Revisão de Engenharia CNC para MIM Uma peça usinada em CNC está pronta para revisão de ferramental MIM somente quando a equipe do projeto puder separar o que foi feito para usinagem CNC do que deve ser controlado na produção MIM final. Uma amostra física de CNC é útil, mas não é suficiente por si só. Antes da discussão do ferramental, uma equipe de engenharia MIM…
Revisão de Engenharia CNC para MIM
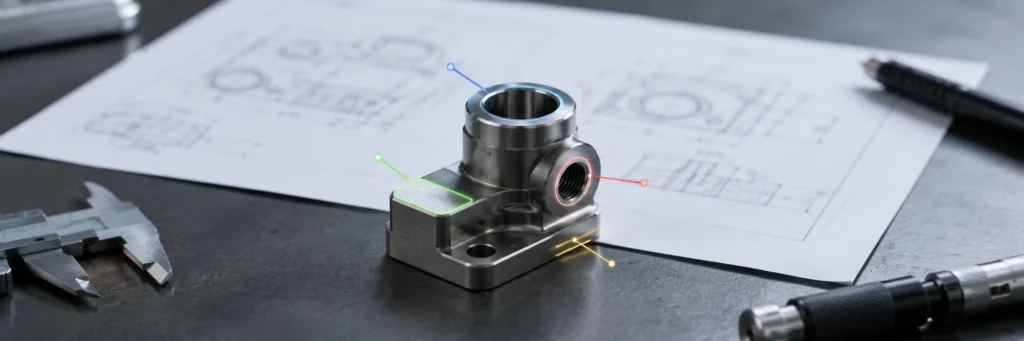
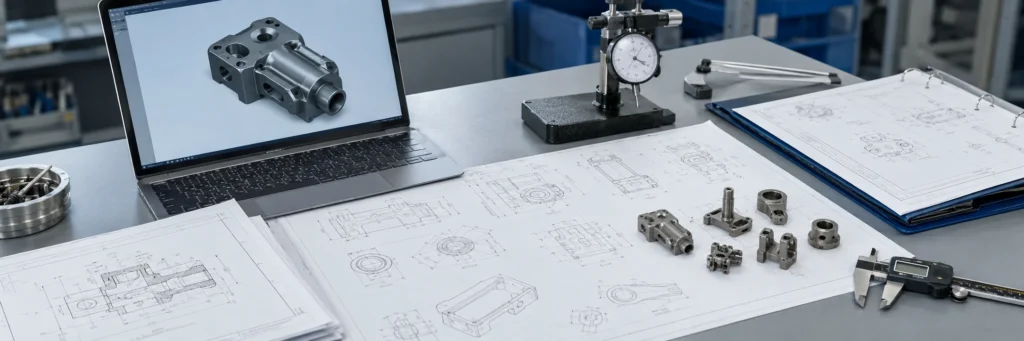
Uma peça usinada em CNC está pronta para revisão de ferramental MIM somente quando a equipe do projeto puder separar o que foi feito para usinagem CNC do que deve ser controlado na produção MIM final. Uma amostra física de CNC é útil, mas não é suficiente por si só. Antes da discussão do ferramental, uma equipe de engenharia MIM precisa de um desenho 2D, modelo 3D, dimensões críticas, superfícies funcionais, material alvo, volume anual, requisitos de tratamento de superfície ou térmico e quaisquer recursos que ainda possam necessitar de usinagem secundária após a sinterização.
Isso é importante porque o ferramental MIM deve considerar a retração na sinterização, posição do ponto de injeção, linha de partição, ejeção, suportes de sinterização, operações secundárias e requisitos de inspeção final. O objetivo não é substituir o CNC cegamente. O objetivo é decidir se a peça está pronta para uma revisão prática de CNC para MIM, precisa de ajuste DFM, deve permanecer CNC ou pode exigir uma rota híbrida de MIM mais usinagem.
```Resposta Rápida: Quando uma Peça CNC está Pronta para Revisão de Ferramental MIM?
- Pronta quando geometria, dimensões críticas, volume anual, material e superfícies funcionais estão claros.
