小型複雑部品の金属射出成形(MIM)は、安定した生産設計が、高密度な三次元形状、適切なエンジニアリング金属、継続的な年間需要、およびニアネットシェイプ生産による繰り返し発生するCNC加工の代替という現実的な機会を組み合わせた場合に、最も大きな価値を生み出します。このガイドでは、代表的なCNCからMIMへのエンジニアリング例を使用して、部品サイズ、重量、合金、年間…
小型複雑部品向け金属射出成形(MIM) 安定した生産設計が、高密度な三次元形状、適切なエンジニアリング金属、継続的な年間需要、およびニアネットシェイプ生産による繰り返し発生するCNC加工の代替という現実的な機会を組み合わせた場合に、最も大きな価値を生み出します。このガイドでは、代表的なCNCからMIMへのエンジニアリング例を使用して、部品サイズ、重量、合金、年間生産量、公差、焼結収縮、金型改訂、二次加工、およびプロセス能力を金型製作前にどのようにレビューすべきかを示します。.
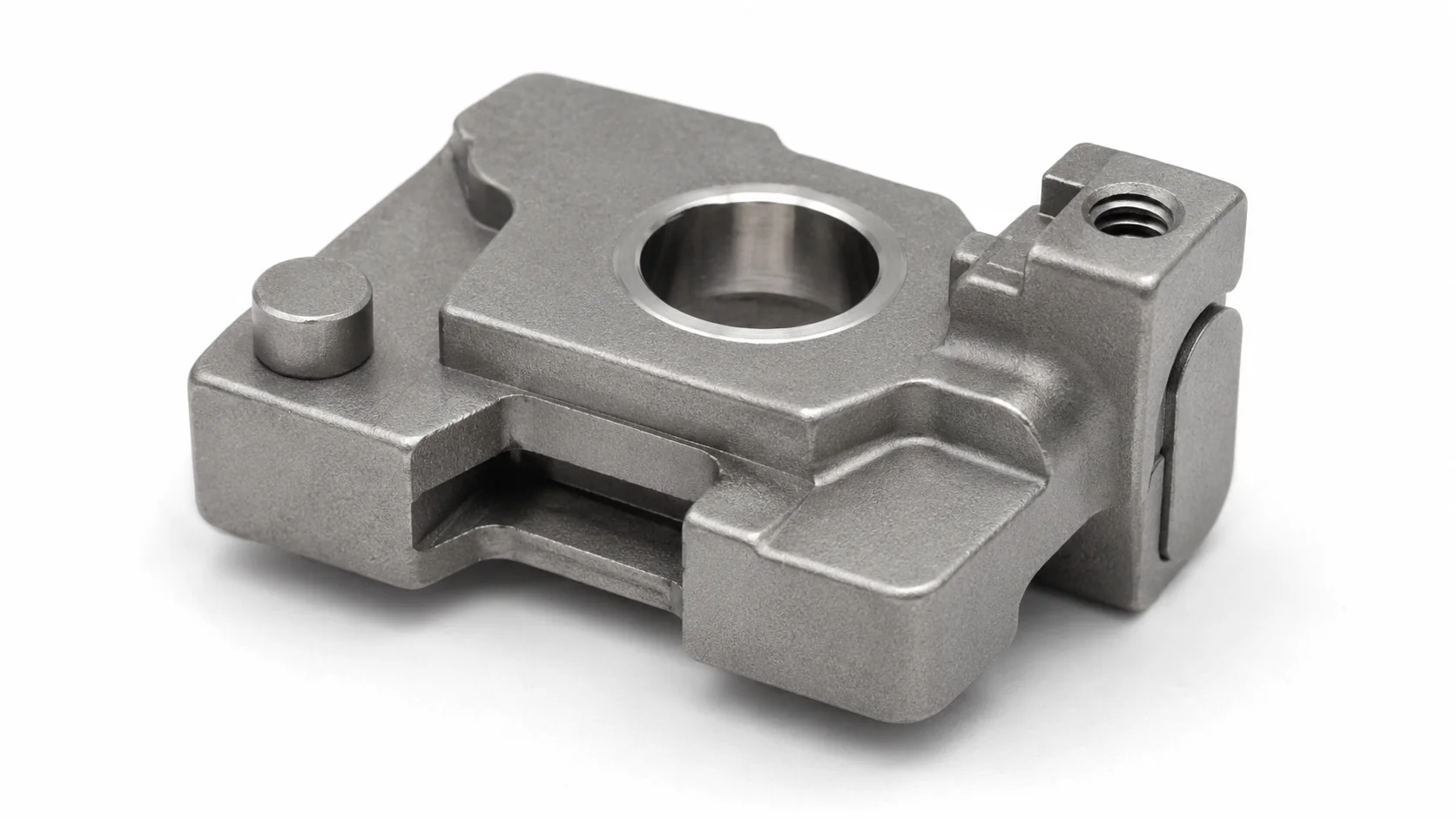
形状には、中央の機能的なボア、サイドスロット、ボス、段差、薄肉部、および多方向のフィーチャーが含まれます。これらは、年間需要が安定した場合に、繰り返し発生する加工コストの原因となる可能性のあるフィーチャーです。.
