El moldeo por inyección de metal para piezas pequeñas y complejas crea el mayor valor cuando un diseño de producción estable combina geometría tridimensional densa en características, un metal de ingeniería adecuado, demanda anual recurrente y una oportunidad realista para reemplazar operaciones CNC recurrentes con producción de forma casi neta. Esta guía utiliza un ejemplo representativo de ingeniería CNC a MIM para mostrar cómo el tamaño de la pieza, el peso, la aleación, la demanda anual y…
Moldeo por inyección de metal para piezas complejas pequeñas crea el mayor valor cuando un diseño de producción estable combina geometría tridimensional densa en características, un metal de ingeniería adecuado, demanda anual recurrente y una oportunidad realista para reemplazar operaciones CNC recurrentes con producción de forma casi neta. Esta guía utiliza un ejemplo representativo de ingeniería CNC a MIM para mostrar cómo el tamaño de la pieza, el peso, la aleación, el volumen anual, las tolerancias, la contracción durante el sinterizado, las revisiones del herramental, el mecanizado secundario y la capacidad del proceso deben revisarse antes de la fabricación del herramental.
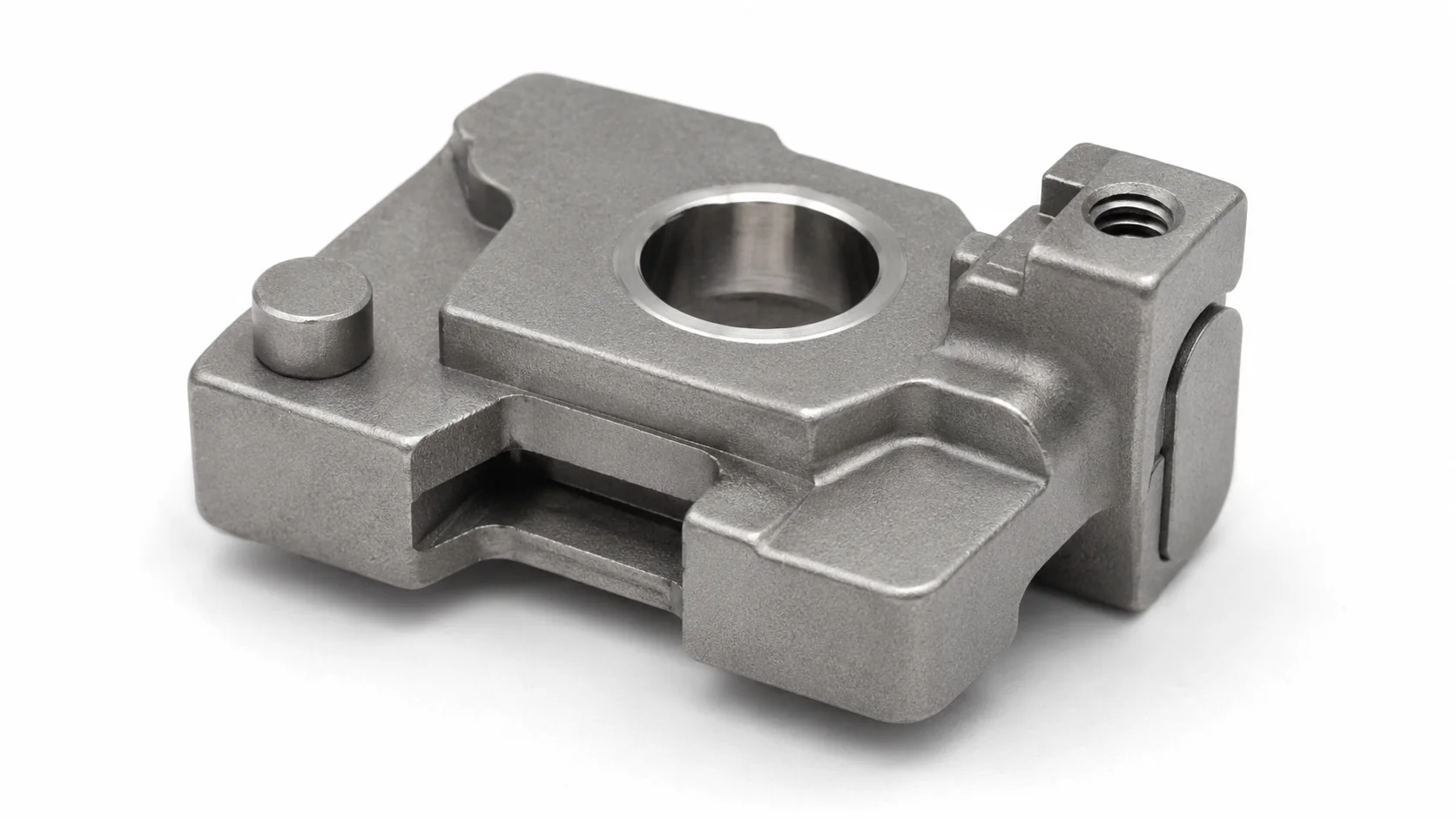
La geometría incluye un barreno funcional central, una ranura lateral, salientes, escalones, secciones delgadas y características multidireccionales. Estos son los tipos de características que pueden generar costos de mecanizado repetidos cuando la demanda anual se vuelve estable.
Respuesta Rápida: ¿Cuándo se debe revisar una pieza metálica pequeña y compleja para MIM?
Geometría con alta densidad de características
El Moldeo por Inyección de Metal (MIM) debe considerarse cuando una pieza metálica pequeña presenta características laterales, ranuras compactas, salientes (bosses), escalones, secciones delgadas, socavados (undercuts) o múltiples planos funcionales que hacen que el acceso CNC, el sujetamiento (fixturing) y el desbarbado sean repetitivos.