- Não pronta se a equipe fornecer apenas uma amostra CNC sem desenhos, tolerâncias, superfícies funcionais ou volume de produção.
- Precisa de revisão DFM se paredes finas, roscas, superfícies de referência, furos profundos ou faces de vedação puderem alterar o ferramental MIM ou a rota de operação secundária.
- Pode permanecer CNC se o volume for baixo, a geometria ainda estiver mudando, ou a peça depender de muitos recursos usinados com precisão sem espaço para redesenho.

Conclusão principal: Uma amostra usinada em CNC por si só não é suficiente para a revisão do ferramental MIM; o pacote de desenhos e os requisitos funcionais devem estar claros.
O que significa “Pronto para Revisão de Ferramental MIM” para uma Peça Usinada em CNC?
Para uma peça usinada em CNC, “pronta para revisão de ferramental MIM” significa que a peça possui informações de engenharia suficientes para que um fornecedor MIM avalie a viabilidade do ferramental, o controle de retração, o risco dimensional e as necessidades de operações secundárias. Não significa simplesmente que a peça já foi produzida com sucesso por usinagem CNC.
A usinagem CNC remove material de tarugos, chapas, fundidos ou outro material metálico. A moldagem por injeção de metal (MIM) forma o feedstock preparado em um molde, remove o ligante e sinteriza a peça até sua condição metálica final. Como esses processos criam geometria de maneiras diferentes, uma geometria CNC nem sempre pode ser copiada diretamente para um molde MIM.
```Prontidão Não é o Mesmo Que Ter um Protótipo CNC
Um protótipo CNC pode comprovar o encaixe de montagem, a função ou a validação inicial do cliente. No entanto, ele também pode conter escolhas de usinagem que não são necessárias no produto final. Cantos internos vivos, furos profundos, rasgos estreitos, características roscadas, relações de datum apertadas ou superfícies cosméticas podem existir porque a CNC pode produzi-los com ferramentas e configurações específicas.
Antes da revisão do ferramental MIM, a equipe deve determinar se cada característica é funcional, orientada por CNC, moldável com revisão, adequada para usinagem secundária ou provável de tornar o MIM inadequado sem alterações de projeto.
O Que Engenheiros MIM Precisam Antes da Discussão de Ferramental
Um engenheiro MIM precisa de mais do que uma peça de amostra ou um arquivo STEP. A revisão deve incluir a intenção do desenho por trás da peça. Entradas importantes incluem o desenho 2D, o modelo CAD 3D, as dimensões críticas para a função, o requisito de material, o volume anual esperado, os requisitos de acabamento superficial, as expectativas de tratamento térmico, os requisitos de inspeção e os pontos problemáticos conhecidos da produção CNC.
Para uma comparação mais ampla, revise a comparação MIM vs usinagem CNC. Este artigo foca apenas na revisão de prontidão antes da discussão de ferramental MIM.
Quatro Níveis Práticos de Preparação Antes da Revisão de Ferramental
Uma peça usinada em CNC não precisa de uma resposta simples de sim ou não. Uma revisão mais útil classifica o projeto em um de quatro níveis de prontidão para que as equipes de engenharia, suprimentos e de projeto saibam a próxima ação.
Pronto para Revisão MIM
O desenho, modelo CAD, dimensões críticas, material alvo, volume anual e superfícies funcionais estão claros o suficiente para discussão de viabilidade de ferramental.
Precisa de Revisão DFM
A peça pode ser adequada, mas paredes finas, roscas, furos, recursos de datum ou notas de tolerância precisam de feedback de projeto para MIM primeiro.
Rota Híbrida Provável
O corpo da peça pode ser adequado para MIM, mas superfícies de vedação, encaixe, roscadas ou de datum selecionadas podem ainda exigir usinagem pós-sinterização.
Permanecer em CNC por Enquanto
O projeto ainda pode estar mudando, o volume pode ser muito baixo, ou a peça pode depender demais de geometria controlada por CNC.
