Solicite um Orçamento de Moldagem por Injeção de Metal
Compartilhe seu desenho, requisitos de material, volume anual, necessidades de tolerância ou detalhes da aplicação. Nossa equipe de engenharia revisará seu projeto MIM e responderá com feedback técnico ou orçamento.
A maioria dos problemas recorrentes de qualidade em MIM é projetada muito antes do primeiro lote de produção. Quando uma peça apresenta empenamento, trincas, rebarba, variação de densidade ou desvio dimensional, a causa raiz geralmente já está no modelo CAD. Na moldagem por injeção de metal, a geometria faz mais do que definir a forma. Ela afeta como o feedstock preenche, …
A maioria dos problemas recorrentes de qualidade em MIM é projetada muito antes do primeiro lote de produção. Quando uma peça apresenta empenamento, trincas, rebarba, variação de densidade ou desvio dimensional, a causa raiz geralmente já está no modelo CAD. Na moldagem por injeção de metal, a geometria faz mais do que definir a forma. Ela afeta como o feedstock preenche, como a peça verde resiste ao manuseio, como o ligante sai da estrutura e quão uniformemente a peça retrai durante a sinterização.
É por isso que este artigo se concentra em uma única questão prática: como as decisões de projeto de peça se transformam em problemas de qualidade. Não pretende substituir um guia mais amplo
revisão de projeto de peça MIM.
Em vez disso, é escrito para engenheiros, compradores e equipes de projeto que precisam avaliar se uma peça pode permanecer estável, repetível e dentro da tolerância durante a produção real.
Este artigo faz parte da Matriz de Fatores de Qualidade de Peças MIM. Ele se concentra apenas em riscos de qualidade impulsionados pelo projeto. Outros fatores de qualidade, como seleção de material, feedstock, moldagem por injeção, projeto de molde, remoção do ligante, sinterização e dimensões finais, são abordados separadamente na mesma série de artigos de controle de qualidade.
Diretrizes da indústria da
MPIF
e dos
recursos de projeto da Metal Injection Molding Association
apoiam a mesma ideia central: a MIM pode produzir peças complexas de forma eficiente, mas a geometria ainda precisa trabalhar a favor do processo, e não contra ele.
Ponto central: Na MIM, muitos problemas de qualidade são mais fáceis de prevenir na fase de projeto do que corrigir posteriormente por meio de moldagem, remoção do ligante, sinterização, classificação ou retrabalho.
Onde Este Artigo se Encaixa na Série de Qualidade de Peças MIM
Esta página explica como o projeto da peça cria ou reduz o risco de qualidade MIM. Para uma visão mais ampla de todos os principais fatores de qualidade, comece com o Matriz de Fatores de Qualidade de Peças MIM, em seguida, use os artigos relacionados abaixo para revisar cada causa separadamente.