Demanda repetitiva y estable
El MIM se vuelve más práctico cuando el diseño es estable y la demanda anual puede justificar el herramental, el muestreo, la validación de la contracción y la inspección. El volumen debe evaluarse junto con la complejidad de la geometría y el costo de fabricación actual.
Acabado selectivo únicamente
Una pieza MIM pequeña y compleja y robusta forma la mayor parte de la geometría casi neta (near net shape) y reserva el mecanizado secundario solo para taladros CTQ (Critical To Quality), roscas, puntos de referencia (datums), superficies de sellado o ajustes de precisión seleccionados.
Regla de decisión:
El MIM no se selecciona solo porque una pieza es pequeña. Se vuelve atractivo cuando la complejidad moldeada puede eliminar suficiente trabajo recurrente de mecanizado CNC, sujeción, desbarbado o ensamblaje para justificar el herramental y la validación del proceso. Si la pieza aún está cambiando, tiene una demanda muy baja o requiere mecanizado de precisión en la mayoría de las superficies, el CNC u otro proceso pueden seguir siendo la mejor primera opción. Para una comparación de procesos dedicada, revise MIM vs. mecanizado CNC para piezas pequeñas y complejas.
Ejemplo de ingeniería representativo de CNC a MIM
Estado de la evidencia:
El caso numérico y los gráficos a continuación son un ejemplo de ingeniería representativo creado para demostrar la información que debe contener un estudio de caso MIM publicable. No deben presentarse como un caso de cliente real, un informe de inspección real publicado o una revisión de ingeniero nombrada, a menos que XTMIM verifique los registros del proyecto, la autorización del cliente y la identidad del revisor.

Un estudio de caso útil conecta el dibujo de la pieza con el proceso original, la ruta MIM, las correcciones de herramental, la capacidad dimensional y el resultado de la producción. Una imagen del producto por sí sola no es evidencia suficiente.
