شارك الرسم الخاص بك، متطلبات المواد، الكمية السنوية، احتياجات التفاوتات، أو تفاصيل التطبيق. سيقوم فريقنا الهندسي بمراجعة مشروع MIM الخاص بك والرد بتعليقات فنية أو عرض سعر.
معظم مشاكل الجودة المتكررة في تقنية MIM يتم تصميمها قبل وقت طويل من بدء أول دفعة إنتاج. بحلول الوقت الذي يظهر فيه الجزء اعوجاجًا أو تشققًا أو نتوءات أو تباينًا في الكثافة أو انحرافًا في الأبعاد، غالبًا ما يكون السبب الجذري موجودًا بالفعل في نموذج CAD. في القولبة بالحقن المعدني، لا تحدد الهندسة الشكل فحسب، بل تؤثر على كيفية ملء مادة التغذية، ...
معظم مشاكل الجودة المتكررة في تقنية MIM يتم تصميمها قبل وقت طويل من بدء أول دفعة إنتاج. بحلول الوقت الذي يظهر فيه الجزء اعوجاجًا أو تشققًا أو نتوءات أو تباينًا في الكثافة أو انحرافًا في الأبعاد، غالبًا ما يكون السبب الجذري موجودًا بالفعل في نموذج CAD. في القولبة بالحقن المعدني، لا تحدد الهندسة الشكل فحسب، بل تؤثر على كيفية ملء مادة التغذية، وكيفية تحمل الجزء الأخضر للمناولة، وكيفية خروج المادة الرابطة من الهيكل، ومدى انتظام انكماش الجزء أثناء التلبيد.
لهذا السبب تركز هذه المقالة على سؤال عملي واحد فقط: كيف تتحول قرارات تصميم الجزء إلى مشاكل جودة في الجزء. ليس المقصود منها أن تحل محل
مراجعة تصميم أجزاء MIM.
بدلاً من ذلك، فهي مكتوبة للمهندسين والمشترين وفرق المشروع الذين يحتاجون إلى الحكم على ما إذا كان الجزء يمكن أن يظل مستقرًا وقابلاً للتكرار وضمن التفاوتات المسموح بها خلال الإنتاج الفعلي.
هذه المقالة جزء من مصفوفة عوامل جودة أجزاء MIM. تركز فقط على مخاطر الجودة الناتجة عن التصميم. عوامل الجودة الأخرى، مثل اختيار المواد، والمادة الخام (feedstock)، والقولبة بالحقن، وتصميم القالب، وإزالة المادة الرابطة (debinding)، والتلبيد (sintering)، والأبعاد النهائية، تتم تغطيتها بشكل منفصل في نفس سلسلة مقالات مراقبة الجودة.
إرشادات الصناعة من
MPIF
و
موارد تصميم جمعية القولبة بالحقن المعدني
تدعم نفس الفكرة الأساسية: يمكن لتقنية MIM إنتاج أجزاء معقدة بكفاءة، لكن الهندسة لا تزال بحاجة إلى العمل مع العملية بدلاً من العمل ضدها.
النقطة الأساسية: في تقنية MIM، العديد من مشاكل الجودة يسهل منعها في مرحلة التصميم بدلاً من تصحيحها لاحقًا من خلال القولبة أو إزالة المادة الرابطة أو التلبيد أو الفرز أو إعادة العمل.
أين تتناسب هذه المقالة في سلسلة جودة أجزاء MIM
تشرح هذه الصفحة كيف يخلق التصميم أو يقلل من مخاطر جودة MIM. للحصول على رؤية أوسع لجميع عوامل الجودة الرئيسية، ابدأ بـ مصفوفة عوامل جودة أجزاء MIM, ، ثم استخدم المقالات ذات الصلة أدناه لمراجعة كل سبب على حدة.
إذا كان خطر التصميم يؤثر على الأبعاد الوظيفية، أو علاقات الإسناد (datum relationships)، أو الأسطح الجمالية، أو معايير القبول، فيجب ربطه أيضًا بـ تخطيط الفحص والاختبار لـ MIM قبل بدء التصنيع التجريبي أو الإنتاج التجريبي.