Se o risco de projeto afetar dimensões funcionais, relações de datum, superfícies cosméticas ou critérios de aceitação, ele também deve ser conectado ao planejamento de inspeção e testes MIM antes do ferramental ou da produção piloto.
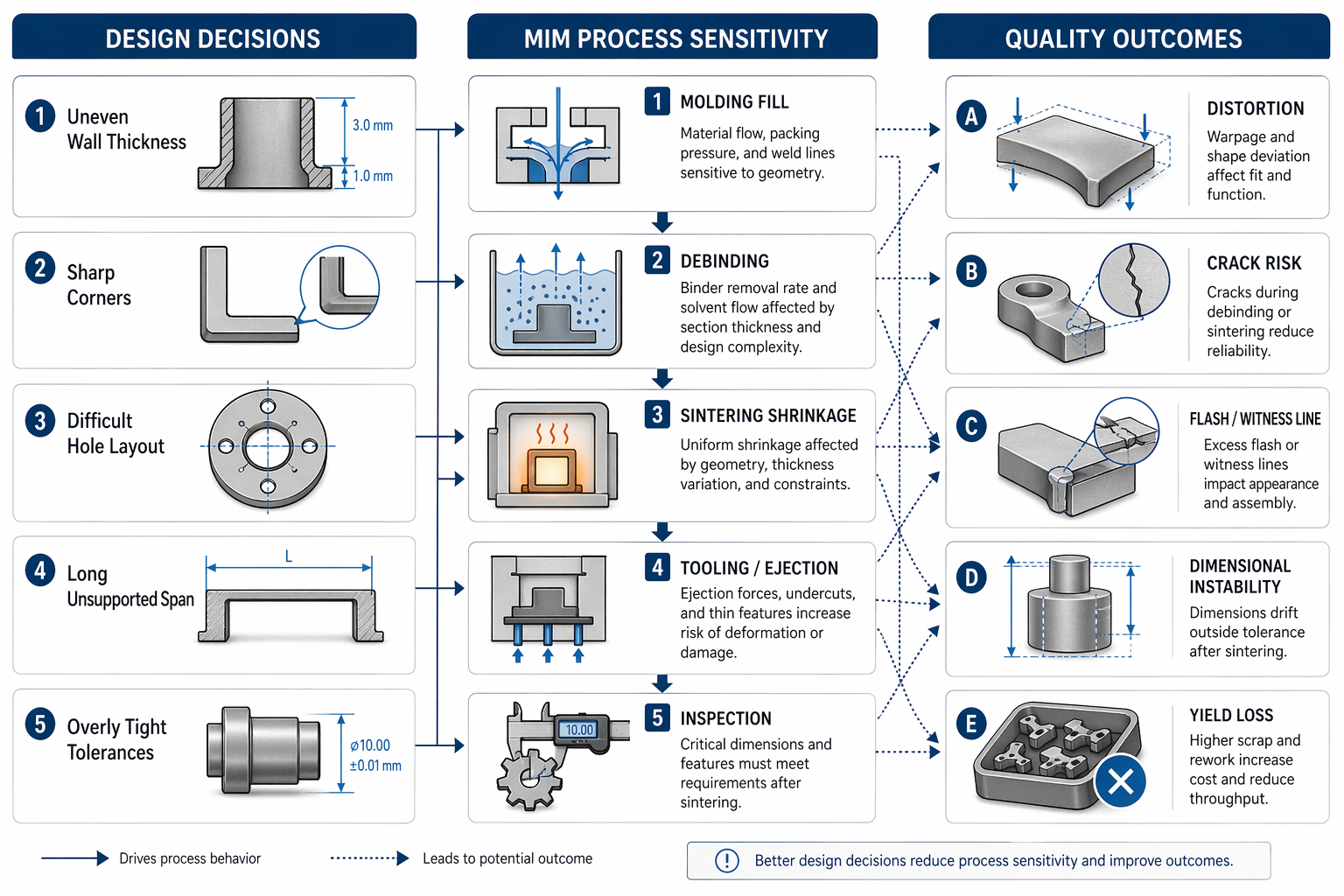
Figura 1. Como Decisões de Projeto de Peça se Transformam em Problemas de Qualidade no MIM
Principais conclusões: A maioria dos problemas graves de qualidade no MIM pode ser atribuída a um pequeno número de decisões iniciais de projeto.
Este mapa lógico dá aos leitores o ponto de partida correto. Distorção, trincas, rebarbas, linhas de união, fragilidade relacionada à porosidade e dimensões instáveis não devem ser tratados como eventos isolados no chão de fábrica. Em muitos projetos de MIM, eles são o resultado visível de escolhas de projeto que tornaram o processo mais sensível desde o início.
Essa é a linha que percorre todo o artigo: uma vez que a geometria aumenta a sensibilidade do processo, a qualidade se torna mais difícil de manter lote após lote.
1. Espessura de Parede Desigual é Onde Muitos Problemas de Qualidade no MIM Começam
Um boss espesso ao lado de uma parede fina pode parecer inofensivo na tela, mas raramente se comporta assim após a remoção do ligante e a sinterização. Uma vez que o equilíbrio das seções é pobre, a retração se torna menos previsível, o risco de distorção aumenta e a estabilidade dimensional geralmente piora.
É por isso que o controle de espessura de parede não é apenas um tópico de geometria. É uma das primeiras decisões de qualidade no projeto da peça. Se a distribuição de massa estiver errada, o processo terá que trabalhar mais para proteger a peça de problemas que foram incorporados à forma desde o início.
Figura 2. Espessura de Parede Desigual vs Espessura de Parede Balanceada no MIM
Principais conclusões: A espessura de seção balanceada dá à peça uma chance melhor de preencher, remover o ligante e retrair de forma controlada.
O exemplo fraco não é problemático porque é difícil de desenhar. É problemático porque concentra massa em uma área enquanto deixa outra área relativamente leve. Esse desequilíbrio geralmente aparece mais tarde como retração desigual, desvio de forma, movimento de furos ou mais variação entre lotes.
O exemplo melhor utiliza um perfil de seção mais estável. Na produção real de MIM, isso geralmente proporciona melhor repetibilidade do que tentar “corrigir” uma distribuição de massa inadequada apenas com ajuste de processo.
