesiz kütle veya asimetrik geometriye sahipse sinterleme sırasında deforme olabilir. Sinterleme desteği, altlık tasarımı ve parça yönelimi DFM görüşmesinin bir parçası olmalıdır. MIMA, kahverengi parçaların sinterleme öncesinde seramik veya grafit altlıklar üzerine yerleştirildiğini açıklar; düzlük, doğrusallık veya montaj hizalaması gereksinimleri olan parçalar için tedarikçi, parçanın fırında nasıl destekleneceğini açıklamalıdır.
MIM'i Kesmesiz CNC Olarak Tasarlamayın
Bir CNC tasarımı genellikle işlenmesi kolay ancak kalıplanması ve sinterlenmesi riskli özellikler içerir. CNC'den MIM'e geçiş yaparken, çizimi doğrudan kopyalamak yerine et kalınlığı dengesi, referans noktaları, delikler, nervürler, bosslar, derin oluklar, keskin kenarlar ve bitirme yöntemlerini gözden geçirin.
Yüzey Kalitesi Seçimi: Parlatma, Kaplama, PVD, Kumlama, Pasivasyon
Yüzey işlemi ve kusur kontrolü, MIM numune üretimi, kaplama ve seri üretim onayından önce gözden geçirilmelidir.
MIM yüzey kalitesi, yalnızca görünüme değil işleve göre seçilmelidir. Sinterleme sonrası kabul edilebilir görünen bir yüzey, parlatma, kaplama veya PVD sonrasında farklı davranabilir. Gözenekler, ayırma çizgileri, besleme izleri, akış izleri ve parlatma dalgaları bitirme işlemi sonrasında daha belirgin hale gelebilir.
Yüzey Kalitesi
Uygun Olduğu Durumlar
Kontrol Edilmesi Gereken Riskler
Sinterlenmiş
İç parçalar, kozmetik olmayan mekanizmalar
Pürüzlülük, ayırma hattı, yolluk izi
Tamburlama veya çapak alma
Genel kenar iyileştirme
Kenar yuvarlatma ve küçük özellik hasarı
Kum püskürtme
Mat görünüm, yüzey homojenliği
Küçük özelliklerde boyutsal etki
Parlatma
Kozmetik yüzeyler, kayma yüzeyleri
Gözenekler açılabilir ve görünür hale gelebilir
Pasivasyon
Paslanmaz tıbbi veya korozyonla ilgili parçalar
Yüzey temizliği ve malzeme uyumluluğu
Elektrokaplama
Dekoratif veya korozyon koruması
Çukurlar, gözenekler, yapışma, kalınlık kontrolü
PVD
Aşınma veya dekoratif kaplama
Gözenekler ve parlatma kusurları daha görünür hale gelebilir
Isıl işlem
Mukavemet, sertlik, aşınma direnci
Distorsiyon, sertlik değişimi, boyutsal değişim
Kozmetik MIM parçaları için anahtar nokta sadece “parlatılabilir mi?” değildir. Daha iyi soru şudur: hangi gözenek seviyesi, yoğunluk, parlatma payı, kaplama yöntemi ve kozmetik muayene yöntemi kabul edilebilir?
Giyilebilir cihaz ve elektronik parçaları bu sorunu sıklıkla ortaya çıkarır. Mühendislik eğitimi için bir kompozit alan senaryosunda, bir giyilebilir cihaz menteşesi sinterleme ve parlatma sonrası boyutsal muayeneden geçti, ancak PVD kaplama sonrası küçük çukurlar ve koyu lekeler ortaya çıktı. Parlatma işlemi yüzeye yakın gözenekleri açtı ve PVD kaplama bunları yansıyan ışık altında daha görünür hale getirdi. Sistemik neden, numune onayının esas olarak boyutlara odaklanması, kozmetik bölgelerin, gözenek kabulünün, parlatma payının ve PVD öncesi muayenenin tanımlanmamış olmasıydı. Düzeltme, yoğunluk kontrolünü iyileştirmek, parlatma adımlarını ayarlamak ve PVD öncesi büyütülmüş muayene eklemekti. Tekrarını önlemek için, görünür MIM parçaları kalıplama öncesinde kozmetik yüzeyleri, kaplama yöntemini, kabul edilebilir çukurları, parlatma payını, muayene aydınlatmasını ve nihai görünüm standardını tanımlamalıdır.
