A moldagem por injeção de metal (MIM) para peças pequenas e complexas gera o maior valor quando um projeto de produção estável combina geometria tridimensional densa em recursos, um metal de engenharia adequado, demanda anual recorrente e uma oportunidade realista de substituir operações CNC recorrentes por produção near-net-shape. Este guia usa um exemplo representativo de engenharia CNC para MIM para mostrar como o tamanho da peça, peso, liga, volume anual, tolerâncias, retração na sinterização, revisões de ferramental, usinagem secundária e capacidade de processo devem ser revisados antes do ferramental.
Moldagem por injeção de metal para peças complexas pequenas gera o maior valor quando um projeto de produção estável combina geometria tridimensional densa em recursos, um metal de engenharia adequado, demanda anual recorrente e uma oportunidade realista de substituir operações CNC recorrentes por produção near-net-shape. Este guia usa um exemplo representativo de engenharia CNC para MIM para mostrar como o tamanho da peça, peso, liga, volume anual, tolerâncias, retração na sinterização, revisões de ferramental, usinagem secundária e capacidade de processo devem ser revisados antes do ferramental.
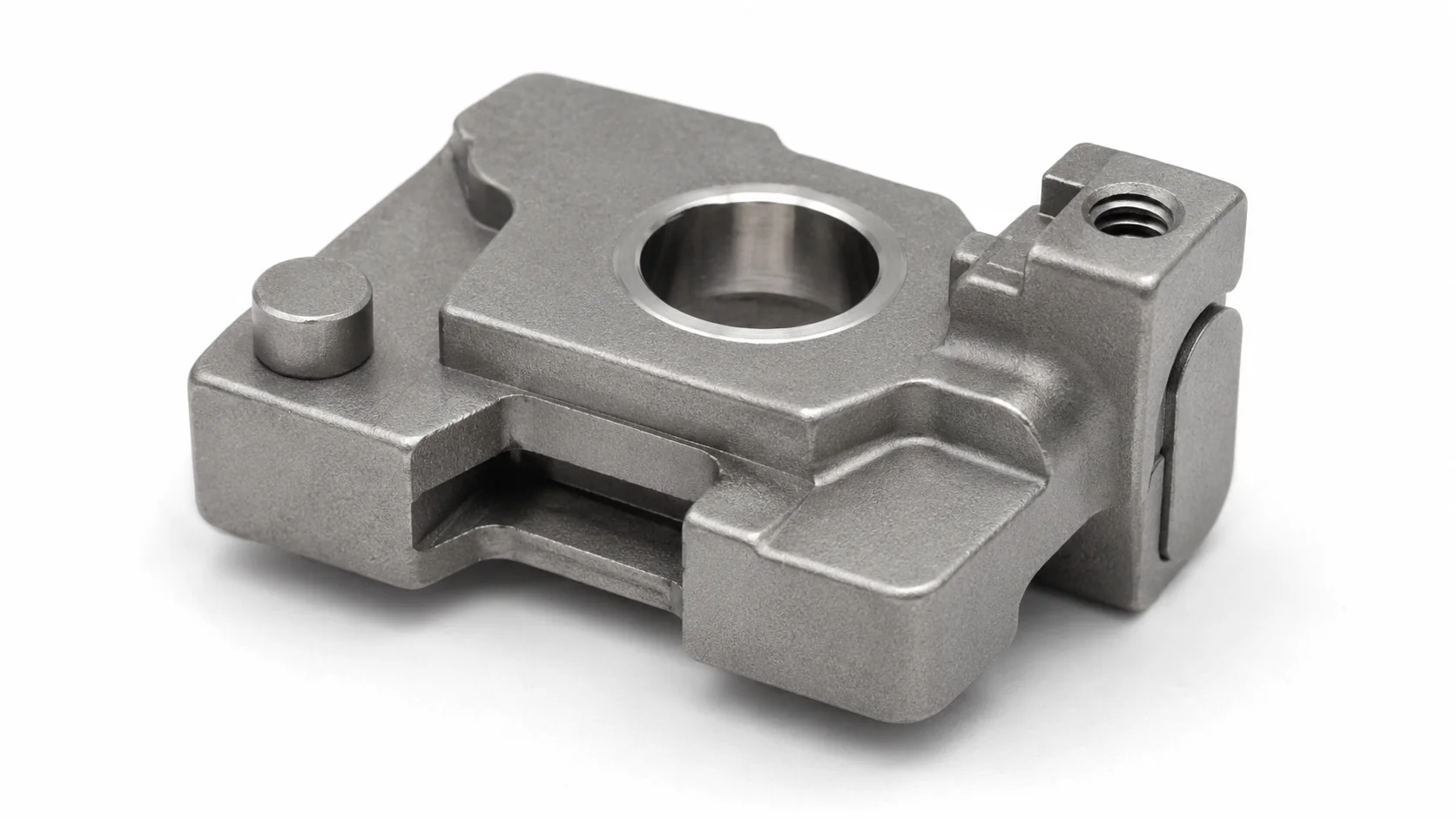
A geometria inclui um furo funcional central, rasgo lateral, ressaltos, degraus, seções finas e recursos multidirecionais. Estes são os tipos de recursos que podem criar custos de usinagem repetidos quando a demanda anual se torna estável.