Use transições para reduzir a concentração de tensões
Paredes totalmente uniformes nem sempre são realistas, mas saltos abruptos de espessura ainda devem ser evitados. Uma transição mais suave facilita o fluxo, a remoção do ligante e geralmente é mais tolerante na sinterização. Se a estratégia geométrica mais ampla precisar ser discutida em mais detalhes, isso pertence a uma seção separada
diretrizes de projeto de peças MIM
em vez de sobrecarregar esta página.
Nervuras geralmente funcionam melhor do que reforço sólido superdimensionado
Quando um projetista precisa de mais rigidez, o instinto é frequentemente adicionar volume. No MIM, isso pode criar mais problemas do que soluções. Um projeto com nervuras ou alívios geralmente resulta em melhor qualidade do que um bloco sólido espesso, pois reduz a concentração de massa enquanto ainda suporta a função.
2. Furos, Rasgos e Características de Pinos de Macho São Fáceis de Subestimar
Em um desenho, furos e rasgos parecem simples. No ferramental e na produção, eles se tornam pinos de macho, condições de vedação, paredes finas locais e potenciais pontos fracos. Se o layout for muito agressivo, a perda de qualidade geralmente se manifesta como rebarba, trincas locais, instabilidade de borda ou baixa repetibilidade entre ciclos.
A verdadeira questão não é se uma característica pode ser formada uma vez. A melhor pergunta é se ela pode ser formada de forma consistente, com suporte estável e controle dimensional aceitável, ao longo do volume real de produção. Este é um dos lugares mais comuns onde uma peça parece viável no desenho, mas se torna menos estável no ferramental real.
Figura 3. Como o Projeto de Furos, Rasgos e Pinos de Macho Afeta a Qualidade das Peças MIM
Principais conclusões: O layout de pequenos recursos afeta diretamente a qualidade do suporte, o risco de rebarba e a estabilidade dimensional no ferramental e na produção MIM.
Furos passantes são geralmente mais estáveis do que layouts difíceis de furos cegos. Paredes finas ao redor de furos aumentam a fragilidade local. Recursos aglomerados criam zonas fracas e dificultam a manutenção da forma consistente após a sinterização.
É por isso que o projeto de furos e rasgos deve ser revisado cedo, e não depois que o conceito do molde já estiver fixado. O que parece um detalhe menor de CAD pode se tornar um problema de qualidade recorrente na produção em volume. Para uma visão do lado do ferramental sobre pinos de núcleo, lógica de injeção e risco de linha de partição, veja como o projeto do molde afeta a qualidade da peça MIM.
Bom senso de projeto: se um recurso deixa paredes muito finas, força uma condição de pino de núcleo fraco ou aglomera vários detalhes em uma zona local, ele deve ser tratado como um recurso de risco de qualidade, não apenas um recurso geométrico.
3. Vãos Longos e Formatos Tipo Cantilever Frequentemente Distorcem Depois, Não Antes
Algumas peças MIM falham silenciosamente. Elas moldam bem, saem com aparência aceitável e só começam a se mover mais tarde durante a remoção do ligante ou a sinterização porque a geometria não tem onde se apoiar de forma estável. Vãos longos, braços finos, protuberâncias delicadas e seções tipo cantilever são exemplos comuns.
Se uma peça é difícil de apoiar durante as etapas térmicas, o projeto já é sensível à qualidade. Nessa situação, a distorção não é apenas um problema de forno. É um problema de geometria primeiro, e o processo térmico simplesmente o expõe. Se você quiser explicar essas etapas com mais detalhes, essa discussão pertence a um artigo separado sobre
remoção do ligante e sinterização em MIM.
oficial da MIMA
Visão Geral do Processo: MIM
também é útil aqui porque ajuda a explicar por que o comportamento térmico não pode ser separado da geometria da peça.
Figura 4. Por que Vãos Longos e Cantilevers Distorcem Durante a Remoção do Ligante e a Sinterização
Principais conclusões: Uma geometria que carece de lógica de suporte estável tem muito mais probabilidade de ceder ou desviar durante o processamento térmico.
A versão fraca depende muito do processo para manter a forma reta. A versão mais forte dá à peça uma melhor postura de suporte, o que geralmente melhora a retenção de forma antes mesmo de qualquer ajuste fino do processo começar.
Esta é uma das conexões entre projeto e qualidade mais negligenciadas na MIM. Uma peça que é mais fácil de suportar durante a remoção do ligante e a sinterização geralmente também é mais fácil de manter dentro da tolerância.