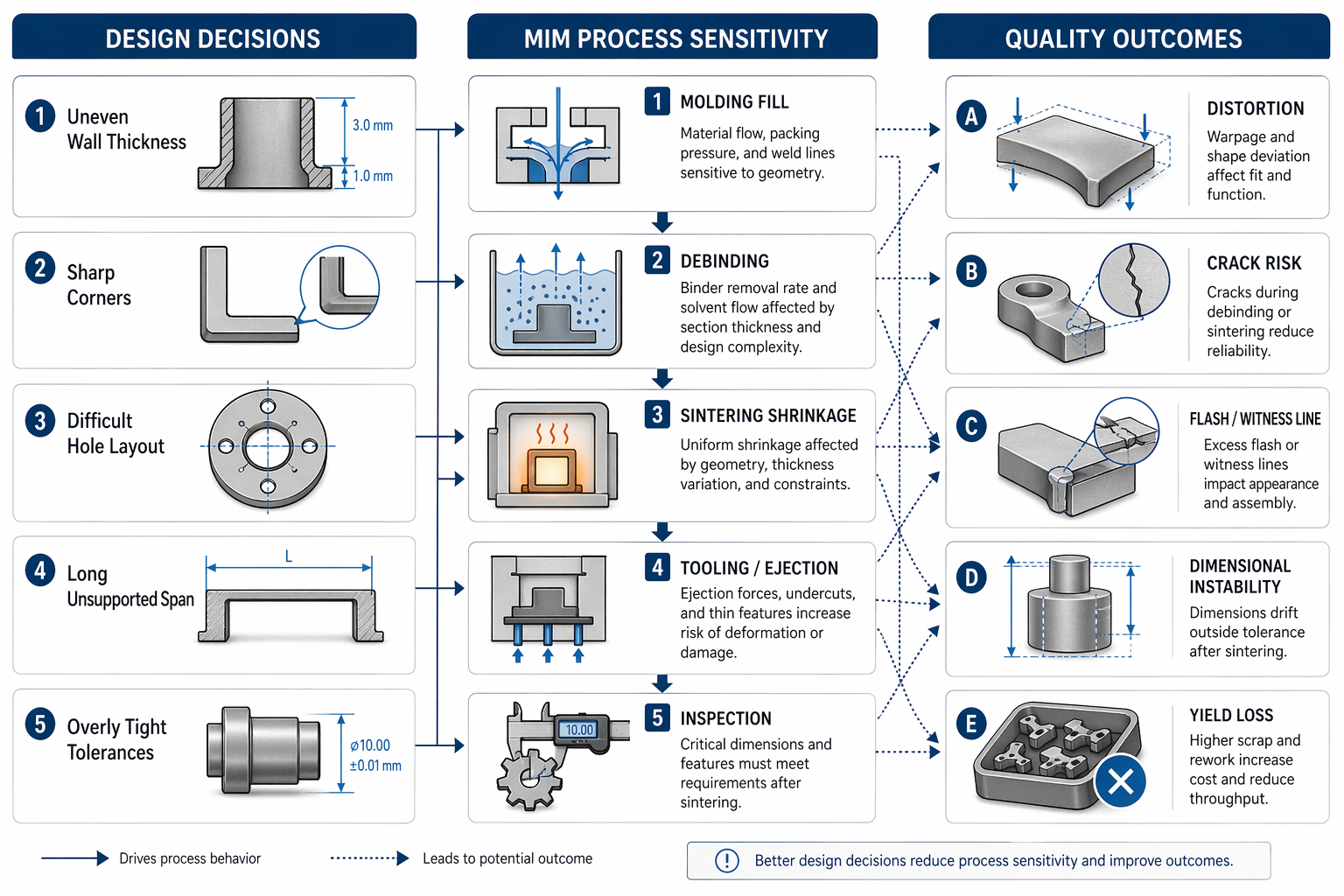
الشكل 1. كيف تتحول قرارات تصميم الأجزاء إلى مشاكل جودة في MIM
الخلاصة الرئيسية: يمكن تتبع معظم نتائج الجودة الخطيرة في MIM إلى عدد صغير من قرارات التصميم المبكرة.
تعطي خريطة المنطق هذه للقُرّاء نقطة البداية الصحيحة. لا ينبغي التعامل مع التشوه، التشقق، النتوءات، خطوط الشاهد، الضعف المرتبط بالمسامية، والأبعاد غير المستقرة كأحداث منفصلة في ورشة العمل. في العديد من مشاريع MIM، هي النتيجة المرئية لخيارات التصميم التي جعلت العملية أكثر حساسية منذ البداية.
هذا هو الخيط الذي يمر عبر المقال بأكمله: بمجرد أن تزيد الهندسة من حساسية العملية، تصبح الجودة أكثر صعوبة في الحفاظ عليها دفعة بعد دفعة.
1. سمك الجدار غير المتساوي هو بداية العديد من مشاكل جودة MIM
قد تبدو كتلة سميكة بجوار جدار رقيق غير ضارة على الشاشة، لكنها نادرًا ما تتصرف بهذه الطريقة بعد إزالة المادة الرابطة والتلبيد. بمجرد أن يكون توازن المقطع ضعيفًا، يصبح انكماش التلبيد أقل قابلية للتنبؤ، ويزداد خطر التشوه، وعادةً ما يتدهور الاستقرار البعدي.
لهذا السبب فإن التحكم في سمك الجدار ليس مجرد موضوع هندسي. إنه أحد قرارات الجودة الأولى في تصميم الجزء. إذا كان توزيع الكتلة خاطئًا، يجب على العملية أن تعمل بجدية أكبر لحماية الجزء من المشاكل التي بنيت في الشكل منذ اليوم الأول.
الشكل 2. سمك الجدار غير المتساوي مقابل سمك الجدار المتوازن في MIM
الخلاصة الرئيسية: يمنح سمك المقطع المتوازن الجزء فرصة أفضل للملء، وإزالة المادة الرابطة، والانكماش بطريقة محكومة.
المثال الضعيف ليس إشكاليًا لأنه صعب الرسم. إنه إشكالي لأنه يركز الكتلة في منطقة واحدة بينما يترك منطقة أخرى خفيفة نسبيًا. غالبًا ما يظهر هذا الخلل لاحقًا على شكل انكماش غير متساوٍ، انحراف في الشكل، حركة في الثقوب، أو تباين أكبر بين الدفعات.
المثال الأفضل يستخدم مقطعًا جانبيًا أكثر استقرارًا. في إنتاج MIM الفعلي، يؤدي ذلك عادةً إلى تكرارية أفضل من محاولة “إصلاح” توزيع ضعيف للكتلة باستخدام تعديل العملية وحده.
استخدم انتقالات لتقليل تركيز الإجهاد
الجدران المنتظمة تمامًا ليست دائمًا واقعية، ولكن يجب تجنب القفزات المفاجئة في السمك. الانتقال الأكثر سلاسة أسهل على التدفق، وأسهل على إزالة المادة الرابطة، وعادةً ما يكون أكثر تسامحًا في التلبيد. إذا كانت هناك حاجة لمناقشة استراتيجية الهندسة الأوسع بمزيد من التفصيل، فهذا يندرج في قسم منفصل
إرشادات تصميم أجزاء MIM
بدلاً من تحميل هذه الصفحة بشكل زائد.
غالبًا ما تعمل الأضلاع بشكل أفضل من التعزيز الصلب المفرط في الحجم
عندما يحتاج المصمم إلى مزيد من الصلابة، غالبًا ما يكون الغريزة هي إضافة كتلة. في MIM، يمكن أن يخلق ذلك مشاكل أكثر مما يحل. التصميم المضلع أو المجوف غالبًا ما يعطي نتيجة جودة أفضل من الكتلة الصلبة السميكة لأنه يقلل من تركيز الكتلة مع الاستمرار في دعم الوظيفة.