Resposta Rápida: Quando uma Peça Metálica Pequena e Complexa Deve Ser Revisada para MIM?
Geometria densa em recursos
A moldagem por injeção de metal (MIM) deve ser considerada quando uma peça metálica pequena possui recursos laterais, canais compactos, ressaltos, degraus, seções finas, rebaixos ou múltiplos planos funcionais que tornam o acesso CNC, a fixação e a rebarbação repetitivos.
Demanda repetitiva estável
A MIM se torna mais prática quando o projeto é estável e a demanda anual pode justificar o ferramental, a amostragem, a validação de retração e a inspeção. O volume deve ser avaliado em conjunto com a complexidade da geometria e o custo de fabricação atual.
Acabamento seletivo apenas
Uma peça MIM pequena e complexa e robusta forma a maior parte da geometria próxima à forma final (near net shape) e mantém usinagem secundária apenas para furos CTQ selecionados, roscas, datum, superfícies de vedação ou encaixes de precisão.
Regra de decisão:
A MIM não é selecionada apenas porque uma peça é pequena. Ela se torna atraente quando a complexidade moldada pode remover usinagem CNC recorrente suficiente, fixação, rebarbação ou trabalho de montagem para justificar o ferramental e a validação do processo. Se a peça ainda estiver em mudança, tiver demanda muito baixa ou exigir usinagem de precisão na maioria das superfícies, a CNC ou outro processo pode permanecer a melhor primeira escolha. Para uma comparação de processo dedicada, revise MIM vs usinagem CNC para peças pequenas e complexas.
Exemplo de Engenharia Representativo de CNC para MIM
Status da evidência:
O estudo de caso numérico e os gráficos abaixo são um exemplo de engenharia representativo criado para demonstrar as informações que um estudo de caso MIM publicável deve conter. Eles não devem ser apresentados como um caso de cliente real, relatório de inspeção liberado ou revisão de engenheiro nomeado, a menos que a XTMIM verifique os registros do projeto, a autorização do cliente e a identidade do revisor.

Um estudo de caso útil conecta o desenho da peça com o processo original, rota MIM, correções de ferramental, capacidade dimensional e resultado de produção. Uma imagem do produto sozinha não é evidência suficiente.
Rota original
Usinagem CNC
- Seis operações de usinagem e manuseio
- Tempo de ciclo total de aproximadamente 9,5 minutos por peça
- Fixação repetida para recursos multidirecionais
- Rebarbação e inspeção repetidas em cada componente
Rota revisada
MIM mais acabamento seletivo
- Corpo principal, fenda lateral, degraus e pinos formados em forma próxima à final (near net shape)
- Furo crítico rebaixado após sinterização
- Rosca M3 usinada após sinterização
- Duas operações secundárias mantidas em vez de usinar o corpo completo
Dimensões da Peça, Material, Volume e Dados de Produção
Um estudo de caso MIM pequeno e complexo credível deve declarar as entradas de engenharia reais, em vez de depender de alegações gerais como “alto volume” ou “tolerância apertada”. A tabela abaixo mostra o nível de detalhe que deve ser documentado.