クイックアンサー:小型で複雑な金属部品のMIM検討時期
高密度な形状
小型金属部品に、CNC加工でのアクセス、固定、バリ取りが繰り返し必要となるような、サイドフィーチャー、コンパクトなスロット、ボス、段差、薄肉部、アンダーカット、または複数の機能面がある場合に、金属射出成形(MIM)を検討すべきです。.
安定した繰り返し需要
設計が安定し、年間の需要が見込めることで、金型、試作、収縮検証、検査が正当化される場合に、MIMはより実用的になります。生産量は、形状の複雑さや現在の製造コストと合わせて評価する必要があります。.
選択的な仕上げのみ
小型で複雑なMIM部品は、ニアネットシェイプでほとんどの形状を形成し、二次加工は、CTQ(Critical to Quality)のボア、ねじ、基準面、シール面、または精密な嵌合部など、選択された箇所のみに限定します。.
決定ルール:
MIMは、部品が小さいという理由だけで選択されるわけではありません。成形による複雑形状が、金型費用やプロセス検証を正当化できるほど、繰り返し発生するCNC加工、固定、バリ取り、または組立作業を削減できる場合に魅力的になります。部品がまだ変更中である場合、需要が非常に低い場合、またはほとんどの表面に精密加工が必要な場合は、CNCまたは他のプロセスが依然としてより良い最初の選択肢となる可能性があります。専用のプロセス比較については、こちらをご覧ください。 小型複雑部品におけるMIM対CNC加工.
代表的なCNCからMIMへのエンジニアリング例
証拠ステータス:
以下の数値ケーススタディとグラフィックは、公開可能なMIMケーススタディに含まれるべき情報を示すために作成された代表的なエンジニアリング例です。XTMIMがプロジェクト記録、顧客の承認、およびレビュー担当者の身元を確認しない限り、実際の顧客ケース、実際のリリース済み検査レポート、または指名されたエンジニアのレビューとして提示してはなりません。.

有用なケーススタディは、部品図面を、元のプロセス、MIMルート、金型修正、寸法能力、および生産結果と結びつけます。製品画像だけでは十分な証拠とはなりません。.
元の加工ルート
CNC加工
- 6回の機械加工とハンドリング工程
- 部品あたり約9.5分の総サイクルタイム
- 多方向の特徴のための繰り返し治具固定
- 各部品でのバリ取りと検査の繰り返し
改訂されたルート
MIM+選択的仕上げ加工
- 本体、サイドスロット、段差、ボスがニアネットシェイプで形成
- 焼結後の重要穴のリーマ加工
- 焼結後のM3タップ加工
- 本体の機械加工の代わりに2つの後工程を維持
部品寸法、材料、体積、および生産データ
信頼性の高い小型複雑MIM事例では、「大量生産」や「タイトな公差」といった一般的な主張に頼るのではなく、実際のエンジニアリング入力を記載する必要があります。以下の表は、文書化すべき詳細レベルを示しています。.