O Checklist de Prontidão CNC para MIM
O seguinte checklist ajuda as equipes de engenharia e suprimentos a julgar se uma peça usinada em CNC está pronta para revisão de ferramental MIM. Ele foi projetado para revelar o que está pronto, o que precisa de esclarecimento e o que pode afetar o ferramental, a sinterização, as operações secundárias ou a inspeção final.
```| Área de Revisão | O que verificar | Por Que É Importante | Status da Revisão |
|---|---|---|---|
| Geometria | Paredes finas, rasgos profundos, rebaixos, cantos internos, furos, nervuras, pinos, e características frágeis | O ferramental MIM, a ejeção, a remoção do ligante e a sinterização podem exigir ajuste geométrico | Pronto / Necessita revisão DFM / Não claro |
| Dimensões críticas | Dimensões funcionais, referências de datum, encaixes de montagem, áreas de vedação, superfícies de deslizamento e pilhas de tolerância | Nem toda tolerância de CNC deve se tornar automaticamente um alvo de tolerância MIM | Pronto / Necessita revisão DFM / Não claro |
| Completude do desenho | Desenho 2D, CAD 3D, especificação de material, notas de tolerância, notas de superfície e pontos de inspeção | A revisão do ferramental depende da intenção do projeto, não apenas da forma da peça | Pronto / Necessita de entrada / Não claro |
| Requisito de material | Material CNC atual, propriedades requeridas, necessidades de corrosão, comportamento magnético, tratamento térmico ou necessidades regulatórias | A disponibilidade de material MIM e a resposta à sinterização devem ser revisadas antes do ferramental | Pronto / Necessita revisão de material / Não claro |
| Volume anual | Volume de protótipo, volume de lançamento, estimativa de produção anual e vida útil esperada do projeto | O ferramental MIM se torna mais razoável quando o volume de produção pode absorver o custo do ferramental | Pronto / Necessita de revisão de negócios / Não claro |
| Operações secundárias | Rosqueamentos, faces de vedação, furos de precisão, superfícies de referência, polimento, revestimento, tratamento térmico ou usinagem após a sinterização | Algumas características podem ser melhor controladas após a sinterização do que moldadas diretamente | Pronto / Necessita de revisão de operação / Não claro |
| Plano de inspeção | Características críticas de inspeção, gabaritos funcionais, pontos de CMM, inspeção de superfície e verificações de montagem | A revisão deve conectar as decisões de ferramental com o controle de qualidade final | Pronto / Necessita de revisão de inspeção / Não claro |
Uma peça não precisa ser perfeita antes da revisão. No entanto, os itens não claros devem estar visíveis. Uma boa revisão de ferramental MIM começa identificando o que está pronto, o que precisa de discussão DFM e o que pode exigir uma rota de fabricação diferente.
Se vários itens da lista de verificação estiverem marcados como “Não claro”, o próximo passo deve ser o esclarecimento do desenho em vez da cotação do ferramental. Se a maioria dos itens estiver “Pronto”, mas algumas áreas funcionais precisarem de controle mais rigoroso, o projeto pode ser adequado para um corpo MIM com operações secundárias selecionadas.

Conclusão principal: A prontidão do ferramental MIM depende de várias entradas de engenharia, não apenas da existência de uma amostra usinada em CNC.
Recursos de CNC que Podem Precisar de Redesenho Antes do Ferramental MIM
Uma peça usinada em CNC frequentemente contém recursos que são fáceis de cortar, mas difíceis de moldar, remover o ligante, sinterizar ou inspecionar consistentemente. Esses recursos não tornam automaticamente o MIM impossível. Eles simplesmente precisam ser revisados antes que as decisões de ferramental sejam tomadas.