| Item do projeto | Valor representativo do caso | Significado da engenharia |
|---|---|---|
| Tamanho geral da peça | 28,4 × 16,8 × 8,2 mm | Compacto o suficiente para uma revisão de peça MIM pequena, mas ainda contendo vários recursos tridimensionais. |
| Peso da peça acabada | 14,6 g | O peso suporta revisão eficiente de produção multicavidade ou repetida, sujeita à economia de ferramental e de feedstock. |
| Grau do material | O aço inoxidável MIM 17-4 PH | Selecionado para uma aplicação em aço inoxidável focada em resistência; a condição final do material e o tratamento térmico devem ser especificados. |
| Demanda anual estimada | 180.000 peças/ano | Fornece uma base de volume significativa para comparar o custo recorrente de CNC com o investimento em ferramental e validação. |
| Operações CNC originais | 6 operações | Indica configuração repetida, acesso a ferramentas, rebarbação e carga de inspeção. |
| Tempo de ciclo CNC original | Aproximadamente 9,5 min/peça | O ciclo recorrente é um grande impulsionador de custos em volume de produção repetida. |
| Operações secundárias MIM | 2 operações | Reabastar o furo crítico de Ø3,00 mm e roscar a característica M3. |
| Tolerância geral como sinterizado | ±0,30% | Usado para características não críticas neste exemplo; a tolerância deve ser confirmada pela característica, datum e capacidade do processo. |
| Tolerância do furo crítico | Ø3,00 +0,02 / 0,00 mm | Mantido por usinagem pós-sinterização em vez de aplicar o mesmo requisito rigoroso a cada dimensão moldada. |
| Retração linear média na sinterização | 15.8% | Usado como entrada de compensação de ferramental; movimento local e variação direcional ainda requerem validação por tentativa. |
| Taxa de produção na primeira passagem | 96.8% | Representa um indicador de qualidade de produção após o ferramental revisado e o plano de suporte. |
| Capacidade do furo crítico | Cpk 1,52 | Mostra o tipo de evidência de capacidade necessária para uma dimensão CTQ após a definição do sistema de medição e do plano de amostragem. |
| Densidade do material | >97,1% da teórica | Deve estar vinculado à especificação de material acordada, ao método de amostragem e ao registro de inspeção. |
Para revisão específica do material, consulte o guia dedicado de aço inoxidável MIM 17-4 PH. A classe do material, a condição de tratamento térmico, a densidade, a dureza, o ambiente de corrosão e o estágio dimensional devem ser definidos em conjunto, em vez de inferidos apenas pelo nome da liga.
Comparação de Modificação de Ferramental Antes e Depois
Um estudo de caso mais robusto explica o que mudou durante o desenvolvimento do ferramental. Não deve pular diretamente de “ferramental construído” para “produção aprovada”. Neste exemplo, o primeiro conceito de ferramental criou risco dimensional e cosmético.
Ferramental Rev A
Canal lateral e suporte instável
- O canal lateral esquerdo deixou uma marca de testemunho visível perto de uma superfície sensível.
- O fluxo e a compactação local aumentaram a variação dimensional em torno da região funcional.
- A orientação de sinterização forneceu suporte insuficiente sob uma extensão assimétrica.
- A variação de planicidade e localização do furo exigiu revisão adicional.
Revisão B do Ferramental
Canal na parte inferior e pad de suporte dedicado
- Canal movido para uma zona não cosmética na parte inferior.
- Um pad de suporte e uma orientação de sinterização revisada melhoraram a estabilidade.
- As transições de parede e os raios locais foram balanceados para reduzir a sensibilidade à distorção.
- A inspeção focou no Datum A, tamanho do furo, posição do furo, largura da fenda e planicidade.
Por que isso é importante:
A correção do ferramental é uma evidência útil de SEO e engenharia apenas quando o artigo explica o mecanismo do defeito, a mudança de projeto ou processo e o resultado medido. Uma imagem de antes e depois sem a lógica de causa e correção agrega pouco valor técnico.
Revisão DFM: Quais Recursos Permanecem Como Sinterizados e Quais Precisam de Usinagem?

A decisão DFM separa a geometria moldada dos recursos CTQ pós-usinagem e conecta a localização do ponto de injeção com zonas cosméticas, suporte de sinterização, equilíbrio de paredes e acesso para inspeção.