Ruta original
Mecanizado CNC
- Seis operaciones de mecanizado y manipulación
- Aproximadamente 9.5 minutos de tiempo total de ciclo por pieza
- Fijación repetida para características multidireccionales
- Desbarbado e inspección repetidos en cada componente
Ruta revisada
MIM más acabado selectivo
- Cuerpo principal, ranura lateral, escalones y salientes formados casi en su forma neta
- Agujero crítico escariado después del sinterizado
- Orificio roscado M3 posterior al sinterizado
- Se conservan dos operaciones secundarias en lugar de mecanizar el cuerpo completo
Dimensiones de la pieza, material, volumen y datos de producción
Un caso MIM pequeño y complejo creíble debe indicar las entradas de ingeniería reales en lugar de basarse en afirmaciones generales como “alto volumen” o “tolerancia ajustada”. La siguiente tabla muestra el nivel de detalle que debe documentarse.
| Elemento del proyecto | Valor representativo del caso | Significado de ingeniería |
|---|---|---|
| Tamaño general de la pieza | 28.4 × 16.8 × 8.2 mm | Lo suficientemente compacto para una revisión MIM de piezas pequeñas, y aun así contiene varias características tridimensionales. |
| Peso de la pieza terminada | 14.6 g | El peso soporta revisiones de producción multi-cavidad o repetidas eficientes, sujeto a la economía del herramental y el feedstock. |
| Grado de material | El acero inoxidable MIM 17-4 PH | Seleccionado para una aplicación de acero inoxidable impulsada por la resistencia; se debe especificar la condición final del material y el tratamiento térmico. |
| Demanda anual estimada | 180,000 piezas/año | Proporciona una base de volumen significativa para comparar el costo recurrente de CNC con la inversión en herramental y validación. |
| Operaciones CNC originales | 6 operaciones | Indica configuración repetida, acceso a herramientas, desbarbado y carga de inspección. |
| Tiempo de ciclo CNC original | Aproximadamente 9.5 min/pieza | El ciclo recurrente es un importante impulsor de costos en volúmenes de producción repetidos. |
| Operaciones secundarias MIM | 2 operaciones | Rectificar el barrenado crítico de Ø3.00 mm y roscar la característica roscada M3. |
| Tolerancia general post-sinterizado | ±0.30% | Usado para características no críticas en este ejemplo; la tolerancia debe ser confirmada por la característica, el dato y la capacidad del proceso. |
| Tolerancia de barrenado crítico | Ø3.00 +0.02 / 0.00 mm | Mantenido mediante maquinado post-sinterizado en lugar de aplicar el mismo requisito estricto a cada dimensión moldeada. |
| Contracción lineal promedio del sinterizado | 15.8% | Usado como entrada para compensación de herramental; el movimiento local y la variación direccional aún requieren validación de prueba. |
| Porcentaje de producción inicial | 96.8% | Representa un indicador de calidad de producción después de la revisión del herramental y el plan de soporte. |
| Capacidad de barrenado crítico | Cpk 1.52 | Muestra el tipo de evidencia de capacidad necesaria para una dimensión CTQ después de definir el sistema de medición y el plan de muestreo. |
| Densidad del material | >97% teórica | Debe vincularse a la especificación de material acordada, el método de muestreo y el registro de inspección. |
Para una revisión específica del material, consulte la guía dedicada de acero inoxidable MIM 17-4 PH. El grado del material, la condición del tratamiento térmico, la densidad, la dureza, el entorno de corrosión y la etapa dimensional deben definirse juntos en lugar de inferirse solo del nombre de la aleación.
Comparación de Modificación de Herramental Antes y Después
Un caso de estudio más sólido explica qué cambió durante el desarrollo del herramental. No debe saltar directamente de “herramental construido” a “producción aprobada”. En este ejemplo, el primer concepto de herramental creó riesgos dimensionales y cosméticos.
Herramental Rev A
Alimentación lateral y soporte inestable
- La colada lateral izquierda dejó una marca visible cerca de una superficie sensible.