Cenário de Engenharia Representativo: Quando um Projeto Moldável Ainda se Torna um Risco de Qualidade
Um pequeno componente MIM pode passar nos primeiros testes de moldagem, mas ainda assim se tornar instável após a remoção do ligante e a sinterização se combinar um boss pesado, braços finos, furos próximos e tolerâncias posicionais apertadas. As primeiras amostras podem parecer aceitáveis, mas a produção posterior pode apresentar movimento de furos, desvio de planicidade ou pressão de triagem repetida. Nessa situação, o problema não é apenas o ajuste do processo. O projeto deve ser revisado quanto ao equilíbrio de seção, postura de suporte, estabilidade do pino central e prioridade de tolerância antes que o molde seja finalizado.
Este é um cenário de engenharia representativo, não um caso de cliente. Ele mostra por que o projeto da peça, a revisão do ferramental, o suporte de sinterização e o planejamento da inspeção devem estar conectados antes que um projeto passe da aprovação da amostra para a validação da produção.
4. A Localização do Ponto de Injeção e a Estratégia da Linha de Partição Não Devem Ser Deixadas para o Final
A localização do ponto de injeção e o planejamento da linha de partição nunca devem esperar até a revisão do molde. Se a geometria for congelada muito cedo, a equipe de ferramental é frequentemente forçada a posições de ponto de injeção ou linhas de partição que são viáveis, mas não ideais. Isso geralmente significa preenchimento menos estável, maior risco cosmético, ou linhas de união e rebarbas aparecendo em superfícies que deveriam ter permanecido limpas. Este é o ponto em que o projeto da peça deve ser revisado em conjunto com riscos de qualidade do projeto de moldes MIM, não tratado como um problema de ferramental separado em estágio avançado.
Em outras palavras, muitos problemas recorrentes de ponto de injeção ou linhas de marca não são apenas problemas de ferramental. Eles são frequentemente congelados na geometria antes mesmo da revisão do molde começar. É por isso que as equipes de projeto devem pensar na lógica de moldagem antes de considerar a peça como “pronta”.”
MIMA’s
Projetos Complexos com MIM
esta página é um contexto útil porque reforça um ponto que muitas equipes aprendem tarde: mais complexidade de forma pode ser viável, mas também altera as demandas de ferramental, o trabalho inicial e o risco.
Figura 5. Estratégia de Localização do Ponto de Injeção e Linha de Partição no Projeto de Peças MIM
Principais conclusões: Escolhas ruins de ponto de injeção e linha de partição podem transformar uma geometria viável em um problema recorrente de qualidade.
Uma lógica de ponto de injeção ruim pode criar caminhos de fluxo longos e instáveis ou desequilíbrio de preenchimento em áreas críticas. Um posicionamento inadequado da linha de partição pode forçar rebarbas ou marcas de linha em superfícies de vedação, estéticas ou de montagem. Ambos os problemas são mais fáceis de evitar no início do que corrigir depois.
É por isso que o pensamento sobre ponto de injeção e linha de partição pertence à revisão do projeto, não após a revisão do projeto.
5. Detalhes Frágeis Reduzem a Margem e Aumentam o Risco de Sucata
Muitos problemas recorrentes de qualidade em MIM não vêm de um erro dramático. Mais frequentemente, eles vêm de um acúmulo de pequenos detalhes arriscados: cantos vivos, abas finas sem suporte, paredes locais estreitas, protuberâncias delicadas, rebaixos desnecessários, características excessivamente detalhadas ou detalhes em forma final que exigem mais do processo do que a função realmente necessita.
Esses detalhes ainda podem ser tecnicamente possíveis, mas “possível” e “robusto em produção” não são a mesma coisa. Quanto mais um projeto se move em direção a uma geometria frágil, mais ele depende de janelas de processo estreitas e menos margem deixa para uma saída estável.
Figura 6. Da Geometria Frágil ao Design MIM Robusto
Principais conclusões: Muitos problemas de qualidade em MIM vêm de detalhes de projeto que são tecnicamente possíveis, mas não robustos para produção.
O design mais forte geralmente não é aquele com mais detalhes. É aquele que mantém a função necessária enquanto remove fragilidades evitáveis. Em projetos reais, pequenas mudanças geométricas, como adicionar um raio, melhorar o suporte ou simplificar um recurso local, muitas vezes fazem mais pelo rendimento do que uma longa lista de ajustes de processo.
Essa é a mentalidade de engenharia que este artigo defende: julgue a geometria por como ela sobrevive à produção, não apenas por como ela fica no desenho.
