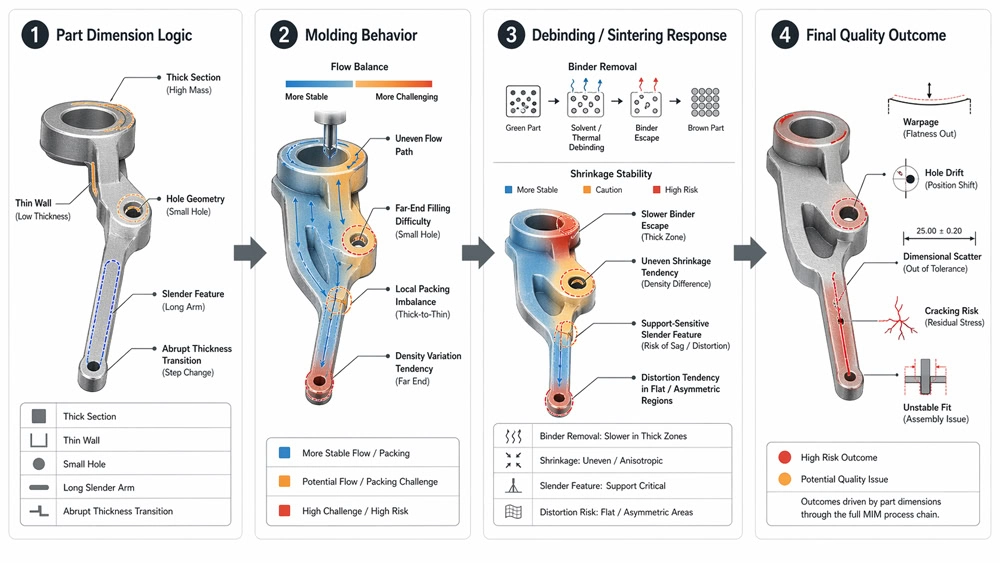
MIMの製造性設計:部品寸法が最終的なMIM部品品質に与える影響 金属射出成形において、寸法は単なる図面の数字ではありません。全体サイズ、肉厚、肉厚の変化、穴形状、細長さ、支持されていないスパンはすべて、充填挙動、脱脂効率、焼結収縮、変形リスク、最終的な寸法安定性に影響を与えます。そのため、多くのMIM品質問題は…

金属射出成形において、寸法は単なる図面の数字ではありません。全体サイズ、肉厚、肉厚の変化、穴形状、細長さ、支持されていないスパンはすべて、充填挙動、脱脂効率、焼結収縮、変形リスク、最終的な寸法安定性に影響を与えます。.
そのため、多くのMIM品質問題は材料だけに起因するわけではありません。それらは、部品全体にサイズがどのように分布しているかに起因します。ある形状はCAD上では問題なく見えても、その寸法論理がプロセスを堅牢な製造ウィンドウの外に押し出す場合、生産時に不安定になる可能性があります。.
エンジニアがMIM部品を評価する際、最初の質問は、部品が単に「十分に小さい」かどうかであるべきではありません。より重要な質問は、安定した成形、効果的な脱脂、予測可能な焼結収縮、現実的な焼結後公差管理、および重要なフィーチャーに対する二次加工の明確な決定に対して、その寸法が十分にバランスが取れているかどうかです。.
公開日 MIM設計ガイダンス によると、MIMは幅広い寸法範囲をカバーできますが、これらの参考範囲は、その範囲内のすべての形状が確実に成形できることを保証するものではなく、スクリーニングの目安として扱うべきです。小さなディテールには依然として変形リスクが伴う可能性があり、全体のサイズだけでは寸法安定性についてほとんど情報が得られません。.
プロセス概要については、当社の 金属射出成形プロセス ページです。図面レベルのレビューについては、当社の MIM部品設計ガイド は、金型製作前のジオメトリ決定が製造性にどのように影響するかを説明します。ここでの重要な点は、MIMにおいてサイズは受動的な図面パラメータではないということです。それはプロセス挙動を積極的に変化させます。.
寸法は、フロー長、圧力伝達、パッキング効率、および下流の薄肉フィーチャーが一貫して充填できるかどうかを制御します。長い薄肉部、狭いリブ、および急激な断面変化は、密度不均衡、不完全なフィーチャー定義、および不安定なグリーン部品の取り扱いのリスクをしばしば増加させます。.
初期加工における寸法不安定性の発生箇所をレビューしている場合は、フィードストックの流れ、キャビティ充填、ゲートロジック、およびグリーン部品の品質間の成形ステージの関連性については、当社の MIM射出成形 ページを参照してください。.