Yaygın MIM Kusurları ve Uygulama Seçimini Nasıl Etkilerler
Yaygın MIM kusurları genellikle besleme stoğu kararlılığı, kalıplama koşulları, bağlayıcı giderme yolu, sinterleme desteği, et kalınlığı dengesi, fırın yüklemesi, ısıl işlem ve bitirme yolu ile bağlantılıdır. Bir kusur sadece görsel bir sorun olarak ele alınmamalıdır. Genellikle montaj, yüzey kalitesi, mukavemet veya parti tutarlılığını etkileyebilecek bir tasarım veya proses zayıflığına işaret eder.
MIM Kusuru
Genellikle Anlamı
Uygulama Riski
Düzeltici Yön
Çarpılma
Dengesiz büzülme veya zayıf sinterleme desteği
Montaj hatası, zayıf düzlük
Et kalınlığını dengeleyin, fırın destek aparatını iyileştirin, boyutlandırma ekleyin
Çatlama
Bağlayıcı giderme gerilimi, keskin köşeler, kalın kesitler
Mukavemet hatası veya reddedilme
Köşe radyusları ekleyin, bağlayıcı gidermeyi yavaşlatın, kalın alanları yeniden tasarlayın
Kabarcık oluşumu
Sıkışmış gaz veya eksik bağlayıcı giderme
Kozmetik ve yapısal kusurlar
Bağlayıcı giderme yolunu ve besleme stoğu kontrolünü iyileştirin
Yoğunluğu iyileştirin, parlatma ve kaplama yolunu ayarlayın
MIM Maliyet Sürücüleri ve Kalıp Amortismanı
MIM maliyeti, birim fiyatla değil, toplam üretim yoluyla değerlendirilmelidir. Tasarım aşırı işleme, düşük verimli parlatma, tekrarlanan kaplama revizyonu veya kararsız muayene sonuçları gerektiriyorsa düşük birim fiyatın faydası yoktur.
Başlıca MIM maliyet sürücüleri arasında parça boyutu ve ağırlığı, malzeme sınıfı, toz maliyeti, bağlayıcı ve besleme stoğu karmaşıklığı, boşluk sayısı, kalıp karmaşıklığı, kalıplama çevrim süresi, bağlayıcı giderme süresi, sinterleme fırın yükü, fire oranı, ısıl işlem, işleme veya boyutlandırma, parlatma, kaplama, PVD, pasivasyon, kumlama, muayene gereksinimleri, paketleme ve taşıma yer alır.
Kalıp maliyeti önemlidir çünkü MIM bir kalıp gerektirir. Düşük hacimli bir proje teknik olarak cazip görünebilir ancak ekonomik olarak başarısız olabilir. Yüksek hacimli bir proje kalıp aşamasında pahalı görünebilir ancak işleme süresi azaldığında ve maliyet üretim hacmine yayıldığında makul hale gelir. Bu nedenle MIM maliyeti, kalıp amortismanı, beklenen yıllık hacim, hurda riski ve ikincil operasyon verimi ile birlikte değerlendirilmelidir.
MIM Parçaları için Prototip ve Numune Kontrol Listesi
Numune Kalemi
Kontrol Edilecekler
Neden Önemlidir
Malzeme sertifikası
Kalite, kimyasal bileşim, tedarikçi rotası
Malzeme temelini doğrular
Ham parça incelemesi
Dolum, kaynak hatları, yolluk, çapak
Kalıplama risklerini erken bulur
Bağlayıcı giderme sonucu
Çatlaklar, kabarcıklar, distorsiyon
Bağlayıcı giderme kararlılığını onaylar
Sinterlenmiş boyutlar
Büzülme ve ana özellikler
Kalıp telafisini doğrular
Yoğunluk
Yoğunluk hedefi ve gözeneklilik
Mukavemet, yorulma, parlatma, kaplamayı etkiler
Sertlik
Sinterlenmiş veya ısıl işlem görmüş sertlik
Malzeme ve ısıl işlemi onaylar
Mikroyapı
Gözenekler, kirlenme, tane durumu
Kritik parçalar için faydalı
Yüzey kalitesi
Pürüzlülük, çukurlar, ayırma hattı, besleme izi
Kozmetik ve kaplama sürprizlerini önler
Montaj testi
Uyum, tork, kayma, kilitlenme
Gerçek işlevi doğrular
Proses tekrarlanabilirliği
Birden çok parti veya boşluk
Seri üretim riskini azaltır
Satın Alma ve RFQ Kontrol Listesi
Bir MIM fiyat teklifi istemeden önce alıcılar; 3B model, 2B çizim, malzeme gereksinimi, yıllık hacim tahmini, hedef uygulama, kritik boyutlar, yüzey kalitesi gereksinimi, ısıl işlem gereksinimi, kaplama veya kaplama gereksinimi, kozmetik yüzey tanımı, mekanik test gereksinimi, muayene yöntemi, paketleme gereksinimi, prototip takvimi ve seri üretim takvimi sağlamalıdır.