```| Recurso de CNC | Risco de Revisão MIM | Ação Possível |
|---|---|---|
| Cantos internos vivos | Risco de preenchimento do molde, concentração de tensões, desgaste do ferramental ou distorção na sinterização | Adicionar raio se a função permitir |
| Furos pequenos e profundos | Moldagem difícil, pinos de núcleo fracos ou necessidade de usinagem secundária | Revisar se o furo deve ser moldado, usinado ou redesenhado |
| Rosca fina | Rosqueamentos moldados podem não atender às necessidades funcionais ou de inspeção | Considere a usinagem de roscas após a sinterização |
| Abas finas isoladas | Risco de dano na peça verde, dano na remoção do ligante ou distorção | Revise a espessura da parede, o suporte e a direção de ejeção |
| Superfícies de vedação planas | O movimento na sinterização pode afetar o desempenho da vedação | Considere usinagem, lapidação ou operação secundária controlada por inspeção |
| Superfícies de referência (datum) críticas | A variação de retração na sinterização MIM pode afetar as relações de referência | Identifique quais referências requerem controle pós-sinterização |
| Ranhuras longas e estreitas | Resistência do ferramental, preenchimento e risco de deformação | Revisar largura, profundidade e direção de abertura do rasgo |
| Superfícies cosméticas de CNC | A superfície MIM 'as-sintered' pode diferir do acabamento usinado | Definir aparência de superfície requerida ou rota de acabamento |
Furos Profundos, Cantos Internos e Rebaixos
A usinagem CNC pode produzir furos, cavidades, ranhuras e características internas usando ferramentas de corte. Em MIM, essas características devem ser formadas por elementos do molde, suportadas durante a moldagem e permanecer estáveis durante a remoção do ligante e a sinterização. Um furo profundo pode exigir um pino central esguio. Um canto vivo pode exigir um raio. Um rebaixo pode precisar de uma ação lateral, alteração de projeto ou operação secundária.
Paredes Finas e Características Frágeis Isoladas
O MIM é frequentemente adequado para peças metálicas pequenas e complexas, mas características finas ou isoladas ainda precisam de revisão cuidadosa. Lugares frágeis, braços finos, nervuras altas e seções sem suporte podem ser danificados durante o manuseio da peça 'green' ou podem distorcer durante a sinterização.
Rosqueamentos, Faces de Vedação e Superfícies de Referência
Rosqueamentos, faces de vedação e superfícies de referência são pontos de decisão comuns ao migrar da usinagem CNC para MIM. Algumas características podem ser moldadas em forma próxima à final ('near-net shape'), enquanto outras podem exigir usinagem ou dimensionamento após a sinterização. Por exemplo, um furo não crítico pode ser moldado, enquanto um furo de vedação pode precisar de usinagem após a sinterização.
Durante a revisão, cada característica deve ser atribuída a um de três caminhos: moldar diretamente, redesenhar para MIM ou controlar após a sinterização. Isso evita que a equipe force cada característica CNC no molde quando a usinagem secundária ou o ajuste de projeto seriam mais práticos.
Para entender como essas questões se encaixam em um fluxo de revisão mais amplo, consulte revisão de projeto MIM antes do ferramental.

Conclusão principal: Nem todo recurso de CNC deve ser moldado diretamente; riscos funcionais e de manufaturabilidade devem ser revisados primeiro.
Cenário de Campo Composto para Treinamento em Engenharia
Uma equipe de projeto tem um pequeno componente de aço inoxidável usinado em CNC usado em uma montagem mecânica compacta. A peça inclui dois furos de montagem, um recurso roscado, uma área de vedação plana, dois pinos laterais finos e uma face de referência usada durante a inspeção de montagem.
Do ponto de vista da revisão MIM, a equipe não deve simplesmente perguntar se a peça inteira pode ser moldada. Em vez disso, a revisão deve separar a peça em três grupos: geometria que pode ser adequada para conformação quase líquida MIM, superfícies funcionais que podem exigir inspeção mais rigorosa ou usinagem secundária, e recursos que podem precisar de redesenho antes do ferramental.
Este tipo de revisão ajuda a equipe a evitar tratar a geometria CNC como geometria MIM final muito cedo. Também ajuda as equipes de suprimentos e de projeto a solicitar uma revisão que conecte a intenção do projeto, o risco do ferramental, as operações secundárias e a inspeção final, em vez de solicitar apenas uma comparação de preço unitário.
Quais Dados do Desenho Devem Ser Confirmados Antes da Revisão?