寸法は、バインダーが部品からどれだけ容易に除去できるかにも影響します。厚いセクション、閉じ込められた塊、不十分な逃げ経路は、バインダー除去を遅くし、許容範囲を狭めます。実際には、厚い断面や急激な質量集中は、多くのバイヤーが予想するよりも高いリスクを生み出すことがよくあります。.
より詳細なプロセス説明については、以下のガイドをご覧ください。 MIM脱脂プロセス, 、バインダー除去挙動が孤立したステップとしてではなく、安定した焼結の準備として扱われる場所。.
脱脂後、サイズ分布は収縮の一貫性、サポート条件、および変形傾向に影響を与えます。長く支持されていないスパン、薄い平坦面、および非対称な質量分布は、反り、曲がり、および位置ずれの一般的な原因です。焼結後安定しない寸法については、図面で特定する必要があります。 焼結収縮補正, 、サイジング、または二次加工がより安全なルートであるか。.
MIMにおける最も重要な寸法レビューポイントは、単に全体の外形寸法だけであることはめったにありません。実際のプロジェクトでは、最もリスクの高い寸法は、通常、不安定な形状に配置された機能寸法です。自由端近くの穴、弱いリガメントのスロット、薄板の平面度要件、または長くて支持されていないジオメトリに配置されたアセンブリ基準などが該当します。.
| 寸法詳細 | MIMにおける重要性 | 代表的な品質リスク |
|---|---|---|
| 肉厚 | 充填、脱脂速度、局所的な焼結収縮挙動を制御します。. | ショートショット、局所密度ばらつき、割れ、反り、寸法不安定. |
| 厚さの遷移 | 大きな厚肉から薄肉への急激な変化は、1つの部品内で局所的に異なるプロセス応答を生み出します。. | 変形、応力集中、寸法変動、局所的な強度低下。. |
| 長さと細長さ | 長い支持されていない形状は、焼結中に曲がったりねじれたりしやすくなります。. | 真直度不良、ねじれ、位置ずれ、組み立て不整合。. |
| 穴とスロット | 小さな開口部や狭いリブは、充填安定性と収縮挙動に敏感です。. | 穴の位置ずれ、スロットの拡がり、真円度不良、エッジ変形、嵌合不良。. |
| 大きな平坦面 | 平坦な形状は不均一な収縮に対する抵抗が少ない。. | 平坦度不良、反り、不安定な基準面。. |
| 不安定な形状上の重要寸法 | すべての形状が、特に収縮中に移動する形状に公差が設定されている場合、焼結後そのまま管理できるわけではありません。. | ロットばらつき、手直し、重い検査負荷、二次加工コスト、または図面の遅延変更。. |

肉厚は最初にレビューすべき寸法の一つです。厚い断面はコストの問題だけでなく、バインダー除去を遅らせ、局所的な収縮の許容度を低下させます。非常に薄い断面は、充填不足、グリーンパートの強度不足、後工程での取り扱い脆弱性など、別の問題を引き起こす可能性があります。ほとんどのMIMプロジェクトでは、単に可能な限り薄い断面を追求するよりも、より均一な肉厚パターンの方が重要です。.
個々の壁がそれぞれ許容範囲に見えても、厚肉部と薄肉部の間の急激な遷移は不安定性を生み出す可能性があります。薄いアームに取り付けられた厚いボス、または狭いセクションに結合された重いフランジは、多くの場合、1つの部品内で2つの異なる収縮体が接続されているように動作します。この不一致は、変形と寸法ばらつきの一般的な原因です。.
長い部品が自動的にMIMに適さないわけではありませんが、支持されていない長い形状は焼結中にはるかに敏感になります。タブ、フォークアーム、細いフレーム、細長いレバー状の形状は、成形には耐えられますが、後で動く可能性があります。長さは、局所的な厚さ、支持ロジック、および質量バランスと組み合わされた場合にのみ意味を持ちます。.
小さな穴やスロットは、公称サイズだけで判断すべきではありません。より重要な質問は、収縮後にその周囲にどれだけ安定した材料が残るかです。自由端近くの深いまたは狭い開口部、または両側に薄いリガメントを残すスロットは、最終的な嵌合問題の一般的な原因です。必要な場合、適切なエンジニアリング上の判断は、重要なボアや穴を焼結状態で完全に保持させるのではなく、二次加工に回すことです。.
局所的なパッド、段差、または窓を備えた広く薄い表面は、しばしば平坦度の問題を引き起こします。同様に、非対称な質量分布により、部品の片側が他方とは異なる収縮を起こす可能性があります。これらのケースは初期レビューでは許容範囲に見えることが多いですが、生産規模ではより顕著になります。.