| プロジェクト項目 | 代表的な事例の値 | エンジニアリング上の重要性 |
|---|---|---|
| 部品全体のサイズ | 28.4 × 16.8 × 8.2 mm | 3次元的な特徴を複数含みながらも、小型部品のMIMレビューに適したサイズ。. |
| 完成部品重量 | 14.6 g | ツーリングとフィードストックの経済性を考慮した、効率的なマルチキャビティまたはリピート生産レビューのための重量サポート。. |
| 材料グレード | MIM 17-4 PHステンレス鋼 | 強度重視のステンレス用途向けに選定。最終的な材料状態と熱処理を指定する必要があります。. |
| 年間推定需要 | 180,000個/年 | 繰り返し発生するCNCコストと、ツーリングおよび検証投資を比較するための意味のあるボリュームベースを提供します。. |
| 元のCNC加工 | 6工程 | 繰り返し段取り、工具アクセス、バリ取り、検査の負担を示します。. |
| 元のCNCサイクルタイム | 約9.5分/個 | 繰り返し生産量における主要なコストドライバーとなる繰り返しサイクル。. |
| MIM二次加工 | 2工程 | Ø3.00 mmの重要穴をリーマ加工し、M3ねじ部をタップ加工します。. |
| 一般的な焼結後公差 | ±0.30% | この例では非重要部に使用。公差は、フィーチャー、基準、および工程能力によって確認が必要です。. |
| 重要穴公差 | Ø3.00 +0.02 / 0.00 mm | 成形寸法すべてに厳しい要求を適用するのではなく、焼結後加工で対応します。. |
| 平均線形焼結収縮率 | 15.8% | 金型補正入力として使用。局所的な動きや方向によるばらつきについては、試作による検証が必要です。. |
| 初回パス良品率 | 96.8% | 金型およびサポート計画の改訂後の生産品質指標を示します。. |
| 重要穴の工程能力 | Cpk 1.52 | 測定システムとサンプリング計画が定義された後のCTQ(Critical to Quality)寸法に必要な能力証拠の種類を示します。. |
| 材料密度 | >97% 理論値 | 合意された材料仕様、サンプリング方法、検査記録に紐づける必要があります。. |
材料固有のレビューについては、専用の MIM 17-4 PH ステンレス鋼ガイド. を参照してください。材料グレード、熱処理条件、密度、硬度、腐食環境、寸法段階は、合金名から推測するのではなく、まとめて定義する必要があります。.
金型修正前後の比較
より強力なケーススタディは、金型開発中に何が変更されたかを説明します。「金型完成」から「生産合格」へ直接飛ぶべきではありません。この例では、最初の金型コンセプトが寸法と外観の両方のリスクを生み出しました。.
金型 Rev A
サイドゲートと不安定なサポート
- サイドゲートが、デリケートな表面の近くに目に見える痕跡を残しました。.
- フローと局所的なパッキングにより、機能領域周辺の寸法ばらつきが増加しました。.
- 焼結時の向きにより、非対称なスパンの下に十分なサポートが得られませんでした。.
- 平面度とボア位置のばらつきについて、追加のレビューが必要でした。.
金型修正 B
下面ゲートと専用サポートパッド
- ゲートを下面の非外観ゾーンに移動しました。.
- サポートパッドと修正された焼結時の向きにより、安定性が向上しました。.
- 壁の遷移と局所的な半径をバランスさせ、歪み感度を低減しました。.
- 検査は、基準点A、ボアサイズ、ボア位置、スロット幅、および平面度に焦点を当てました。.
なぜこれが重要か:
金型の修正は、欠陥メカニズム、設計またはプロセス変更、および測定結果を記事が説明する場合にのみ、SEOおよびエンジニアリングの証拠として役立ちます。原因と修正のロジックがない修正前後の画像は、技術的な価値をほとんど追加しません。.
DFMレビュー:どのフィーチャーを「焼結そのまま」とし、どのフィーチャーを機械加工する必要があるか?

DFMの決定により、成形ジオメトリと後加工されるCTQフィーチャーが分離され、ゲート配置が外観ゾーン、焼結サポート、肉厚バランス、検査アクセスと結び付けられます。.