2. الثقوب، الفتحات، وميزات دبابيس القلب سهلة التقليل من شأنها
على الرسم، تبدو الثقوب والفتحات بسيطة. في أدوات التصنيع والإنتاج، تصبح دبابيس قلب، ظروف إغلاق، جدران محلية رقيقة، ونقاط ضعف محتملة. إذا كان التخطيط عدوانيًا جدًا، فغالبًا ما يظهر فقدان الجودة على شكل نتوءات، تشقق موضعي، عدم استقرار الحافة، أو تكرارية ضعيفة من دورة إلى أخرى.
السؤال الحقيقي ليس ما إذا كان يمكن تشكيل الميزة مرة واحدة. السؤال الأفضل هو ما إذا كان يمكن تشكيلها بشكل متسق، مع دعم مستقر وتحكم أبعاد مقبول، عبر حجم الإنتاج الفعلي. هذا هو أحد الأماكن الأكثر شيوعًا حيث يبدو الجزء ممكنًا على الرسم ولكنه يصبح أقل استقرارًا في أدوات التصنيع الفعلية.
الشكل 3. كيف يؤثر تصميم الثقب والفتحة ودبوس القلب على جودة أجزاء MIM
الخلاصة الرئيسية: تأثير تخطيط الميزات الصغيرة مباشرة على جودة الدعم، وخطر النتوءات، والاستقرار البعدي في أدوات وإنتاج MIM.
غالبًا ما تكون الثقوب النافذة أكثر استقرارًا من تخطيطات الثقوب العمياء الصعبة. الجدران الرقيقة حول الثقوب تزيد من الهشاشة المحلية. الميزات المزدحمة تخلق مناطق ضعيفة وتجعل الحفاظ على الشكل ثابتًا بعد التلبيد أكثر صعوبة.
لهذا السبب يجب مراجعة تصميم الثقوب والفتحات في وقت مبكر، وليس بعد تثبيت مفهوم القالب بالفعل. ما يبدو كتفصيل بسيط في التصميم بمساعدة الحاسوب (CAD) يمكن أن يصبح مشكلة جودة متكررة في الإنتاج بكميات كبيرة. للحصول على رؤية من جانب الأدوات (tooling) لمخاطر دبابيس التشكيل (core pins)، ومنطق البوابة (gate logic)، وخط الفصل (parting line)، انظر كيف يؤثر تصميم القالب على جودة أجزاء MIM.
حكم تصميم عملي: إذا كانت الميزة تترك جدرانًا رقيقة جدًا، أو تفرض حالة ضعف في دبوس القلب، أو تزدحم بعدة تفاصيل في منطقة محلية واحدة، فيجب معاملتها كميزة عالية المخاطر من حيث الجودة، وليس مجرد ميزة هندسية.
3. الأشكال الطويلة والممتدة والمتشابهة مع الكابولي غالبًا ما تتشوه لاحقًا، وليس مبكرًا
بعض أجزاء MIM تفشل بصمت. يتم قولبتها جيدًا، وتخرج بشكل مقبول، وتبدأ فقط في التحرك لاحقًا أثناء إزالة المادة الرابطة أو التلبيد لأن الشكل ليس لديه مكان ثابت للاستقرار. الامتدادات الطويلة، والأذرع الرقيقة، والنتوءات الحساسة، والأقسام الشبيهة بالكابولي هي أمثلة شائعة.
إذا كان من الصعب دعم الجزء خلال المراحل الحرارية، فإن التصميم حساس للجودة بالفعل. في هذه الحالة، التشوه ليس مجرد مشكلة فرن. إنها مشكلة هندسية أولاً، والعملية الحرارية تكشفها فقط. إذا كنت ترغب في شرح هذه المراحل بمزيد من التفصيل، فهذه المناقشة تنتمي إلى مقال منفصل عن
إزالة المادة الرابطة والتلبيد في MIM.
الرسمي لـ MIMA
نظرة عامة على العملية: MIM
مفيد أيضًا هنا لأنه يساعد في شرح سبب عدم إمكانية فصل سلوك المرحلة الحرارية عن هندسة الجزء.
الشكل 4. لماذا تتشوه الامتدادات الطويلة والكابوليات أثناء إزالة المادة الرابطة والتلبيد
الخلاصة الرئيسية: الهندسة التي تفتقر إلى منطق دعم مستقر تكون أكثر عرضة للترهل أو الانحراف أثناء المعالجة الحرارية.
النسخة الضعيفة تعتمد كثيرًا على العملية للحفاظ على استقامة الشكل. أما النسخة الأقوى فتمنح الجزء وضعية دعم أفضل، مما يحسن عادةً الاحتفاظ بالشكل قبل البدء في أي ضبط دقيق للعملية.
هذه واحدة من أكثر الروابط التي يتم تجاهلها بين التصميم والجودة في MIM. الجزء الذي يسهل دعمه خلال إزالة المادة الرابطة والتلبيد يكون عادةً أسهل في الحفاظ عليه ضمن التفاوتات المسموح بها أيضًا.
سيناريو هندسي تمثيلي: عندما يصبح التصميم القابل للقولبة لا يزال خطرًا على الجودة
قد يجتاز مكون MIM صغير تجارب التشكيل الأولية ولكنه يظل غير مستقر بعد إزالة المادة الرابطة والتلبيد إذا جمع بين نتوء سميك، وأذرع رفيعة، وفتحات قريبة، وتفاوتات موضعية صارمة. قد تبدو العينات الأولى مقبولة، ولكن الإنتاج اللاحق قد يُظهر حركة في الفتحات، أو انحرافًا في الاستواء، أو ضغط فرز متكرر. في هذا الموقف، لا تقتصر المشكلة على تعديل العملية فقط. يجب مراجعة التصميم لتحقيق توازن المقاطع، ووضعية الدعم، واستقرار الدبوس الأساسي، وأولوية التفاوتات قبل الانتهاء من القالب.