- El flujo y el empaque local aumentaron la variación dimensional alrededor de la región funcional.
- La orientación de sinterizado proporcionó soporte insuficiente debajo de una luz asimétrica.
- La planitud y la variación de la ubicación del taladro requirieron una revisión adicional.
Revisión B del molde
Colada inferior y pad de soporte dedicado
- Colada movida a una zona inferior no cosmética.
- Un pad de soporte y una orientación de sinterizado revisada mejoraron la estabilidad.
- Las transiciones de pared y los radios locales se equilibraron para reducir la sensibilidad a la distorsión.
- La inspección se centró en el Datum A, el tamaño del taladro, la posición del taladro, el ancho de la ranura y la planitud.
Por qué esto es importante:
La corrección de herramental es evidencia útil de SEO e ingeniería solo cuando el artículo explica el mecanismo del defecto, el cambio de diseño o proceso y el resultado medido. Una imagen de antes y después sin la lógica de causa y corrección agrega poco valor técnico.
Revisión DFM: ¿Qué características se dejan como sinterizadas y cuáles necesitan mecanizado?

La decisión DFM separa la geometría moldeada de las características CTQ post-mecanizado y conecta la ubicación del bebedero con zonas cosméticas, soportes de sinterizado, balance de pared y acceso de inspección.
| Característica | Ruta seleccionada | Razón de la decisión |
|---|---|---|
| Perfil exterior principal, escalones y salientes | MIM como sinterizado | Estas características contienen la complejidad geométrica repetible que crea el valor de la conversión. |
| Ranura lateral | Formada en el herramental | Evita el mecanizado repetido de ranuras, sujeto a la dirección del molde, línea de cierre, control de rebabas y acceso de inspección. |
| Barreno funcional de Ø3.00 mm | Moldeado con tolerancia de mecanizado, luego escariado | La tolerancia unilateral CTQ y el requisito de superficie justifican un acabado selectivo. |
| Característica roscada M3 | Característica piloto moldeada, luego roscada | Reduce el riesgo de herramental y calidad de roscado, conservando la mayor parte de la geometría del cuerpo como se moldeó. |
| Superficie de soporte inferior / Datum A | Controlado mediante soporte e inspección | El datum influye en la planitud, la posición del barreno y la alineación de la CMM. |
| Vestigio de bebedero | Zona no cosmética inferior | Protege las superficies visibles y funcionales, al tiempo que admite una ruta de llenado más estable. |
Las decisiones a nivel de característica deben verificarse contra el conjunto completo Guía de diseño MIM, , guía de barrenos, ranuras y socavados, Guía para soportes de sinterizado y el basado en el dibujo Proceso de revisión DFM para MIM.
Tolerancias reales, datos de contracción y evidencia de inspección
Un artículo de MIM debe distinguir entre la capacidad general 'tal como se sinteriza' y las dimensiones críticas que reciben control de proceso dedicado o mecanizado. Aplicar una única tolerancia ajustada a cada característica generalmente aumenta el costo y hace que el dibujo sea menos realista.

Este gráfico generado demuestra el tipo de evidencia dimensional que un caso real debería publicar. No es un certificado de inspección liberado por el cliente. Reemplácelo con un informe enmascarado y trazable antes de reclamar evidencia de producción real.