| フィーチャー | 選択されたルート | 決定理由 |
|---|---|---|
| 主な外形、段差、ボス部 | 焼結後MIM | これらのフィーチャーは、変換価値を生み出す繰り返し可能な幾何学的複雑性を含んでいます。. |
| サイドスロット | 金型で成形 | 金型方向、シャットオフ、バリ制御、検査アクセスに依存する、繰り返しのスロット加工を回避します。. |
| Ø3.00 mm 機能穴 | 加工代を付けて成形後、リーマ加工 | 片側CTQ公差と表面要求により、選択的な仕上げが必要となります。. |
| M3ねじ込み機能 | 成形されたパイロット機能、その後タップ加工 | ツーリングとねじ品質のリスクを低減しつつ、ボディ形状の大部分は成形品として維持します。. |
| 底面サポート面 / データムA | サポートと検査による管理 | データムは平面度、ボア位置、CMMアライメントに影響します。. |
| ゲート跡 | 下面非化粧面領域 | 安定した充填パスを維持しながら、目に見える機能面を保護します。. |
フィーチャーレベルの決定は、全体に対して確認する必要があります。 MIM設計ガイド, 、 穴、スロット、アンダーカットのガイド, 焼結サポートガイドライン および図面ベースの MIM用DFMレビュープロセス.
実測公差、収縮データ、検査証拠
MIMの記事では、一般的な焼結状態の能力と、専用のプロセス制御または機械加工を受ける重要な寸法を区別する必要があります。すべてのフィーチャーに単一の厳しい公差を適用すると、通常はコストが増加し、図面が非現実的になります。.

この生成されたグラフィックは、実際のケースで公開すべき寸法証拠の種類を示しています。これは顧客リリース済みの検査証明書ではありません。実際の生産証拠を主張する前に、マスキングされた追跡可能なレポートに置き換えてください。.
重要寸法と検査方法
| 検査項目 | 例で使用した仕様 | 推奨方法 | 管理目的 |
|---|---|---|---|
| 全長 | 28.40 ±0.10 mm | CMMまたは光学測定 | グローバルな収縮と金型補正を確認します。. |
| 全幅 | 16.80 ±0.10 mm | CMMまたは光学測定 | 方向性収縮と部品の安定性をチェックします。. |
| 全厚 | 8.20 ±0.05 mm | CMM | サポート状態と垂直方向の歪みを追跡します。. |
| 重要内径 | Ø3.00 +0.02 / 0.00 mm | エアゲージ、ボアゲージまたはCMM | 後加工されたCTQ(Critical to Quality)の適合性を検証します。. |
| スロット幅 | 2.40 ±0.05 mm | CMMまたは機能ゲージ | 焼結後の成形されたフィーチャーを確認します。. |
| 穴位置 | 12.50 ±0.03 mm | 定義されたデーラムからのCMM測定 | 焼結および機械加工後の位置安定性を確認します。. |
| デーラムAに対する平面度 | 最大0.05 mm | CMMまたは平面測定器による | 改訂されたサポート戦略を検証します。. |
| 機械加工されたボアの仕上げ | Ra 1.6 | 表面粗さ試験機 | 機能面の状態を確認します。. |
歩留まりとCpkの責任ある公開方法
~のような値 96.81%の初回パス歩留まり または Cpk 1.52 は、記事で検査対象の特徴、サンプルサイズ、測定方法、リビジョンレベル、および製造段階も明記されている場合にのみ意味を持ちます。この例では、重要なボアに対して30個の部品を測定しました。実際の公開では、顧客を特定できるフィールドがマスキングされている場合でも、ソースレポート、測定システム情報、および図面のリビジョンを保持する必要があります。.
より詳細な寸法ガイダンスについては、以下を参照してください。 MIM焼結後および重要公差, MIM焼結収縮補正 およびXTMIMの 検査・試験能力.
決定表:その部品はMIMに適していますか?

これらの範囲はスクリーニングの参照であり、普遍的な制限ではありません。最終的な決定には、図面、材料、金型、公差、焼結、およびコストのレビューが必要です。.
有力候補
小型で高密度な形状、安定した年間需要、確立された合金ルート、限られたCTQ仕上げ、および明確な繰り返し発生するCNCまたは組立コストの問題。.
境界線候補
中程度の数量、不確かな材料条件、収縮に敏感な寸法が多い、不明確な基準戦略、または機械加工が必要になる可能性のある複数のタイトな表面。.
不適格候補
プロトタイプのみの需要、設計の不安定さ、単純な旋削またはプレス加工形状、大きなブロック状の形状、またはほとんどの表面にわたる重度の二次加工。.
MIMが小型複雑金属部品で真価を発揮するとき
1. 形状が繰り返し製造コストを生み出す場合
MIMは、複数の加工工程が1部品ずつ加工するのに高コストになる場合に有効になります。例えば、サイドディテール、コンパクトなスロット、薄いリブ、ボス、段差、湾曲した遷移部、微小な穴、多段面、またはそれ以外では複数の段取りが必要となる一体化された機能などです。.