Uma amostra de CNC pode mostrar a forma atual, mas o desenho explica a intenção de engenharia. Antes da revisão do ferramental MIM, a equipe deve confirmar se o desenho e os dados CAD descrevem claramente o requisito final de produção.
```Consistência entre Desenho 2D e Modelo 3D
O modelo 3D define a geometria, mas o desenho 2D geralmente define tolerâncias, estrutura de referência, dimensões críticas, notas de superfície, requisitos de material, tratamento térmico e expectativas de inspeção. Se o modelo CAD e o desenho não corresponderem, o fornecedor MIM pode não saber qual fonte controla a revisão.
Dimensões Críticas para a Função
Nem toda dimensão em um desenho CNC deve ser tratada como crítica para MIM. Algumas tolerâncias podem existir porque eram fáceis de manter durante a usinagem, não porque a montagem as necessita. Antes da revisão, a equipe deve identificar as dimensões que afetam o ajuste, a função, o movimento, a vedação, a resistência ou a inspeção.
Pontos Críticos Atuais do CNC e Alvo de Produção
Uma revisão útil deve explicar por que a equipe está considerando o MIM. Razões comuns incluem tempo de usinagem, complexidade da peça, trocas de ferramentas, alto risco de sucata, múltiplas configurações, miniaturização de montagem ou aumento do volume anual.
| Detalhe da Entrada | Como Isso Altera a Revisão | Impacto Típico na Decisão |
|---|---|---|
| Dimensões críticas e referenciais | Mostra quais recursos devem ser controlados após a retração e sinterização | Pode afetar a compensação de ferramental, dimensionamento, usinagem ou estratégia de inspeção |
| Superfícies funcionais | Identifica áreas críticas de vedação, deslizamento, localização, rolamento ou montagem | Pode exigir usinagem pós-sinterização, polimento ou controle de inspeção mais rigoroso |
| Volume anual | Mostra se a revisão do ferramental é comercialmente significativa | Pode apoiar a revisão MIM, atrasar o ferramental ou manter o CNC para validação |
| Material CNC atual | Fornece o ponto de partida para a revisão de disponibilidade e desempenho de materiais MIM | Pode acionar discussão sobre substituição de material ou disponibilidade de feedstock |
| Observações sobre tratamento superficial e térmico | Esclarece expectativas de desempenho e aparência final | Pode adicionar revisão de operações secundárias antes da cotação |

Conclusão principal: O pacote de revisão deve explicar a intenção do projeto, não apenas a forma da peça.
Quando a Peça Deve Permanecer CNC em Vez de Migrar para MIM?
Algumas peças usinadas em CNC devem permanecer CNC. MIM não é a melhor rota para todas as peças metálicas, e uma revisão credível deve identificar quando CNC ainda é a melhor escolha.
```| Situação | Caminho Preferencial | Motivo |
|---|---|---|
| Volume anual muito baixo | Manter CNC ou adiar revisão de ferramental | O custo do ferramental pode não ser justificado |
| Alterações de projeto ainda são frequentes | Manter CNC para validação | O ferramental MIM não deve ser iniciado antes da estabilização da geometria |
| Geometria grande e simples | Mantenha CNC ou considere outro processo | MIM é mais forte para peças pequenas, complexas e de alto volume |
| Tolerância local extremamente apertada sem margem para redesenho | Rota CNC ou híbrida | Algumas características podem exigir usinagem mesmo que o corpo seja MIM |
| A amostra CNC não possui desenho ou notas funcionais | Revisão de engenharia primeiro | A revisão carece de intenção de projeto controlada |
| Peça pequena e complexa com geometria estável e volume crescente | Avaliar MIM | MIM pode suportar produção near-net-shape após revisão do ferramental |
| Corpo predominantemente adequado para MIM com algumas superfícies de precisão | MIM híbrido mais usinagem | O MIM pode formar o corpo enquanto o CNC controla recursos selecionados |
Baixo Volume ou Designs com Mudanças Frequentes
Se a peça ainda estiver em mudança, o CNC pode continuar sendo a melhor rota de validação. O ferramental MIM requer estabilidade de projeto, pois alterações no ferramental podem afetar custo, prazo e risco do projeto.