هذا سيناريو هندسي تمثيلي، وليس حالة عميل. يوضح سبب ضرورة ربط تصميم الأجزاء، ومراجعة الأدوات، ودعم التلبيد، وتخطيط الفحص قبل انتقال المشروع من الموافقة على العينات إلى التحقق من الإنتاج.
4. لا ينبغي تأجيل استراتيجية موقع البوابة وخط الفصل إلى النهاية
لا ينبغي أبدًا انتظار تخطيط موقع البوابة وخط الفصل حتى مراجعة القالب. إذا تم تجميد الهندسة مبكرًا جدًا، فغالبًا ما يُجبر فريق الأدوات على اتخاذ مواقع بوابات أو مواضع خطوط فصل قابلة للتطبيق، ولكنها ليست جيدة. هذا يعني عادةً ملءًا أقل استقرارًا، أو خطرًا تجميليًا أعلى، أو ظهور خطوط شاهدة وفلاش على الأسطح التي كان يجب أن تظل نظيفة. هذه هي النقطة التي يجب فيها مراجعة تصميم الأجزاء مع مخاطر جودة تصميم قوالب MIM, ، وليس التعامل معها كقضية أدوات منفصلة في مرحلة متأخرة. ".
بمعنى آخر، العديد من مشاكل البوابة أو خط الأثر المتكررة ليست مجرد مشاكل في الأدوات. غالبًا ما تكون مجمدة في الهندسة قبل بدء مراجعة القالب. ولهذا السبب يجب على فرق التصميم التفكير في منطق القولبة قبل أن يعتقدوا أن الجزء “منتهٍ” بالفعل.”
MIMA’s
تصاميم معقدة باستخدام MIM
هذه الصفحة مفيدة كخلفية لأنها تعزز نقطة تتعلمها العديد من الفرق متأخرًا: يمكن أن يكون التعقيد الشكلي الأكبر ممكنًا، لكنه يغير أيضًا متطلبات القوالب، وأعمال البدء، والمخاطر.
الشكل 5. استراتيجية موقع البوابة وخط الفصل في تصميم أجزاء MIM
الخلاصة الرئيسية: يمكن للاختيارات السيئة لموقع البوابة وخط الفصل أن تحول هندسة قابلة للعمل إلى مشكلة جودة متكررة.
يمكن لمنطق البوابة السيئ أن يخلق مسارات تدفق طويلة غير مستقرة أو عدم توازن في الملء في المناطق الحرجة. يمكن أن يؤدي وضع خط الفصل السيئ إلى فرض نتوءات أو خطوط أثر على أسطح الختم أو التجميل أو التجميع. كلا المشكلتين أسهل في تجنبهما مبكرًا من معالجتهما لاحقًا.
لهذا السبب يجب أن يكون التفكير في البوابة وخط الفصل جزءًا من مراجعة التصميم، وليس بعد مراجعة التصميم.
5. التفاصيل الهشة تقلل الهامش وتزيد خطر الخردة
العديد من مشكلات جودة MIM المتكررة لا تأتي من خطأ دراماتيكي واحد. بل تأتي غالبًا من تراكم تفاصيل صغيرة محفوفة بالمخاطر: زوايا حادة، ألسنة رفيعة غير مدعومة، جدران محلية ضيقة، نتوءات دقيقة، تقويضات غير ضرورية، ميزات مفرطة في التفاصيل، أو تفاصيل نهائية الشكل تدفع العملية بقوة أكبر مما تتطلبه الوظيفة حقًا.
قد تكون هذه التفاصيل ممكنة تقنيًا، لكن “ممكن” و“متين في الإنتاج” ليسا نفس الشيء. كلما تحرك التصميم نحو هندسة هشة، زاد اعتماده على نوافذ عملية ضيقة وقل الهامش المتبقي لإنتاج مستقر.
الشكل 6. من هندسة هشة إلى تصميم MIM متين
الخلاصة الرئيسية: تنشأ العديد من مشاكل جودة MIM من تصميم تفصيلي ممكن تقنيًا ولكنه غير متين إنتاجيًا.
التصميم الأقوى عادةً ليس هو الأكثر تفصيلاً، بل هو الذي يحافظ على الوظيفة الضرورية مع إزالة الهشاشة التي يمكن تجنبها. في المشاريع الحقيقية، غالبًا ما تفيد التغييرات الهندسية الصغيرة مثل إضافة نصف قطر، أو تحسين الدعم، أو تبسيط ميزة محلية في تحسين الإنتاجية أكثر من قائمة طويلة من التعديلات العملية.
هذه هي العقلية الهندسية التي يروج لها هذا المقال: احكم على الهندسة من خلال مدى قدرتها على تحمل الإنتاج، وليس فقط من خلال مدى جودة مظهرها على الرسم.
يمكن للزوايا الحادة أن تزيد من تركيز الإجهاد المحلي أثناء إزالة المادة الرابطة والتلبيد.
قد تسبب الأضلاع الرفيعة غير المدعومة عدم استقرار في الملء وخطر تشوه بعد التلبيد.
يمكن للفتحات المحلية الضيقة أن تقلل هامش العملية أكثر مما تحسن الوظيفة.
من الأفضل معالجة بعض التفاصيل الدقيقة القريبة من الشكل النهائي من خلال التشطيب الثانوي.
6. استراتيجية التفاوتات يمكن أن تضر بالإنتاجية حتى عندما تكون الهندسة جيدة بخلاف ذلك
من أسرع الطرق لإلحاق الضرر بإنتاجية MIM هو وضع تفاوتات ضيقة على كل شيء. ليست كل ميزة تحتاج إلى نفس المستوى من التحكم، ومعاملة الرسم بأكمله وكأنه جزء مُشَغَّل بالكامل عادةً ما يخلق ضغط رفض غير ضروري.