2. 金型製作に適した設計の安定性がある場合
金型補正、ゲート位置、突き出し、焼結サポート、および初品修正は、成熟した形状に依存します。初期のプロトタイプでも将来のMIM適合性についてレビューすることは可能ですが、機能アーキテクチャとCTQ(Critical to Quality)寸法が十分に安定するまで金型リリースは待つべきです。.
3. 年間需要が金型費用と検証費用を吸収できる場合
すべてのMIMプロジェクトに適用される普遍的な年間数量の閾値はありません。加工負荷が大きい小型の価値の高い部品は、単純で安価な部品よりも低い数量で金型製作を正当化する場合があります。適切な比較には、金型費用、試作修正費用、プロセス検証費用、二次加工費用、検査費用、予想されるプログラム寿命、および元の繰り返し単価が含まれます。.
4. ほとんどの複雑形状がニアネットシェイプで実現できる場合
MIMが複雑な本体全体を形成し、焼結後の仕上げが必要なのが選択されたCTQ機能のみである場合に、ビジネスケースは最も強力になります。すべての機能寸法を焼結そのままの状態に保つことに固執するよりも、ハイブリッドルートの方が現実的である可能性があります。.
5. 材料性能が用途に合致している場合
選択された材料は、強度、硬度、耐食性、耐摩耗性、耐熱性、磁性、および仕上げの要件に適合する必要があります。また、密度、熱処理状態、表面状態、および最終検査段階も定義する必要があります。.
MIMが最適ではない最初の選択肢となる場合
CNCまたはプロトタイプ製造を選択すべき場合:
- 設計がまだ頻繁に変更されている。.
- 需要が非常に少ない、または一度きりの場合。.
- ほとんどの表面に直接精密機械加工が必要な場合。.
- 形状が単純で、機械加工が安価な場合。.
- 生産金型よりも設計の迅速な反復が重要な場合。.
他の量産プロセスと比較検討すべき場合:
- 部品が単純な一軸プレス成形形状の場合。.
- コンポーネントが主に平坦なプレス成形品の場合。.
- 形状と合金がダイカストまたはインベストメント鋳造により適している場合。.
- 用途に金属ではなくポリマーを使用できる場合。.
- MIMプロセスでは、依然として広範な後加工と組立が必要となります。.
使用する MIMプロセス比較ハブ 最初の決定事項は、MIMとCNC加工、粉末冶金、ダイカスト、インベストメント鋳造、プレス加工、または金属3Dプリンティングのいずれと比較するかです。.
関連エンジニアリングリソース
このページは、意思決定とケーススタディのエントリーポイントとして維持する必要があります。詳細な設計、材料、プロセス、検査に関する質問は、ここに重複させるのではなく、下記の専用ページに移動させてください。.
小型複雑MIM部品レビューのために送るべきもの
| 必要情報 | エンジニアリングチームがレビューできる項目 |
|---|---|
| 寸法基準と重要特性寸法(CTQ)を記載した2D図面 | 寸法公差戦略、検査方法、機械加工代、合格基準。. |
| 3D CADファイル | 金型方向、肉厚バランス、アンダーカット、サイドコア、フローパス、サポートおよび抜き取りリスク。. |
| 実際の材料グレードと最終状態 | フィードストック経路、焼結挙動、熱処理、密度、硬度、表面要求。. |
| 完成品重量と外形寸法 | 基本的なプロセス適合性、金型コンセプト、ハンドリングおよび生産計画。. |
| 年間需要量とプログラムライフ | 金型およびバリデーションが、繰り返し発生するプロセス費用に対して正当化できるか否か。. |
| 現在のプロセスオペレーションとサイクルタイム | MIMが削減できる、繰り返し発生するCNC、バリ取り、仕上げ、または組立コスト. |
| 機能的および外観上のマーキング禁止領域 | ゲート、パーティングライン、エジェクタ、サポート、および仕上げの決定. |
| 必要な検査記録 | 初品検査、能力検査、材料検証、表面、硬度、および量産リリース計画. |
エンジニアリングレビューと証拠開示
レビュー担当:XTMIMエンジニアリングチーム
このページは、MIMプロセスの適合性、CNCからMIMへの変換ロジック、DFM、材料選定、金型修正、収縮補正、公差設定、二次加工、および検査計画を中心に構成されています。.