| Recurso | Rota selecionada | Motivo da decisão |
|---|---|---|
| Perfil externo principal, degraus e ressaltos | MIM como sinterizado | Esses recursos contêm a complexidade geométrica repetível que cria o valor da conversão. |
| Ranhura lateral | Formada no ferramental | Evita usinagem repetida da ranhura, sujeita à direção do molde, vedação, controle de rebarbas e acesso para inspeção. |
| Furo funcional de Ø3,00 mm | Moldado com sobremetal para usinagem, depois rebaixado | A tolerância unilateral CTQ e o requisito de superfície justificam o acabamento seletivo. |
| Característica roscada M3 | Característica piloto moldada, depois roscada | Reduz o risco de ferramental e de qualidade da rosca, mantendo a maior parte da geometria do corpo como moldada. |
| Superfície de apoio inferior / Datum A | Controlado por meio de suporte e inspeção | O datum influencia a planicidade, a posição do furo e o alinhamento CMM. |
| Resíduo de canal de injeção | Zona não cosmética inferior | Protege superfícies visíveis e funcionais, ao mesmo tempo que suporta um caminho de preenchimento mais estável. |
As decisões em nível de característica devem ser verificadas em relação ao conjunto completo Guia de projeto MIM, as furos, rasgos e rebaixos guia, orientação para suportes de sinterização e baseado em desenho DFM para revisão MIM.
Tolerâncias Reais, Dados de Retração e Evidências de Inspeção
Um artigo sobre MIM deve distinguir entre a capacidade geral 'como sinterizado' e as dimensões críticas que recebem controle de processo dedicado ou usinagem. Aplicar uma única tolerância apertada a cada característica geralmente adiciona custo e torna o desenho menos realista.

Este gráfico gerado demonstra o tipo de evidência dimensional que um caso real deve publicar. Não é um certificado de inspeção liberado pelo cliente. Substitua-o por um relatório mascarado e rastreável antes de reivindicar evidências de produção reais.
Dimensões críticas e métodos de inspeção
| Item de inspeção | Especificação usada no exemplo | Método sugerido | Propósito do controle |
|---|---|---|---|
| Comprimento total | 28,40 ±0,10 mm | Medição por CMM ou óptica | Confirma a retração global e a compensação do ferramental. |
| Largura total | 16,80 ±0,10 mm | Medição por CMM ou óptica | Verifica a retração direcional e a estabilidade da peça. |
| Espessura total | 8,20 ±0,05 mm | CMM | Monitora a condição do suporte e a distorção vertical. |
| Furo crítico | Ø3,00 +0,02 / 0,00 mm | Micrômetro a ar, paquímetro ou CMM | Verifica a adequação do CTQ pós-usinagem. |
| Largura da ranhura | 2,40 ±0,05 mm | CMM ou gabarito funcional | Verifica uma característica moldada após a sinterização. |
| Posição do furo | 12,50 ±0,03 mm | CMM a partir de datum definido | Confirma a estabilidade posicional após sinterização e usinagem. |
| Planicidade no Datum A | 0,05 mm máximo | Método CMM ou de planímetro | Valida a estratégia de suporte revisada. |
| Acabamento do furo usinado | Ra 1,6 | Medidor de rugosidade superficial | Confirma a condição funcional da superfície. |
Como publicar o rendimento e Cpk de forma responsável
Um valor como 96,81% de rendimento na primeira passagem ou Cpk 1,52 só é significativo quando o artigo também declara a característica inspecionada, o tamanho da amostra, o método de medição, o nível de revisão e o estágio de produção. O exemplo usa 30 peças medidas para o furo crítico. Uma publicação real deve reter o relatório de origem, as informações do sistema de medição e a revisão do desenho, mesmo quando os campos de identificação do cliente estiverem mascarados.
Para orientações dimensionais mais aprofundadas, direcione os leitores para Tolerâncias críticas e estado como sinterizado em MIM, Compensação de retração na sinterização MIM e a capacidade de inspeção e teste.
Tabela de Decisão XTMIM: A Peça é uma Forte Candidata para MIM?

As faixas são referências de triagem, não limites universais. Uma decisão final requer revisão do desenho, material, ferramental, tolerância, sinterização e custo.
Candidato Forte
Geometria com características pequenas e densas, demanda anual estável, rota de liga estabelecida, acabamento CTQ limitado e um problema claro de custo recorrente de CNC ou montagem.
Candidato limítrofe
Volume moderado, condição de material incerta, muitas dimensões sensíveis à retração, estratégia de datum pouco clara ou várias superfícies críticas que podem precisar de usinagem.
Candidato Fraco
Demanda apenas para protótipos, design instável, geometria simples torneada ou estampada, formato de bloco grande ou usinagem secundária pesada na maioria das superfícies.