Dimensiones críticas y métodos de inspección
| Elemento de inspección | Especificación utilizada en el ejemplo | Método sugerido | Propósito del control |
|---|---|---|---|
| Longitud total | 28.40 ±0.10 mm | Medición CMM o óptica | Confirma la contracción global y la compensación del herramental. |
| Ancho total | 16.80 ±0.10 mm | Medición CMM o óptica | Verifica la contracción direccional y la estabilidad de la pieza. |
| Espesor total | 8.20 ±0.05 mm | CMM | Rastrea la condición del soporte y la distorsión vertical. |
| Agujero crítico | Ø3.00 +0.02 / 0.00 mm | Medidor de aire, medidor de diámetros interiores o CMM | Verifica el ajuste CTQ post-mecanizado. |
| Ancho de ranura | 2.40 ±0.05 mm | CMM o galga funcional | Verifica una característica moldeada tal como sale del sinterizado. |
| Posición del agujero | 12.50 ±0.03 mm | CMM (Máquina de Medición por Coordenadas) a partir de datos definidos | Confirma la estabilidad posicional después del sinterizado y el mecanizado. |
| Planitud en el Datum A | 0.05 mm máximo | Método CMM o de placa de superficie | Valida la estrategia de soportes revisada. |
| Acabado de barrenos mecanizados | Ra 1.6 | Medidor de rugosidad superficial | Confirma la condición funcional de la superficie. |
Cómo publicar el rendimiento y Cpk de manera responsable
Un valor como 96.81% de rendimiento a la primera pasada o Cpk 1.52 solo tiene sentido cuando el artículo también indica la característica inspeccionada, el tamaño de la muestra, el método de medición, el nivel de revisión y la etapa de producción. El ejemplo utiliza 30 piezas medidas para el diámetro crítico. Una publicación real debe conservar el informe de origen, la información del sistema de medición y la revisión del dibujo, incluso cuando los campos de identificación del cliente estén enmascarados.
Para obtener una guía dimensional más detallada, enlace a los lectores a Tolerancias críticas y MIM tal como se sinteriza, compensación de contracción MIM y la tabla de capacidad de inspección y pruebas.
Tabla de Decisión: ¿Es la Pieza un Fuerte Candidato para MIM?

Los rangos son referencias de selección, no límites universales. Una decisión final requiere una revisión del dibujo, material, herramental, tolerancias, sinterizado y costos.
Candidato fuerte
Geometría pequeña y densa en características, demanda anual estable, ruta de aleación establecida, acabado CTQ limitado y un problema claro de costo recurrente de CNC o ensamblaje.
Candidato límite
Volumen moderado, condición de material incierta, muchas dimensiones sensibles a la contracción, estrategia de datum poco clara o varias superficies críticas que pueden requerir mecanizado.
Candidato débil
Demanda solo para prototipos, diseño inestable, geometría simple torneada o estampada, forma voluminosa tipo bloque, o mecanizado secundario extenso en la mayoría de las superficies.
Cuándo el MIM Crea Valor Real para Piezas Metálicas Pequeñas y Complejas
1. La geometría crea costos de fabricación repetitivos
El MIM se vuelve relevante cuando varias características son costosas de mecanizar una por una: detalles laterales, ranuras compactas, nervaduras delgadas, salientes, escalones, transiciones curvas, orificios miniatura, superficies multinivel o características integradas que de otro modo requerirían múltiples configuraciones.
2. El diseño es lo suficientemente estable para el herramental
La compensación del herramental, la ubicación de la compuerta, la expulsión, el soporte de sinterizado y la corrección de la primera pieza dependen de una geometría madura. Los prototipos iniciales aún pueden revisarse para determinar su idoneidad futura para MIM, pero la liberación del molde debe esperar hasta que la arquitectura funcional y las dimensiones CTQ (Critical To Quality) sean suficientemente estables.
3. La demanda anual puede absorber el costo del herramental y la validación
No existe un umbral universal de volumen anual que aplique a todos los proyectos MIM. Un componente pequeño de alto valor con una carga de mecanizado considerable puede justificar el herramental a un volumen menor que una pieza simple y económica. La comparación correcta incluye el herramental, la corrección de pruebas, la validación del proceso, las operaciones secundarias, la inspección, la vida esperada del programa y el costo unitario recurrente original.
4. La mayor parte de la complejidad puede permanecer cercana a la forma neta
El caso de negocio es más sólido cuando el MIM crea el cuerpo complejo completo y solo las características CTQ seleccionadas reciben acabado post-sinterizado. Una ruta híbrida puede ser más realista que insistir en que cada dimensión funcional permanezca tal como sale del sinterizado.