Cantos vivos podem aumentar a concentração de tensões locais durante a remoção do ligante e a sinterização.
Nervuras finas sem suporte podem criar instabilidade no preenchimento e risco de distorção pós-sinterização.
Ranhuras locais estreitas podem reduzir a margem de processo mais do que melhoram a função.
Alguns detalhes de precisão near-net-shape são melhor tratados através de acabamento secundário.
6. A Estratégia de Tolerância Pode Prejudicar o Rendimento Mesmo Quando a Geometria é Boa
Uma das maneiras mais rápidas de prejudicar o rendimento em MIM é colocar tolerâncias apertadas em tudo. Nem todo recurso precisa do mesmo nível de controle, e tratar todo o desenho como uma peça totalmente usinada geralmente cria pressão de rejeição desnecessária.
Desenhos MIM melhores separam características críticas da geometria de referência. Se uma dimensão afeta montagem, vedação, movimento, alinhamento ou ajuste a jusante, ela merece controle mais rigoroso. Se não, forçar o mesmo nível de tolerância em toda a peça geralmente adiciona custo e reduz a margem do processo sem melhorar a função real do componente.
É também onde um artigo separado sobre
tolerâncias MIM e operações secundárias é útil, pois algumas dimensões pertencem ao controle como sinterizado, enquanto outras são melhor tratadas através de dimensionamento, usinagem ou outra etapa posterior. Para a visão do lado da qualidade desta questão, revise como as dimensões da peça afetam a qualidade final do MIM. Se a discussão mudar de geometria para capacidade da liga e expectativas de propriedades do material, isso pertence a um artigo dedicado sobre como seleção de materiais MIM
artigo.
Para benchmarks formais de materiais, o aviso da MPIF sobre
Norma 35-MIM
continua sendo uma referência importante da indústria.
Regra simples: se o desenho torna cada recurso crítico, o próprio desenho se torna parte do problema de qualidade.
Uma segunda regra é igualmente importante: nem todo recurso que pode ser fabricado em formato final deve permanecer como formato final. Algumas superfícies, roscas, ajustes e recursos de alinhamento são mais bem protegidos por processamento secundário seletivo do que forçando precisão total de sinterização em todos os lugares.
7. Como o Projeto Afeta os Defeitos Mais Comuns em MIM
Empenamento e distorção
O empenamento é um dos sinais mais claros de que a geometria da peça não está retraindo uniformemente. A causa geralmente não é apenas a configuração do forno ou o manuseio. É a combinação de espessura de parede irregular, vãos longos sem suporte, carregamento assimétrico de recursos ou comportamento de densificação diferente ao longo da peça.
Trincas após remoção do ligante ou sinterização
Trincas geralmente apontam para concentração de tensão, transições fracas, problemas de remoção de ligante retido ou uma geometria muito agressiva para o suporte de sua seção. Se trincas aparecem repetidamente perto de nervuras, cantos, bordas de furos ou transições de espesso para fino, a própria forma geralmente faz parte do mecanismo de falha.
Falha de preenchimento, linhas de solda e enchimento incompleto
Alguns projetos de peças são naturalmente menos fáceis de preencher do que outros. Caminhos de fluxo longos e finos, projeções isoladas, mudanças abruptas de seção e características remotas estreitas aumentam o risco de preenchimento incompleto e fraqueza na linha de união. Estes podem aparecer no início da moldagem, mas sua sensibilidade raiz ainda está fortemente ligada à geometria. Para a explicação do lado do processo, revise como a moldagem por injeção afeta a qualidade da peça MIM.
Porosidade, variação de densidade e fragilidade local
Peças MIM são esperadas para se aproximar de alta densidade, mas o projeto ainda afeta a uniformidade com que essa densidade se desenvolve. Se uma região remove o ligante ou se densifica de forma diferente de outra, diferenças de densidade local podem permanecer mesmo quando o exterior parece aceitável. O comportamento do feedstock pode tornar essa sensibilidade mais fácil ou mais difícil de controlar, então o artigo relacionado sobre como o feedstock afeta a qualidade da peça MIM é útil quando a densidade, o fluxo ou o comportamento de remoção do ligante se tornam parte da revisão de qualidade. Isso se torna um problema de qualidade quando a resistência, a dureza, a resposta à usinagem, o comportamento magnético ou a consistência do revestimento dependem de uma estrutura interna uniforme.