رسومات MIM الأفضل تفصل الميزات الحرجة عن الهندسة المرجعية. إذا كان البعد يؤثر على التجميع، الختم، الحركة، المحاذاة، أو التوافق النهائي، فإنه يستحق تحكمًا أكثر صرامة. إذا لم يؤثر، فإن فرض نفس مستوى التسامح على الجزء بأكمله عادةً ما يزيد التكلفة ويقلل هامش العملية دون تحسين الوظيفة الفعلية للمكون.
هذا أيضًا هو المكان الذي تكون فيه مقالة منفصلة عن
تفاوتات MIM و عمليات ثانوية مفيد، لأن بعض الأبعاد تنتمي إلى التحكم في الحالة بعد التلبيد بينما يُفضل التعامل مع أبعاد أخرى من خلال التحجيم، أو التشغيل الآلي، أو خطوة لاحقة أخرى. من منظور الجودة لهذه المشكلة، راجع كيف تؤثر أبعاد الأجزاء على جودة MIM النهائية. إذا تحول النقاش من الهندسة إلى قدرة السبائك وتوقعات خصائص المواد، فهذا ينتمي إلى مقال مخصص " اختيار مواد MIM
.
بالنسبة لمعايير المواد الرسمية، يظل إشعار MPIF حول
المواصفة القياسية 35-MIM
مرجعًا صناعيًا مهمًا.
قاعدة بسيطة: إذا جعل الرسم كل ميزة حرجة، يصبح الرسم نفسه جزءًا من مشكلة الجودة.
هناك قاعدة ثانية لا تقل أهمية: ليس كل ميزة يمكن تصنيعها بشكل صافي يجب أن تبقى كذلك. بعض الأسطح، والخيوط، والملاءمات، وميزات المحاذاة تكون أفضل حالاً عند معالجتها بعمليات ثانوية انتقائية بدلاً من فرض دقة التلبيد الكاملة في كل مكان.
7. كيف يؤثر التصميم على عيوب MIM الأكثر شيوعاً
الالتواء والتشوه
الالتواء هو أحد أوضح العلامات على أن هندسة الجزء لا تنكمش بشكل متساوٍ. غالباً لا يكون السبب مجرد إعداد الفرن أو المناولة، بل هو مزيج من سمك الجدار غير المتساوي، والامتدادات الطويلة غير المدعومة، وتوزيع الميزات غير المتماثل، أو سلوك التكثيف المختلف عبر الجزء.
الشقوق بعد إزالة المادة الرابطة أو التلبيد
تشير الشقوق عادةً إلى تركيز الإجهاد، أو انتقالات ضعيفة، أو مشاكل في إزالة المادة الرابطة المحتجزة، أو هندسة عدوانية جداً بالنسبة لدعم المقطع العرضي. إذا ظهرت الشقوق بشكل متكرر بالقرب من الأضلاع، أو الزوايا، أو حواف الثقوب، أو الانتقالات من السميك إلى الرقيق، فغالباً ما يكون الشكل نفسه جزءاً من آلية الفشل.
القصر، خطوط الالتقاء، والملء غير الكامل
بعض تصميمات الأجزاء بطبيعتها أقل ملاءمة للملء من غيرها. مسارات التدفق الطويلة الرفيعة، والنتوءات المعزولة، وتغيرات المقاطع المفاجئة، والميزات البعيدة الضيقة كلها تزيد من خطر الملء غير المكتمل وضعف خط اللحام. قد تظهر هذه في وقت مبكر في التشكيل، ولكن حساسيتها الجذرية لا تزال مرتبطة بقوة بالهندسة. للشرح من جانب العملية، راجع كيف يؤثر التشكيل بالحقن على جودة أجزاء MIM.
المسامية، تباين الكثافة، والضعف الموضعي
". يُتوقع أن تقترب أجزاء MIM من كثافة عالية، لكن التصميم لا يزال يؤثر على مدى تطور هذه الكثافة بالتساوي. إذا اختلفت منطقة ما في إزالة المادة الرابطة أو التكثيف عن منطقة أخرى، فقد تظل هناك اختلافات محلية في الكثافة حتى عندما تبدو المنطقة الخارجية مقبولة. يمكن لسلوك مادة التغذية أن يجعل هذه الحساسية أسهل أو أصعب في التحكم، لذا فإن المقال المتعلق بكيفية تؤثر مادة التغذية على جودة أجزاء MIM يكون مفيدًا عندما تصبح الكثافة أو التدفق أو سلوك إزالة المادة الرابطة جزءًا من مراجعة الجودة. يصبح هذا مشكلة جودة عندما تعتمد المتانة أو الصلابة أو استجابة التشغيل الآلي أو السلوك المغناطيسي أو اتساق الطلاء على بنية داخلية موحدة.
الانحراف الأبعادي بين الأجزاء التجريبية والإنتاج الضخم
يمكن لجزء أن يجتاز عمليات البناء التجريبية ولا يزال ينحرف لاحقًا في الإنتاج إذا كان الشكل الهندسي مستقرًا بشكل هامشي فقط. يمكن للأدوات الجديدة، ونوافذ العمليات التي تتم مراقبتها بعناية، وظروف التجارب منخفضة الحجم أن تخفي تصميمًا يصبح أقل قابلية للتكرار بمجرد تغير تحميل الفرن، أو تآكل الأدوات، أو تطبيع الإنتاج. عندما يكون القلق هو استقرار القياس النهائي بدلاً من مجرد الشكل الهندسي للتصميم، فإن المقالة المصاحبة حول الأبعاد النهائية لأجزاء MIM والجودة مع هذه الصفحة.