5. El rendimiento del material coincide con la aplicación
El material seleccionado debe cumplir con los requisitos de resistencia, dureza, corrosión, desgaste, temperatura, magnéticos y de acabado. El proyecto también debe definir la densidad, la condición de tratamiento térmico, el estado de la superficie y la etapa de inspección final.
Cuando el MIM no es la mejor primera opción
Considere la fabricación por CNC o prototipado cuando:
- El diseño aún está cambiando frecuentemente.
- La demanda es muy baja o única.
- La mayoría de las superficies requieren mecanizado de precisión directo.
- La geometría es simple y económica de mecanizar.
- La iteración rápida del diseño es más importante que el herramental de producción.
Compare con otro proceso de volumen cuando:
- La pieza tiene una forma simple uniaxial de metalurgia de polvos (PM).
- El componente es principalmente una forma estampada plana.
- La geometría y la aleación se adaptan mejor a la fundición a presión o a la fundición de precisión (investment casting).
- La aplicación puede usar un polímero en lugar de metal.
- La ruta MIM aún requeriría un extenso acabado y ensamblaje.
Utilice la Centro de comparación de procesos MIM cuando la primera decisión es si comparar MIM con mecanizado CNC, metalurgia de polvos, fundición a presión, fundición de precisión, estampado o impresión 3D de metal.
Recursos de ingeniería relacionados
Esta página debe seguir siendo el punto de entrada para la toma de decisiones y estudios de caso. Las preguntas detalladas sobre diseño, material, proceso e inspección deben trasladarse a las páginas dedicadas a continuación en lugar de duplicarse aquí.
Qué enviar para la revisión de una pieza MIM pequeña y compleja
| Entrada requerida | Lo que permite al equipo de ingeniería revisar |
|---|---|
| Dibujo 2D con datums y dimensiones CTQ | Estrategia de tolerancias, método de inspección, margen de maquinado y criterios de aceptación. |
| Archivo CAD 3D | Dirección del molde, balance de paredes, socavados, acciones laterales, ruta de flujo, riesgo de soporte y eyección. |
| Grado de material real y condición final | Ruta del feedstock, comportamiento del sinterizado, tratamiento térmico, densidad, dureza y requisitos de superficie. |
| Peso de la pieza terminada y tamaño envolvente | Ajuste básico del proceso, concepto de herramental, manejo y planificación de la producción. |
| Demanda anual y vida del programa | Si el herramental y la validación se pueden justificar contra el costo recurrente del proceso. |
| Operaciones del proceso actual y tiempo de ciclo | ¿Qué costos recurrentes de CNC, desbarbado, acabado o ensamblaje puede eliminar el MIM?. |
| Zonas funcionales y cosméticas sin marca | Decisiones sobre bebedero, línea de partición, expulsor, soporte y acabado. |
| Registros de inspección requeridos | Planificación de primer artículo, capacidad, verificación de material, superficie, dureza y liberación de producción. |
Revisión de Ingeniería y Divulgación de Evidencia
Revisado a nivel de artículo por: Equipo de Ingeniería de XTMIM
La página se ha estructurado en torno a la idoneidad del proceso MIM, la lógica de conversión de CNC a MIM, DFM, dirección del material, revisión del herramental, compensación de contracción, asignación de tolerancias, operaciones secundarias y planificación de inspección.
Requisito de publicación: Agregue el nombre, título, biografía, retrato y URL de perfil de un revisor real solo después de que esa persona haya revisado el artículo final y autorizado su publicación. El gráfico generado del revisor “Daniel Chen” proporcionado con este proyecto no se incluye porque no debe presentarse como un perfil de ingeniero real.
Preguntas frecuentes sobre MIM para piezas pequeñas y complejas
¿Qué tamaño de piezas son adecuadas para el Moldeo por Inyección de Metal (MIM)?