Quando o MIM Agrega Valor Real para Pequenas Peças Metálicas Complexas
1. A geometria cria custo de fabricação recorrente
O MIM se torna relevante quando vários recursos são caros para usinar uma peça por vez: detalhes laterais, ranhuras compactas, nervuras finas, ressaltos, degraus, transições curvas, furos miniatura, superfícies multinível ou recursos integrados que, de outra forma, exigiriam várias configurações.
2. O design é estável o suficiente para o ferramental
Compensação de ferramental, localização de ponto de injeção, ejeção, suporte de sinterização e correção de primeiro artigo dependem de uma geometria madura. Protótipos iniciais ainda podem ser revisados para adequação futura ao MIM, mas a liberação do molde deve aguardar até que a arquitetura funcional e as dimensões CTQ (Critical To Quality) estejam suficientemente estáveis.
3. A demanda anual pode absorver o ferramental e a validação
Não há um limite universal de volume anual que se aplique a todos os projetos de MIM. Um componente pequeno de alto valor com um fardo de usinagem severo pode justificar o ferramental em um volume menor do que uma peça simples e barata. A comparação correta inclui ferramental, correção de testes, validação de processo, operações secundárias, inspeção, vida útil esperada do programa e o custo unitário recorrente original.
4. A maior parte da complexidade pode permanecer em forma próxima à líquida (near net shape)
O caso de negócios é mais forte quando o MIM cria o corpo complexo completo e apenas recursos CTQ selecionados recebem acabamento pós-sinterização. Uma rota híbrida pode ser mais realista do que insistir que todas as dimensões funcionais permaneçam como sinterizadas.
5. O desempenho do material corresponde à aplicação
O material selecionado deve atender aos requisitos de resistência, dureza, corrosão, desgaste, temperatura, magnéticos e de acabamento. O projeto também deve definir densidade, condição de tratamento térmico, estado da superfície e estágio final de inspeção.
Quando o MIM não é a melhor primeira opção
Mantenha o CNC ou a fabricação de protótipos quando:
- O projeto ainda está mudando com frequência.
- A demanda é muito baixa ou única.
- A maioria das superfícies precisa de usinagem de precisão direta.
- A geometria é simples e barata de usinar.
- A iteração rápida do projeto é mais importante que o ferramental de produção.
Compare com outro processo de volume quando:
- A peça é uma forma simples de PM uniaxial.
- O componente é principalmente uma forma estampada plana.
- A geometria e a liga são mais adequadas para fundição sob pressão ou fundição de precisão (cera perdida).
- A aplicação pode usar um polímero em vez de metal.
- A rota MIM ainda exigiria acabamento e montagem extensivos.
Use o Central de comparação de processos MIM quando a primeira decisão é comparar MIM com usinagem CNC, metalurgia do pó, fundição sob pressão, fundição de precisão, estampagem ou impressão 3D de metal.
Recursos de Engenharia Relacionados
Esta página deve permanecer o ponto de entrada para decisões e estudos de caso. Questões detalhadas de projeto, material, processo e inspeção devem ser movidas para as páginas dedicadas abaixo, em vez de serem duplicadas aqui.
O que enviar para análise de uma peça MIM pequena e complexa
| Entrada necessária | O que permite à equipe de engenharia revisar |
|---|---|
| Desenho 2D com datum e dimensões CTQ | Estratégia de tolerância, método de inspeção, usinagem de sobremetal e critérios de aceitação. |
| Arquivo CAD 3D | Direção do molde, balanceamento de parede, rebaixos, gavetas, caminho de fluxo, suportes e risco de ejeção. |
| Grau do material real e condição final | Rota do feedstock, comportamento na sinterização, tratamento térmico, densidade, dureza e requisitos de superfície. |
| Peso da peça acabada e dimensões gerais | Adequação básica do processo, conceito de ferramental, manuseio e planejamento de produção. |
| Demanda anual e ciclo de vida do programa | Se o ferramental e a validação podem ser justificados contra o custo recorrente do processo. |
| Operações de processo atuais e tempo de ciclo | Quais custos recorrentes de CNC, rebarbação, acabamento ou montagem o MIM pode eliminar. |
| Zonas funcionais e cosméticas sem marcação | Decisões de canal de injeção, linha de partição, ejetor, suporte e acabamento. |
| Registros de inspeção necessários | Planejamento de primeiro artigo, capacidade, verificação de material, superfície, dureza e liberação de produção. |
Revisão de Engenharia e Divulgação de Evidências
Revisado no nível do artigo por: Equipe de Engenharia XTMIM
A página foi estruturada em torno da adequação do processo MIM, lógica de conversão CNC para MIM, DFM, direção de material, revisão de ferramental, compensação de retração, alocação de tolerância, operações secundárias e planejamento de inspeção.