Tolerância Local Extremamente Apertada Sem Margem para Redesenho
Um desenho CNC pode incluir tolerâncias muito apertadas em vários recursos. Se o projeto não puder permitir ajuste de tolerância, operação secundária ou estratégia de inspeção, a peça pode não estar pronta para o ferramental MIM.
Geometria Grande, Simples ou Eficiente para CNC
O MIM é mais relevante para peças metálicas pequenas e complexas, onde o ferramental pode suportar a produção repetível. Se a peça for grande, simples e já eficiente para usinar, a revisão do ferramental pode não mostrar um forte motivo para conversão.
Como a XTMIM Analisa uma Peça Usinada em CNC Antes do Ferramental MIM
A XTMIM analisa peças usinadas em CNC a partir de um desenho e sob a perspectiva de viabilidade de fabricação. O objetivo é decidir se a peça está pronta para discussão de ferramental MIM, precisa de ajuste de projeto, deve permanecer em CNC ou deve usar uma rota de processo híbrida.
```Triagem Inicial de Desenho e Geometria
A primeira revisão foca em geometria, tamanho, espessura de parede, estrutura de furos, rebaixos (undercuts), superfícies funcionais e preocupações com a linha de partição ou ejeção. A equipe também verifica se o desenho identifica claramente as dimensões e superfícies importantes.
Revisão de Ferramental, Retração e Operações Secundárias
Se a peça parecer adequada, a próxima revisão considera a direção do ferramental, compensação de retração, estabilidade na sinterização, escolha de material e necessidades de operações secundárias. Para peças usinadas em CNC, a pergunta mais importante é frequentemente quais características devem ser moldadas e quais devem permanecer controladas após a sinterização.
A XTMIM pode oferecer suporte na revisão de moldagem por injeção, remoção de ligante e sinterização com base na experiência interna de processo. A fabricação de ferramental é tipicamente realizada com suporte externo de fabricação de moldes, enquanto a moldagem de teste e a revisão de correção de ferramentas podem ser apoiadas durante o desenvolvimento do projeto.
Feedback Antes da Cotação ou Decisão de Ferramental
Uma revisão útil deve produzir feedback prático: se a peça parece adequada para revisão MIM, necessita de ajuste geométrico, deve manter características selecionadas como superfícies usinadas secundárias, requer esclarecimento de material, ou ainda pode ser mais prática como CNC.
A revisão também deve identificar o que ainda não pode ser decidido. Volume anual ausente, dimensões críticas incertas, requisitos de material não claros ou expectativas de superfície não confirmadas podem atrasar uma cotação confiável. Essas lacunas não são falhas; são os itens que devem ser esclarecidos antes do compromisso com o ferramental.
Para um caminho de suporte estruturado, consulte a revisão de a revisão de engenharia para projetos MIM, Revisão de ferramental MIM, e Revisão de conversão CNC para MIM.
O que Enviar para uma Revisão de Ferramental de CNC para MIM
Um pacote de revisão completo ajuda a equipe de engenharia a responder com mais precisão. O pacote mínimo de entrada deve incluir as informações abaixo.
```Pacote Mínimo de Entrada
- Modelo CAD 3D.
- Desenho 2D com tolerâncias e referências de datum.
- Material CNC atual.
- Material alvo ou desempenho mecânico, de corrosão, magnético ou de desgaste necessário.
- Estimativa de volume anual.
- Tamanho e peso atual da peça, se disponíveis.
- Dimensões críticas para a função.
- Superfícies funcionais, como faces de vedação, deslizamento, rolamento, localização ou montagem.
Detalhes opcionais, mas úteis para revisão
- Requisitos de acabamento superficial ou revestimento.
- Expectativas de tratamento térmico, se necessário.
- Requisitos de inspeção ou preocupações de qualidade conhecidas.
- Fotos de amostras ou notas do processo CNC atual.
- Contexto de montagem e informações da peça acoplada.