إذا كنت ترغب في ربط هذه المقالة بمجموعة استكشاف الأخطاء، فهذا هو المكان المناسب أيضًا لتوجيه القراء إلى صفحة منفصلة حول
أخطاء تصميم MIM الشائعة,،
حيث يمكن مطابقة أعراض العيوب المرئية مع الأسباب المحتملة في التصميم والعملية.
8. متى تكون تقنية MIM هي العملية الصحيحة ومتى تكون عملية أخرى أكثر أمانًا
مرشحو MIM الجيدون
عادةً ما تكون أجزاء MIM الجيدة صغيرة، وغنية بالوظائف، ومعقدة بما يكفي للاستفادة من الإنتاج شبه النهائي، ولكنها متوازنة هندسيًا بما يكفي لملء القالب وإزالة المادة الرابطة والانكماش بطريقة قابلة للتكرار. إنها تقلل من التشغيل الآلي، وتقلل من عدد التجميعات، أو تحسن كفاءة المواد دون الاعتماد على هندسة غير مستقرة.
الأجزاء التي يجب أن تبقى مع CNC أو التشغيل الآلي أو الختم أو الصب بالقالب
يجب أن تبقى بعض الأجزاء مع عملية أخرى إذا كانت هندستها أو متطلبات التفاوتات تتعارض مع نقاط القوة الطبيعية لتقنية MIM. الأجزاء ذات المقطع المفتوح جدًا، والأجزاء ذات الحجم الكبير نسبيًا مقارنة بالدقة الحرجة، أو الأجزاء التي تعتمد على العديد من الأسطح المُشكَّلة الحرجة من حيث المرجع بعد التلبيد قد تكون أكثر أمانًا في التشغيل الآلي أو الختم أو طريقة تشكيل أخرى.
أخطاء التكلفة الناتجة عن اختيار MIM لهندسة غير مناسبة
أكثر أخطاء التكلفة شيوعًا هو الموافقة على MIM لأن الجزء صغير ويبدو معقدًا، دون التحقق مما إذا كانت الهندسة ستحافظ على الجودة على نطاق واسع. عندما يحدث ذلك، غالبًا ما يدفع المشروع مرتين: مرة لأدوات التصنيع، ومرة أخرى من خلال خسائر الإنتاجية، وإعادة التصميم، والفحص الإضافي، أو التصحيح الثانوي الذي كان يجب توقعه أثناء مراجعة DFM.
مجال القرار
MIM مناسب عادةً
MIM يتطلب الحذر
قد تكون عملية أخرى أفضل
تعقيد الهندسة
تعقيد عالٍ مع مقاطع متوازنة
تعقيد مع مناطق انكماش غير مستقرة
هندسة بسيطة تتطلب دقة آلية عالية جدًا
حجم القطعة
مكونات صغيرة إلى متوسطة الصغر
أجزاء أكبر ذات مناطق غير مدعومة طويلة
أجزاء كبيرة ذات كفاءة شكلية منخفضة لتقنية MIM
التفاوتات الحرجة
أبعاد حرجة انتقائية في مناطق مستقرة
أبعاد حرجة متعددة في هندسة معرضة للاعوجاج
العديد من الأبعاد الضيقة التي يتم التحكم بها بشكل أفضل عبر التشغيل الميكانيكي
العمليات الثانوية
محدودة واستراتيجية
عدد متزايد من عمليات التصحيح
اعتماد كبير على التشغيل الميكانيكي النهائي
9. ما يجب على فرق ضمان الجودة والمشتريات التحقق منه قبل الإنتاج التجريبي
ميزات الرسم الحرجة التي تحتاج إلى مراجعة أكثر دقة
يجب ألا تراجع فرق ضمان الجودة والمشتريات رسم MIM كما لو كان رسمًا عامًا لأجزاء المعادن. يجب عليهم تحديد الأبعاد الحساسة للانكماش، والميزات المعرضة للاعوجاج، والأسطح المهمة وظيفيًا، والخصائص التي يجب فحصها بعد التلبيد بدلاً من افتراضها من درجة المادة الاسمية وحدها.
ما الأبعاد التي يجب فحصها بعد التلبيد
يجب أن يركز فحص ما بعد التلبيد أولاً على الأبعاد الأكثر حساسية للانكماش والاعوجاج وعدم التوازن الهندسي. غالبًا ما تستحق الاستقامة، وموضع الثقب، والمحاذاة بين الميزات، وتناظر الجدران، والأبعاد القريبة من انتقالات الأجزاء الثقيلة إلى الخفيفة اهتمامًا أكبر من الحجم الخارجي البسيط وحده.
بالنسبة للأجزاء ذات التفاوتات الموضعية الضيقة، أو الأبعاد المتعلقة بنقطة الارتكاز، أو الأسطح الجمالية، أو الواجهات الوظيفية، يجب مراجعة تخطيط الفحص مع استراتيجية التصميم. انظر XTMIM " قدرات الفحص والاختبار في MIM لكيفية ربط الفحص المستند إلى الرسم، والموافقة على العينات، والتحقق من الإنتاج، والفحص النهائي.
كيفية تجنب الموافقة على تصميم يعمل فقط في مرحلة العينة
الموافقة على العينة ليست كافية إذا لم يتم مراجعة الجزء من حيث استقرار الإنتاج. قد يجتاز الجزء التجارب المبكرة لأن القالب جديد، ونافذة العملية مراقبة بدقة، وتحميل الفرن يتم التحكم فيه بعناية. سؤال الموافقة الحقيقي هو ما إذا كانت الهندسة يمكن أن تظل مستقرة تحت تباين الإنتاج الطبيعي.
تذكير هندسي: لا تزال الحدود الآمنة الدقيقة تعتمد على نظام المادة، وسلوك مادة التغذية، وطريق إزالة المادة الرابطة، ودورة التلبيد، وحجم الجزء، وطريقة الدعم. يجب دائمًا التحقق من حكم التصميم من خلال مراجعة DFM والتجارب الإنتاجية الحقيقية.