Desvio dimensional entre peças de prova e produção em série
Uma peça pode passar em testes de produção e ainda assim apresentar desvios posteriormente na produção se a geometria for apenas marginalmente estável. Ferramental novo, janelas de processo cuidadosamente monitoradas e condições de teste de baixo volume podem ocultar um projeto que se torna menos repetível assim que o carregamento do forno muda, o ferramental se desgasta ou a produção se normaliza. Quando a preocupação é a estabilidade dimensional final, em vez de apenas a geometria do projeto, o artigo complementar sobre dimensões e qualidade da peça MIM final deve ser revisado juntamente com esta página.
Se você deseja conectar este artigo a um cluster de solução de problemas, este também é o lugar certo para direcionar os leitores a uma página separada sobre
erros comuns de projeto MIM,
onde os sintomas visíveis de defeitos podem ser associados a prováveis causas de projeto e processo.
8. Quando o MIM é o Processo Certo e Quando Outro Processo é Mais Seguro
Bons candidatos para MIM
Boas peças MIM geralmente são pequenas, ricas em funcionalidades e complexas o suficiente para se beneficiar da produção near-net-shape, mas ainda geometricamente equilibradas para serem preenchidas, ter o ligante removido e sofrer retração de forma repetível. Elas reduzem a usinagem, reduzem a quantidade de montagens ou melhoram a eficiência do material sem depender de geometria instável.
Peças que devem permanecer com CNC, usinagem, estampagem ou fundição sob pressão
Algumas peças devem permanecer com outro processo se sua geometria ou exigência de tolerância contrariar os pontos fortes naturais do MIM. Peças de seção muito aberta, peças com grande tamanho em relação à precisão crítica, ou peças que dependem de muitas superfícies usinadas críticas para referência após a sinterização podem ser mais seguras em usinagem, estampagem ou outra rota de conformação.
Erros de custo causados pela escolha do MIM para a geometria errada
O erro de custo mais comum é aprovar o MIM porque a peça é pequena e parece complexa, sem verificar se a geometria realmente manterá a qualidade em escala. Quando isso acontece, o projeto geralmente paga duas vezes: uma pelo ferramental e outra por perda de rendimento, redesenho, inspeção extra ou correção secundária que deveria ter sido prevista durante a revisão DFM.
Área de Decisão
MIM Geralmente se Ajusta Bem
MIM Exige Cuidado
Outro Processo Pode Ser Melhor
Complexidade da geometria
Alta complexidade com seções balanceadas
Complexidade combinada com zonas de retração instáveis
Geometria simples que necessita de precisão usinada muito apertada
Tamanho da peça
Componentes pequenos a médios-pequenos
Peças maiores com regiões longas sem suporte
Peças grandes com baixa eficiência de forma para MIM
Tolerâncias críticas
Dimensões críticas seletivas em zonas estáveis
Múltiplas dimensões críticas em geometria propensa a distorção
Muitas dimensões apertadas melhor controladas por usinagem
Operações secundárias
Limitado e estratégico
Número crescente de operações corretivas
Grande dependência de usinagem a jusante
9. O que as equipes de QA e Sourcing devem verificar antes da produção piloto
Características críticas do desenho que precisam de revisão mais rigorosa
Equipes de QA e sourcing não devem revisar um desenho MIM como um desenho de peça metálica genérica. Elas devem identificar quais dimensões são sensíveis à retração, quais características provavelmente sofrerão distorção, quais superfícies são funcionalmente importantes e quais propriedades devem ser verificadas após a sinterização, em vez de assumidas apenas com base no grau nominal do material.
Quais dimensões devem ser verificadas após a sinterização
A inspeção pós-sinterização deve focar primeiro nas dimensões mais sensíveis à retração, empenamento e desequilíbrio geométrico. Planeza, posição de furos, alinhamento entre características, simetria de paredes e dimensões próximas a transições de seções espessas para finas geralmente merecem mais atenção do que apenas o tamanho externo simples.
Para peças com tolerâncias posicionais apertadas, dimensões relacionadas a datum, superfícies cosméticas ou interfaces funcionais, o planejamento da inspeção deve ser revisado em conjunto com a estratégia de projeto. Veja o artigo da XTMIM Capacidade de inspeção e teste MIM sobre como a inspeção baseada em desenho, aprovação de amostra, verificação de produção e inspeção final estão conectadas.
Como evitar aprovar um projeto que só funciona na fase de amostra
A aprovação de amostra não é suficiente se a peça não foi revisada quanto à estabilidade de produção. Uma peça pode passar nos testes iniciais porque o ferramental é novo, a janela de processo é rigorosamente monitorada e a carga do forno é cuidadosamente controlada. A verdadeira questão de aprovação é se a geometria pode se manter estável sob variação normal de produção.