- Pontos problemáticos atuais de usinagem CNC, como tempo de usinagem, refugo, complexidade de fixação ou pressão de custo.
Se o desenho tiver tolerâncias apertadas, características finas, furos profundos, áreas roscadas, superfícies de vedação ou requisitos de material pouco claros, o projeto deve passar por feedback DFM antes de uma decisão formal de ferramental. Isso reduz o risco de orçar um projeto que ainda precisa de revisão importante.
As equipes que preparam uma consulta formal também podem usar o Guia de preparação de RFQ MIM antes de enviar os dados do projeto.
Antes de enviar o pacote, marque as características que devem ser controladas para a função. Isso ajuda a equipe de revisão a separar as dimensões que podem seguir a capacidade normal do processo MIM das dimensões que podem exigir compensação de ferramental, dimensionamento, usinagem ou inspeção dedicada.

Conclusão principal: Um pacote de desenhos estruturado melhora a precisão da revisão de viabilidade CNC para MIM.
Verificação Final de Prontidão Antes de Enviar
Sua peça usinada em CNC é mais forte para revisão MIM quando o pacote enviado responde às perguntas de engenharia abaixo.
Dados de Engenharia
- O desenho 2D e o modelo CAD 3D correspondem.
- Dimensões críticas para a função são identificadas.
- Superfícies funcionais são marcadas ou explicadas.
- Requisitos de material e superfície são declarados claramente.
Contexto do Projeto
- Volume anual e estágio do projeto são conhecidos.
- Pontos problemáticos atuais do CNC são explicados.
- Possíveis operações secundárias são aceitáveis para revisão.
- A equipe está aberta a feedback DFM antes do ferramental.
Envie seu Pacote de Desenho CNC para Revisão MIM
Se você possui uma amostra usinada em CNC, desenho 2D ou modelo 3D e deseja avaliar se está pronto para a revisão de ferramental MIM, envie o pacote de desenho para análise de engenharia. A XTMIM pode ajudar a identificar riscos geométricos, dimensões críticas, questões de material e possíveis requisitos de operações secundárias antes da discussão do ferramental.
FAQ
Um protótipo usinado em CNC pode ser usado diretamente para a revisão do ferramental MIM?
Um protótipo usinado em CNC pode ser usado como referência, mas não deve ser a única entrada para revisão. A revisão do ferramental MIM também precisa de um desenho 2D, modelo 3D, dimensões críticas, requisitos de material, volume anual e informações de superfície funcional.
Quais informações são necessárias antes de revisar uma peça CNC para MIM?
As informações mais úteis incluem dados CAD, desenhos 2D, tolerâncias, estrutura de datum, material atual, volume de produção alvo, requisitos de superfície, necessidades de tratamento térmico, requisitos de inspeção e pontos problemáticos atuais da produção CNC.
Quais recursos usinados por CNC ainda podem precisar de usinagem após o MIM?
Roscas, faces de vedação, furos precisos, superfícies de referência e características de encaixe de alta precisão podem ainda necessitar de usinagem, calibração ou operações secundárias controladas por inspeção após a sinterização.
Tolerâncias de usinagem CNC rigorosas devem ser mantidas em um desenho MIM?
Não automaticamente. A equipe do projeto deve identificar quais tolerâncias são críticas para a funcionalidade. Algumas tolerâncias de CNC podem ser relaxadas, redesenhadas ou controladas por meio de operações secundárias em uma rota de produção MIM.
Quando uma peça deve permanecer em CNC em vez de migrar para MIM?
Uma peça pode permanecer usinada em CNC se o volume for baixo, as alterações de projeto forem frequentes, a geometria for grande e simples, ou as tolerâncias críticas não deixarem espaço para revisão do processo MIM ou planejamento de operações secundárias.
A XTMIM pode revisar meu desenho CNC antes de orçar o ferramental MIM?
Sim. Uma revisão baseada em desenho pode ajudar a determinar se a peça é adequada para discussão de ferramental MIM, necessita de ajuste DFM, deve permanecer em CNC ou pode exigir uma rota híbrida MIM mais usinagem.