Requisito de publicação: Adicione o nome real, cargo, biografia, retrato e URL do perfil de um revisor somente após essa pessoa ter revisado o artigo final e autorizado a publicação. O gráfico gerado de “Daniel Chen” fornecido com este projeto não está incluído porque não deve ser apresentado como um perfil de engenheiro real.
Perguntas Frequentes sobre MIM para Peças Pequenas e Complexas
Que tamanho de peças é adequado para moldagem por injeção de metal?
O MIM é comumente avaliado para componentes metálicos pequenos e densos em recursos, mas não há um limite de tamanho universal único. A adequação depende da massa da peça, distribuição da parede, comprimento de fluxo, material, ferramental, manuseio, remoção do ligante, suporte de sinterização, requisitos dimensionais e volume. Uma revisão baseada em desenho é mais útil do que apenas um número de tamanho.
Qual volume anual torna o MIM economicamente viável?
Não há um volume anual fixo para todas as peças. O ponto de transição depende do custo do ferramental, custo atual de CNC ou montagem, complexidade geométrica, vida útil do programa, material, estratégia de cavidades, rendimento, operações secundárias e requisitos de inspeção. Uma demanda repetitiva estável é mais importante do que cotar uma quantidade universal.
O MIM pode substituir todo o usinagem CNC em uma peça complexa?
Nem sempre. Uma conversão forte frequentemente usa MIM para o corpo complexo e mantém o acabamento CNC para usinagens selecionadas, roscas, faces de vedação, encaixes de rolamento, datum features ou outras características CTQ (Critical To Quality). O objetivo é remover usinagens recorrentes desnecessárias, não eliminar a usinagem a qualquer custo.
É ±0,3% uma tolerância MIM garantida?
Não. Uma porcentagem como ±0,3% é apenas uma referência geral de triagem. A capacidade real varia com o comprimento da dimensão, material, geometria, layout do ferramental, direção de retração, suporte, processo do forno, estrutura de datum e método de inspeção. Cada característica crítica deve ser revisada separadamente.
Por que a retração na sinterização é importante no projeto de ferramental?
A peça verde moldada é maior que o componente metálico final porque ela encolhe durante a remoção do ligante e a sinterização. O ferramental deve compensar a retração esperada, enquanto os testes confirmam o comportamento local e direcional. A retração média sozinha não garante que cada característica se mova uniformemente.
Que evidências um estudo de caso real de CNC para MIM deve incluir?
Deve incluir a peça aprovada pelo cliente ou uma imagem devidamente anonimizada, dimensões, peso, grau do material, volume anual, etapas do processo original e tempo de ciclo, operações secundárias MIM, tolerâncias CTQ, dados de retração ou compensação de ferramental, revisões do ferramental, resultados de rendimento ou capacidade e um relatório de inspeção rastreável com detalhes confidenciais mascarados.
Que informações devem ser submetidas para uma revisão de viabilidade MIM?
Submeta o desenho 2D, arquivo CAD 3D, material e condição final, tolerâncias CTQ, zonas cosméticas, requisitos de superfície, volume anual, rota de fabricação atual, ambiente de aplicação e documentação de inspeção esperada.
Envie a Peça para uma Revisão MIM Baseada em Desenho
Para uma peça pequena e complexa atualmente produzida por usinagem CNC, fundição, metalurgia do pó, estampagem ou montagem, forneça o desenho, arquivo CAD, material, demanda anual, operações atuais, tempo de ciclo, dimensões CTQ e requisitos de superfície. A XTMIM pode revisar se o projeto deve permanecer com o processo existente, migrar para MIM ou usar uma rota híbrida MIM mais usinagem.
Enviar um Desenho para Revisão Contatar XTMIMReferências Técnicas
Referências gerais de processo e design MIM podem ajudar a estruturar uma revisão inicial, mas não substituem a validação específica do projeto de material, desenho, ferramental e inspeção. Pontos de partida úteis na indústria incluem a visão geral do processo da Metal Injection Molding Association, as Visão geral MIM da European Powder Metallurgy Association e recursos de normas MPIF.