Lembrete de engenharia: os limites exatos de segurança ainda dependem do sistema de material, comportamento do feedstock, rota de remoção do ligante, ciclo de sinterização, tamanho da peça e método de suporte. O julgamento de projeto deve sempre ser validado por meio de revisão DFM e testes reais de produção.
10. Uma Lista de Verificação Prática de Revisão de Projeto para Qualidade de Peças MIM
Antes de liberar uma peça para ferramental, a revisão deve permanecer brutalmente prática. Não pergunte apenas se a peça pode ser moldada. Pergunte se ela pode ser moldada, ter o ligante removido, sinterizada, medida e repetida sem lutar constantemente contra a geometria. Uma revisão prática lista de verificação DFM MIM e antecipada revisão de engenharia antes do ferramental pode ajudar a conectar o projeto, a estratégia de tolerância, os requisitos de inspeção e o risco de produção antes que o molde seja fixado.
A espessura da parede é razoavelmente equilibrada, ou pelo menos transicionada gradualmente?
Seções espessas foram reduzidas por meio de alívio, nervuras ou melhor layout de seção?
Os furos e rasgos estão posicionados com suporte de parede e distância de borda suficientes?
A peça possui uma lógica de suporte estável para remoção do ligante e sinterização?
Cantos vivos, abas finas e detalhes locais frágeis foram suavizados ou reprojetados?
A direção do ponto de injeção foi considerada antes de travar a geometria?
A linha de partição pode ser mantida afastada de superfícies funcionais ou cosméticas críticas?
Os rebaixos e a complexidade oculta são realmente necessários?
As tolerâncias mais apertadas estão limitadas a características verdadeiramente críticas?
Alguma característica em formato final deve ser convertida para uma operação secundária controlada?
Se o seu cluster de conteúdo também inclui uma página de solução de problemas, esta lista de verificação é um bom ponto para enviar os leitores
erros comuns de projeto MIM
para que possam comparar sintomas de defeitos visíveis com causas de projeto a montante.
Conclusão
Na MIM, a qualidade da peça é definida no início. Seções irregulares, lógica de suporte fraca, layout de furos arriscado, planejamento de porta inadequado, detalhes frágeis e estratégia de tolerância irrealista levam a peça a distorção, trincas, rebarbas, inconsistência de densidade, desvio dimensional ou baixo rendimento. Esses problemas podem aparecer mais tarde na moldagem, remoção do ligante, sinterização ou inspeção, mas geralmente começam muito antes, no projeto.
As melhores peças MIM não são simplesmente aquelas que podem ser moldadas uma vez. São aquelas projetadas para preencher de forma limpa, suportar o manuseio, remover o ligante com segurança, sinterizar uniformemente e manter a função com menos correção ao longo da produção real. Essa é a verdadeira conexão entre o projeto da peça e a qualidade da peça.
Precisa Revisar um Projeto de Peça MIM Antes do Ferramental?
Se sua peça tiver espessura de parede irregular, detalhes frágeis, furos ou ranhuras apertados, tolerâncias apertadas relacionadas a datum ou lógica incerta de suporte de sinterização, envie o desenho para uma revisão de risco de projeto e qualidade antes que as decisões de ferramental sejam travadas.
Este artigo é escrito como uma página técnica prática, mas a lógica central está alinhada com referências estabelecidas do setor, e não com alegações gerais sem fundamento.
FAQ: Como o Projeto da Peça Afeta a Qualidade da Peça na MIM
Estas perguntas abordam os problemas de qualidade mais comuns causados por decisões de projeto de peça na moldagem por injeção de metal, com foco no risco real de produção, e não na teoria geral.
Os riscos de qualidade relacionados ao design mais comuns em MIM são espessura de parede irregular, mudanças abruptas de seção, recursos finos sem suporte, furos ou rasgos mal posicionados, vãos longos sem suporte, bordas frágeis e esquemas de tolerância irreais. Essas características dificultam o preenchimento consistente da peça, o suporte durante a remoção do ligante e a sinterização, e a manutenção da estabilidade dimensional ao longo da produção. Em muitos projetos, problemas visíveis de qualidade, como empenamento, trincas, rebarbas ou desvios dimensionais, podem ser atribuídos a uma ou mais dessas decisões de design.