10. قائمة مراجعة عملية لتصميم جودة أجزاء MIM
قبل إصدار جزء للأدوات، يجب أن تظل المراجعة عملية بشكل صارم. لا تسأل فقط عما إذا كان يمكن تشكيل الجزء. اسأل عما إذا كان يمكن تشكيله، وإزالة المادة الرابطة منه، وتلبيده، وقياسه، وتكراره دون القتال المستمر مع الشكل الهندسي. إن نهج عملي قائمة مراجعة DFM لتقنية MIM و مبكر مراجعة التصميم من أجل قابلية التصنيع قبل التصنيع يمكن أن يساعد في ربط التصميم، واستراتيجية التفاوت، ومتطلبات الفحص، ومخاطر الإنتاج قبل تثبيت القالب.
هل سمك الجدار متوازن بشكل معقول، أو على الأقل انتقال تدريجي؟
هل تم تقليل المقاطع السميكة من خلال التجويف أو الأضلاع أو تخطيط مقطع أفضل؟
هل تم وضع الثقوب والفتحات مع دعم كافٍ للجدار ومسافة حافة مناسبة؟
هل يحتوي الجزء على منطق دعم مستقر لإزالة المادة الرابطة والتلبيد؟
هل تم تخفيف أو إعادة تصميم الزوايا الحادة والنتوءات الرقيقة والتفاصيل المحلية الهشة؟
هل تم أخذ اتجاه بوابة الحقن في الاعتبار قبل تثبيت الشكل الهندسي؟
هل يمكن إبقاء خط الفصل بعيدًا عن الأسطح الوظيفية أو التجميلية الحرجة؟
هل النتوءات السفلية والتعقيدات المخفية ضرورية بالفعل؟
هل التفاوتات الأكثر صرامة مقتصرة على الميزات الحرجة حقًا؟
هل يجب تحويل أي ميزة صافية الشكل إلى عملية ثانوية خاضعة للتحكم بدلاً من ذلك؟
إذا كانت مجموعة المحتوى الخاصة بك تتضمن أيضًا صفحة استكشاف الأخطاء وإصلاحها، فإن قائمة التحقق هذه هي نقطة جيدة لإرسال القراء إليها
أخطاء تصميم MIM الشائعة
حتى يتمكنوا من مقارنة أعراض العيوب المرئية مع أسباب التصميم الأولية.
الخلاصة
في تقنية MIM، تتشكل جودة الجزء مبكرًا. المقاطع غير المنتظمة، ومنطق الدعم الضعيف، وتخطيط الثقوب المحفوف بالمخاطر، وسوء تخطيط البوابة، والتفاصيل الهشة، واستراتيجية التفاوتات غير الواقعية، كلها تدفع الجزء نحو التشوه، والتشقق، والوميض، وعدم اتساق الكثافة، والانحراف البعدي، أو انخفاض الإنتاجية. قد تظهر هذه المشكلات لاحقًا في القولبة، أو إزالة المادة الرابطة، أو التلبيد، أو الفحص، لكنها عادةً ما تبدأ في وقت أبكر بكثير في التصميم.
أفضل أجزاء MIM ليست ببساطة تلك التي يمكن قولبتها مرة واحدة. بل هي تلك المصممة لتملأ بشكل نظيف، وتتحمل المناولة، وتزيل المادة الرابطة بأمان، وتنكمش بشكل متساوٍ، وتحافظ على الوظيفة مع تصحيح أقل خلال الإنتاج الفعلي. هذا هو الارتباط الحقيقي بين تصميم الجزء وجودة الجزء.
هل تحتاج إلى مراجعة تصميم جزء MIM قبل الأدوات؟
إذا كان جزءك يحتوي على سمك جدار غير متساوٍ، أو تفاصيل هشة، أو ثقوب أو فتحات ضيقة، أو تفاوتات ضيقة متعلقة بنقطة الارتكاز، أو منطق دعم تلبيد غير مؤكد، فأرسل الرسم لمراجعة التصميم ومخاطر الجودة قبل تثبيت قرارات الأدوات.
أسئلة شائعة حول كيفية تأثير تصميم الجزء على جودة الجزء في MIM
تتناول هذه الأسئلة أكثر مشكلات الجودة شيوعًا الناتجة عن قرارات تصميم الجزء في القولبة بالحقن المعدني، مع التركيز على مخاطر الإنتاج الفعلية بدلاً من النظرية العامة.
أكثر مخاطر الجودة المرتبطة بالتصميم شيوعًا في MIM هي سمك الجدار غير المتساوي، والتغيرات المفاجئة في المقطع العرضي، والميزات الرقيقة غير المدعومة، والفتحات أو الفتحات الطويلة الموضوعة بشكل غير مناسب، والامتدادات الطويلة غير المدعومة، والحواف الهشة، وأنظمة التفاوتات غير الواقعية. هذه الميزات تجعل الجزء أكثر صعوبة في الملء بشكل متسق، وأكثر صعوبة في الدعم أثناء إزالة المادة الرابطة والتلبيد، وأكثر صعوبة في الحفاظ على الاستقرار البعدي عبر الإنتاج. في العديد من المشاريع، يمكن إرجاع مشاكل الجودة المرئية مثل الالتواء، والتشقق، والوميض، أو الانحراف البعدي إلى واحد أو أكثر من قرارات التصميم هذه.
يخلق سمك الجدار غير المتساوي توزيعًا غير منتظم للكتلة. في MIM، يؤثر ذلك على كيفية انكماش الجزء أثناء التلبيد. إذا كانت منطقة أثقل بكثير من أخرى، فمن المرجح أن ينكمش الجزء بشكل غير متساوٍ، مما يزيد من خطر الالتواء وعدم الاستقرار البعدي. يمكن أن تؤدي التحولات من السميك إلى الرقيق أيضًا إلى جعل تدفق مادة التغذية أقل توازنًا وزيادة تركيز الإجهاد الداخلي. عادةً ما يعطي المقطع العرضي الأكثر انتظامًا احتفاظًا أفضل بالشكل وجودة إنتاج أكثر استقرارًا.