公開要件: 最終記事をレビューし、公開を承認した担当者の氏名、役職、経歴、肖像画、およびプロフィールURLのみを追加してください。このプロジェクトで提供された「Daniel Chen」という生成されたレビュー担当者のグラフィックは、実際のエンジニアプロフィールとして提示すべきではないため、含めません。.
小型複雑部品向けMIMに関するFAQ
金属射出成形(MIM)に適した部品のサイズはどのくらいですか?
MIMは一般的に小型で高密度な金属部品の評価に用いられますが、普遍的なサイズ制限はありません。適合性は、部品の質量、肉厚分布、流動長、材料、金型、ハンドリング、脱脂、焼結サポート、寸法要件、および生産量によって異なります。サイズ番号単独よりも、図面に基づくレビューの方がより有用です。.
MIMは年間どのくらいの生産量でコスト効率が高くなりますか?
全ての部品に固定された年間生産量のしきい値はありません。コストの転換点は、金型費用、現在のCNCまたは組立費用、形状の複雑さ、プログラム寿命、材料、キャビティ戦略、歩留まり、二次加工、および検査要件によって異なります。安定した繰り返し需要は、単一の普遍的な数量の見積もりよりも重要です。.
複雑な部品のCNC加工をすべてMIMで代替できますか?
必ずしもそうではありません。複雑な本体部分にMIMを使用し、選択されたボア、ねじ、シール面、軸受嵌合部、データム、またはその他のCTQ(Critical to Quality)フィーチャーの仕上げにCNC加工を残す、強力なコンバージョン(移行)がよく行われます。目標は、不必要な繰り返し加工を削減することであり、あらゆるコストをかけて加工を排除することではありません。.
±0.3%は保証されたMIM公差ですか?
いいえ。±0.3%のようなパーセンテージは、一般的なスクリーニング参照にすぎません。実際の能力は、寸法長、材料、形状、金型レイアウト、収縮方向、サポート、炉プロセス、データム構造、および検査方法によって異なります。すべての重要なフィーチャーは個別にレビューする必要があります。.
金型設計において焼結収縮が重要なのはなぜですか?
成形されたグリーン部品は、脱脂および焼結中に収縮するため、最終的な金属部品よりも大きくなります。金型は予想される収縮を補償する必要がありますが、トライアルによって局所的および方向的な挙動を確認します。平均収縮率だけでは、すべてのフィーチャーが均一に移動することを保証するものではありません。.
実際のCNCからMIMへの事例研究にはどのような証拠を含めるべきですか?
顧客承認済みの部品、または適切に匿名化された画像、寸法、重量、材料グレード、年間生産量、元のプロセスステップとサイクルタイム、MIM二次加工、CTQ公差、収縮または金型補償データ、金型改訂、歩留まりまたは能力結果、および機密詳細がマスクされたトレーサブルな検査レポートを含める必要があります。.
MIMの実現可能性レビューには、どのような情報を提供する必要がありますか?
2D図面、3D CADファイル、材料と最終状態、CTQ公差、外観ゾーン、表面要件、年間生産量、現在の製造ルート、アプリケーション環境、および予想される検査ドキュメントを提出してください。.
図面ベースのMIMレビューのために部品を送付する
CNC加工、鋳造、粉末冶金、プレス加工、または組立によって現在製造されている、小さくて複雑な部品については、図面、CADファイル、材料、年間需要、現在の加工工程、サイクルタイム、CTQ寸法、および表面要件を提供してください。XTMIMは、プロジェクトを既存のプロセスに留めるべきか、MIMに移行すべきか、またはハイブリッドMIMプラス加工ルートを使用すべきかをレビューできます。.
図面を提出してレビューを受ける XTMIMに問い合わせる技術参考文献
一般的なMIMプロセスと設計の参照資料は、初期レビューの枠組みを助けることができますが、プロジェクト固有の材料、図面、金型、および検査の検証に取って代わるものではありません。有用な業界の出発点としては、 金属射出成形協会のプロセス概要, 、 欧州粉末冶金協会 MIM概要 および MPIF規格リソース.