A espessura de parede irregular cria uma distribuição de massa não uniforme. Em MIM, isso afeta como a peça retrai durante a sinterização. Se uma área é muito mais espessa que outra, a peça tende a retrair de forma desigual, aumentando o risco de empenamento e instabilidade dimensional. Transições de espesso para fino também podem tornar o fluxo do feedstock menos equilibrado e elevar a concentração de tensões internas. Um perfil de seção mais uniforme geralmente proporciona melhor retenção de forma e qualidade de produção mais estável.
Nem sempre. Paredes finas podem ser viáveis em MIM, mas tornam-se arriscadas quando combinadas com suporte insuficiente, vãos longos, transições abruptas ou seções espessas próximas. O problema não é a finura em si. A questão real é se o recurso permanece robusto durante a moldagem, manuseio, remoção do ligante e sinterização. Um recurso fino, curto, apoiado e bem equilibrado geralmente é muito mais seguro do que um recurso fino, longo, exposto e conectado a uma geometria circundante instável.
Em MIM, furos e rasgos não são apenas recursos simples de desenho. Eles geralmente dependem de pinos de núcleo, condições de vedação e suporte local da parede. Se a parede circundante for muito fina, o recurso for muito profundo ou a distância da borda for muito pequena, a área se torna mais sensível a rebarbas, deformação local ou desvios dimensionais. Recursos pequenos podem ser fabricados com sucesso, mas seu layout deve ser revisado como uma questão de qualidade, não apenas como uma questão geométrica.
Uma peça pode parecer aceitável após a moldagem e ainda assim deformar-se mais tarde se a geometria for difícil de suportar durante a remoção do ligante e a sinterização. Vãos planos longos, formas em balanço, braços finos e superfícies de suporte instáveis são exemplos comuns. Durante o processamento térmico, a peça não se comporta mais como um componente usinado totalmente rígido. Se o design não tiver equilíbrio estrutural ou geometria favorável ao suporte, a distorção geralmente aparece nessa etapa. É por isso que alguns problemas de qualidade em MIM são vistos pela primeira vez na sinterização, embora a causa real esteja no design.
Sim. A localização do ponto de injeção afeta como o feedstock entra e preenche a cavidade, o que pode influenciar o equilíbrio do fluxo e o preenchimento de detalhes locais. O posicionamento da linha de partição afeta onde as linhas de marca e rebarbas têm maior probabilidade de aparecer. Se as decisões de projeto deixarem apenas opções ruins de ponto de injeção ou forçarem a linha de partição sobre superfícies importantes, a peça se torna mais difícil de controlar esteticamente e dimensionalmente. Esses aspectos devem ser considerados durante o projeto da peça, não apenas após a finalização do conceito do molde.
Não. Apertar excessivamente o desenho pode reduzir o rendimento, mesmo quando a peça é estável no processo. No MIM, nem todos os recursos devem ser tratados como igualmente críticos. A abordagem mais eficaz é aplicar controle mais rigoroso apenas onde a função realmente exige, como interfaces de montagem, recursos de vedação ou dimensões relacionadas ao alinhamento. Se muitos recursos forem mantidos em limites desnecessariamente apertados, as taxas de rejeição aumentam e o próprio desenho começa a trabalhar contra a estabilidade da produção.
O reprojeto deve ser considerado quando a peça apresenta repetidamente distorção, trincas, rebarbas ou inconsistência dimensional que pode ser atribuída à geometria. O ajuste de processo pode ajudar, mas não pode compensar totalmente o desequilíbrio de espessura de parede, detalhes frágeis, lógica de suporte fraca ou estratégia de tolerância irrealista. Se o mesmo problema de qualidade continua retornando, especialmente em vários lotes, o projeto deve ser revisado primeiro, em vez de assumir que o problema sempre pode ser resolvido no chão de fábrica.
A melhor abordagem é uma revisão DFM precoce focada em MIM. Antes da liberação do ferramental, a equipe deve verificar o equilíbrio da espessura da parede, a concentração de massa local, o layout de furos e rasgos, as condições de suporte durante a remoção do ligante e a sinterização, a direção do ponto de injeção, a posição da linha de partição, detalhes frágeis e as prioridades de tolerância. Identificar esses problemas antes do início do projeto do molde é muito mais eficaz do que corrigi-los após a peça entrar em produção.
Sim. Esse é um erro comum no desenvolvimento em estágio inicial. Uma peça pode ser tecnicamente moldável uma vez, mas ainda ser um projeto MIM ruim se tiver baixa margem de processo, comportamento de retração instável, suporte estrutural fraco durante a sinterização ou pressão excessiva de tolerância. Um bom projeto MIM não se resume a se uma forma pode ser feita. Trata-se de se ela pode ser feita repetidamente, com qualidade estável e rendimento aceitável.