ليس دائمًا. يمكن أن تكون الجدران الرقيقة مجدية في MIM، لكنها تصبح محفوفة بالمخاطر عندما تقترن بضعف الدعم، أو الامتدادات الطويلة، أو التحولات الحادة، أو المقاطع الثقيلة القريبة. المشكلة ليست في الرقة بحد ذاتها. المشكلة الحقيقية هي ما إذا كانت الميزة تظل قوية خلال القولبة، والمناولة، وإزالة المادة الرابطة، والتلبيد. الميزة الرقيقة القصيرة والمدعومة والمتوازنة عادة ما تكون أكثر أمانًا بكثير من الميزة الرقيقة الطويلة والمكشوفة والمتصلة بهندسة محيطة غير مستقرة.
في MIM، الفتحات والفتحات الطويلة ليست مجرد ميزات رسم بسيطة. غالبًا ما تعتمد على دبابيس القلب، وظروف الختم، والدعم الموضعي للجدار. إذا كان الجدار المحيط رقيقًا جدًا، أو كانت الميزة عميقة جدًا، أو كانت مسافة الحافة صغيرة جدًا، تصبح المنطقة أكثر حساسية للوميض، أو التشوه الموضعي، أو الانحراف البعدي. يمكن صنع الميزات الصغيرة بنجاح، لكن يجب مراجعة تخطيطها كمسألة جودة، وليس فقط كمسألة هندسية.
قد يبدو الجزء مقبولًا بعد القولبة ومع ذلك يتشوه لاحقًا إذا كانت الهندسة صعبة الدعم خلال إزالة المادة الرابطة والتلبيد. الامتدادات المسطحة الطويلة، والأشكال الشبيهة بالكابولي، والأذرع الرقيقة، وأسطح الدعم غير المستقرة هي أمثلة شائعة. أثناء المعالجة الحرارية، لم يعد الجزء يتصرف كمكون مُشَغَّل صلب تمامًا. إذا كان التصميم يفتقر إلى التوازن الهيكلي أو الهندسة الصديقة للدعم، غالبًا ما يظهر التشوه في هذه المرحلة. لهذا السبب تُرى بعض مشاكل جودة MIM لأول مرة في التلبيد على الرغم من أن السبب الحقيقي يكمن في التصميم.
نعم. يؤثر موقع بوابة الحقن على كيفية دخول مادة التغذية وملء التجويف، مما قد يؤثر على توازن التدفق وملء الميزات المحلية. يؤثر موضع خط الفصل على الأماكن التي من المرجح أن تظهر فيها خطوط الشاهد والوميض. إذا تركت قرارات التصميم خيارات بوابة سيئة فقط أو أجبرت خط الفصل على المرور عبر أسطح مهمة، يصبح الجزء أكثر صعوبة في التحكم به من الناحية الجمالية والأبعادية. يجب مراعاة هذه الأمور أثناء تصميم الجزء، وليس فقط بعد الانتهاء من مفهوم القالب.
لا. الإفراط في تضييق التفاوتات في الرسم يمكن أن يقلل الإنتاجية حتى عندما يكون الجزء مستقرًا من ناحية العملية. في MIM، ليست كل ميزة يجب معاملتها بنفس الأهمية. النهج الأكثر فعالية هو تطبيق تحكم أكثر صرامة فقط حيث تتطلب الوظيفة ذلك حقًا، مثل واجهات التجميع، ميزات الختم، أو الأبعاد المتعلقة بالمحاذاة. إذا تم الاحتفاظ بعدد كبير جدًا من الميزات بحدود ضيقة غير ضرورية، تزداد معدلات الرفض ويبدأ الرسم نفسه في العمل ضد استقرار الإنتاج.
يجب النظر في إعادة التصميم عندما يظهر الجزء بشكل متكرر تشوهًا أو تشققًا أو وميضًا أو اتساقًا أبعاديًا ضعيفًا يمكن ربطه بالهندسة. يمكن أن يساعد ضبط العملية، لكنه لا يمكنه التعويض الكامل عن عدم توازن سمك الجدار، أو التفاصيل الهشة، أو منطق الدعم الضعيف، أو استراتيجية التفاوت غير الواقعية. إذا استمرت مشكلة الجودة نفسها في الظهور، خاصة عبر عدة دفعات، يجب مراجعة التصميم أولاً بدلاً من افتراض أنه يمكن دائمًا حل المشكلة في ورشة الإنتاج.
أفضل نهج هو إجراء مراجعة DFM مبكرة تركز على MIM. قبل إطلاق أدوات التصنيع، يجب على الفريق التحقق من توازن سمك الجدار، تركيز الكتلة المحلي، تخطيط الثقوب والفتحات، ظروف الدعم أثناء إزالة المادة الرابطة والتلبيد، اتجاه بوابة الحقن، موضع خط الفصل، التفاصيل الهشة، وأولويات التفاوتات. اكتشاف هذه المشكلات قبل بدء تصميم القالب أكثر فعالية بكثير من تصحيحها بعد دخول الجزء مرحلة الإنتاج.
نعم. هذا خطأ شائع في التطوير المبكر. قد يكون الجزء قابلًا للقولبة تقنيًا مرة واحدة، لكنه لا يزال تصميم MIM سيئًا إذا كان لديه هامش عملية منخفض، سلوك انكماش غير مستقر، دعم هيكلي ضعيف أثناء التلبيد، أو ضغط تفاوت مفرط. تصميم MIM الجيد لا يتعلق فقط بما إذا كان يمكن صنع شكل ما. بل يتعلق بما إذا كان يمكن صنعه بشكل متكرر، بجودة مستقرة وإنتاجية مقبولة.