El MIM se evalúa comúnmente para componentes metálicos pequeños y densos en características, pero no existe un único límite de tamaño universal. La idoneidad depende de la masa de la pieza, la distribución de la pared, la longitud de flujo, el material, el herramental, el manejo, el desaglutinado, el soporte de sinterizado, los requisitos dimensionales y el volumen. Una revisión basada en planos es más útil que un simple número de tamaño.
¿Qué volumen anual hace que el MIM sea rentable?
No existe un umbral anual de volumen fijo para cada pieza. El punto de inflexión depende del costo del herramental, el costo actual de CNC o ensamblaje, la complejidad geométrica, la vida útil del programa, el material, la estrategia de cavidades, el rendimiento, las operaciones secundarias y los requisitos de inspección. Una demanda repetida y estable es más importante que cotizar una cantidad universal.
¿Puede el MIM reemplazar todo el mecanizado CNC en una pieza compleja?
No siempre. Una conversión exitosa a menudo utiliza MIM para el cuerpo complejo y conserva el acabado CNC para taladros seleccionados, roscas, caras de sellado, ajustes de rodamientos, puntos de referencia u otras características CTQ (Critical to Quality). El objetivo es eliminar el mecanizado recurrente innecesario, no eliminar el mecanizado a cualquier costo.
¿Es ±0.3% una tolerancia MIM garantizada?
No. Un porcentaje como ±0.3% es solo una referencia general de selección. La capacidad real varía según la longitud de la dimensión, el material, la geometría, la disposición del herramental, la dirección de la contracción, el soporte, el proceso del horno, la estructura de referencia y el método de inspección. Cada característica crítica debe revisarse por separado.
¿Por qué es importante la contracción por sinterizado en el diseño de herramentales?
La pieza verde moldeada es más grande que el componente metálico final porque se contrae durante el desaglutinado y el sinterizado. El herramental debe compensar la contracción esperada, mientras que las pruebas confirman el comportamiento local y direccional. La contracción promedio por sí sola no garantiza que cada característica se mueva de manera uniforme.
¿Qué evidencia debe incluir un caso de estudio real de CNC a MIM?
Debería incluir la pieza aprobada por el cliente o una imagen debidamente anonimizada, dimensiones, peso, grado del material, volumen anual, pasos del proceso original y tiempo de ciclo, operaciones secundarias MIM, tolerancias CTQ, datos de contracción o compensación del herramental, revisiones del herramental, resultados de rendimiento o capacidad, y un informe de inspección trazable con detalles confidenciales enmascarados.
¿Qué información se debe enviar para una revisión de viabilidad de MIM?
Envíe el dibujo 2D, archivo CAD 3D, material y condición final, tolerancias CTQ, zonas cosméticas, requisitos de superficie, volumen anual, ruta de fabricación actual, entorno de aplicación y documentación de inspección esperada.
Enviar la Pieza para una Revisión de MIM Basada en Dibujo
Para una pieza pequeña y compleja producida actualmente por mecanizado CNC, fundición, metalurgia de polvos, estampado o ensamblaje, proporcione el dibujo, archivo CAD, material, demanda anual, operaciones actuales, tiempo de ciclo, dimensiones CTQ y requisitos de superficie. XTMIM puede revisar si el proyecto debe permanecer con el proceso existente, migrar a MIM o utilizar una ruta híbrida de MIM más mecanizado.
Enviar un Dibujo para Revisión Contactar a XTMIMReferencias técnicas
Las referencias generales del proceso y diseño MIM pueden ayudar a enmarcar una revisión temprana, pero no reemplazan la validación específica del proyecto en cuanto a materiales, dibujos, herramental e inspección. Puntos de partida útiles de la industria incluyen la descripción general del proceso de la Metal Injection Molding Association, , Descripción general de MIM de la Asociación Europea de Metalurgia de Polvos (EPMA) y recursos de normas MPIF.