Güçlü bir RFQ sadece “bu parçanın fiyatı ne kadar?” diye sormaz. Parçanın gerçekten MIM için uygun olup olmadığını, hangi özelliklerin kalıplanması gerektiğini, hangilerinin işlenmesi gerektiğini, sinterleme ve son işlemlerden sonra hangi risklerin ortaya çıkabileceğini ve üretimi onaylamak için hangi kanıtların kullanılacağını sorgular.
Nihai Mühendislik Seçim Kuralı
Parça küçük, karmaşık, tekrarlanabilir, malzeme uyumlu ve kalıbı haklı çıkaracak yeterli hacimde üretildiğinde MIM kullanın. Parça büyük, düz, düşük hacimli, işleme payı olmadan yüksek kozmetik kalite gerektiren veya zaten işleme gerektiren sıkı toleranslı kritik boyutlarla dolu olduğunda MIM'den kaçının.
İyi bir MIM uygulama seçimi kararı yalnızca sektör adına veya parça karmaşıklığına dayanmaz. Geometri, malzeme, hacim, tolerans, yüzey kalitesi, kalıp maliyeti, sinterleme büzülmesi, yoğunluk, ikincil işlemler ve muayene stratejisi arasındaki ilişkiye dayanır. Bu faktörler kalıp öncesi gözden geçirildiğinde MIM pratik bir üretim yolu olabilir. Göz ardı edildiklerinde proje ilk teklifi geçebilir ancak numune, son işlem, montaj veya seri üretim sırasında başarısız olabilir.
SSS: MIM Uygulama Seçim Kılavuzu
MIM seçimi için ilk kural nedir?
İlk kural, parçanın küçük, karmaşık, üretim hacmine uygun ve malzeme uyumlu olup olmadığını teyit etmektir. MIM, yalnızca parça karmaşık bir şekle sahip olduğu için seçilmemelidir.
MIM'i ne zaman CNC işlemeye tercih etmeliyim?
Parça küçük, karmaşık, orta-yüksek hacimli üretilecek ve her kritik özellikte işleme gerektirmiyorsa MIM'i CNC yerine kullanın. CNC genellikle prototipler, düşük hacim, sıkı referans noktaları ve sık tasarım değişiklikleri için daha uygundur.
MIM'i ne zaman kullanmamalıyım?
Parça çok büyük, çok düz, çok düşük hacimli, izole bölgelerde çok kalın veya son işlem gerektirmeden ayna yüzey kalitesi ya da ultra sıkı referans toleransları gerektiriyorsa MIM'den kaçının.
MIM parçalar için yaygın olarak hangi malzemeler kullanılır?
Yaygın MIM malzemeleri arasında 316L paslanmaz çelik, 17-4PH paslanmaz çelik, 420 paslanmaz çelik, 430 paslanmaz çelik, düşük alaşımlı çelikler, titanyum alaşımları ve tungsten alaşımları bulunur. Doğru malzeme; korozyon direnci, mukavemet, sertlik, aşınma, yoğunluk, ısıl işlem ve yüzey kalitesi gereksinimlerine bağlıdır.
MIM parçaları sinterleme sonrası işleme gerektirir mi?
Bazı MIM parçaları sinterlenmiş haliyle kullanılabilir, ancak kritik delikler, yatak geçmeleri, sızdırmazlık yüzeyleri, dişler, kayma yüzeyleri ve hassas referans noktaları genellikle sinterleme sonrası işleme, boyutlandırma, taşlama veya parlatma gerektirir.
MIM uygulamalarındaki en büyük riskler nelerdir?
En büyük riskler arasında sinterleme büzülme varyasyonu, eğrilme, çatlama, gözeneklilik, eksik dolum, parlatma veya PVD sonrası yüzey çukurları, ısıl işlem deformasyonu ve belirsiz muayene standartları yer alır.
MIM maliyeti nasıl hesaplanır?
MIM maliyeti kalıp, malzeme, kalıplama, bağlayıcı giderme, sinterleme, ikincil işlemler, muayene ve fire kaybını içerir. MIM, kalıp maliyeti istikrarlı üretim hacmine yayılabildiğinde daha ekonomik hale gelir.
Alıcılar bir MIM RFQ'su için ne sağlamalıdır?
Alıcılar 3B model, 2B çizim, malzeme gereksinimi, yıllık hacim, kritik boyutlar, yüzey kalitesi gereksinimi, ısıl işlem veya kaplama ihtiyaçları, muayene yöntemi ve fonksiyonel gereksinimler sağlamalıdır.