多くのMIM欠陥はランダムではありません。これらはかなり再現性のある寸法ロジックに従います。形状に肉厚の不均衡、長い支持されていないゾーン、弱いリガメント内の小さな開口部、または大きな平坦面が含まれる場合、最終的な品質問題は通常、変形、寸法ドリフト、組立嵌合不良、不安定な平坦度、または二次仕上げコストの増加のいずれかです。.
レバー状の部品は成形が簡単に見えるかもしれませんが、厚い取り付けボスが長く細いアームに結合されると、形状は一貫して収縮することがはるかに難しくなります。ボスとアームは脱脂と焼結で同じ挙動を示しません。その結果、角度誤差、穴位置のずれ、または先端位置の不一致が生じることがよくあります。.
狭いスロットと2つの位置決め穴を持つフォーク状の部品は、スロットによって薄肉部が互いに移動しやすくなるため、しばしば問題を引き起こします。最終検査では、スロットの拡がり、内側への潰れ、または穴間の位置関係の喪失として現れることがあります。.
広い平面部といくつかの厚い局所パッドを持つ部品は、初期の成形チェックは合格しても、焼結後に反りが生じることがあります。この場合、問題は寸法だけではありません。弱い平板全体にわたる不均一な質量分布が原因です。.
これらの例は、MIMにおけるより一般的なルールを示しています。最終的な欠陥は、それを引き起こした寸法設計のミスよりも後になって現れることが多いのです。.

MIMは通常、部品の全体サイズが小~中程度で、形状が複雑で、金型を正当化できる量産数量がある場合に最も強みを発揮します。しかし、全体サイズよりもさらに重要なのは、寸法ロジックが安定した製造をサポートしているかどうかです。.
部品が以下の条件を兼ね備えている場合、通常はMIMに適しています。
材料選定も寸法挙動に影響します。合金の選択を公差、強度、耐食性、または後処理の要件と比較する場合は、以下のガイドを参照してください。 MIM材料. 問題が合金選択ではなく設計の実現可能性にある場合は、当社の MIMのDFM ガイドを使用して、金型製作前に図面を確認してください。.

MIM設計を承認する前に、エンジニアや購買担当者は図面の公称寸法だけでなく、以下の寸法に関する質問を確認する必要があります。これらの質問は、単純なサイズ範囲の合否チェックよりも有用です。.
規格の文言や材料仕様の参照については、広範な能力の主張だけに頼るのではなく、関連する MPIF規格 を確認することが推奨されます。形状に敏感なフィーチャーがより強力なプロセスサポートを必要とする実際の生産例については、こちらをご覧ください MPIFの業界事例.
図面レビュー注記: チェックリストの項目が複数該当する場合、次のステップは単純な「MIM可否」の回答であるべきではありません。より安全なレビューは、焼結後そのまま管理できる寸法と、金型補正、サイジング、CNC仕上げ、または検査管理が必要になる可能性のある寸法を分離することです。図面だけではこれらの決定が不明な場合は、 図面を提出してMIMレビューを受ける に連絡してください。.
一部の寸法リスクは、サンプリング後よりも金型製作前に見つけやすいものです。以下の兆候は、部品がMIMに適さないという意味ではありませんが、金型設計、公差コミットメント、または見積もり最終化の前に図面がエンジニアリングレビューを必要とすることを示しています。.
| 図面上の実用的な兆候 | なぜレビューが必要か | エンジニアリング上の意思決定 |
|---|---|---|
| 厚いボスが細いアームに接続されている | ボスとアームでは収縮率が異なる可能性があり、角度誤差や穴位置のずれが生じます。. | 肉厚の遷移、サポートロジック、ゲート位置、および局所的な公差を機械加工で仕上げる必要があるかを確認してください。. |
| 長いスロットは細いリガメントを残す | 細いリガメントは、焼結中に広がる、崩れる、または移動する可能性があります。. | スロット幅、リガメントサポート、検査基準点、および焼結後の修正の可能性を確認してください。. |
| 重要な穴が自由端に近い | 収縮中の端部の移動により、穴の位置や真円度がずれる可能性があります。. | 穴を焼結後そのまま成形するか、焼結後に仕上げるかを決定してください。. |
| 大きな平坦部は、局所的なパッドや段差を含む | 薄い平坦部での不均一な質量は、反りや不安定な平坦性を引き起こす可能性があります。. | 質量バランス、焼結サポート、平面度公差、および検査方法を確認します。. |
| 全ての機能公差は焼結後そのままの状態(as-sintered)で要求されます。 | 一部の公差は焼結後そのままの状態(as-sintered)で実現可能ですが、他の公差は再加工や検査の負担を増加させる可能性があります。. | 焼結後そのままの状態(as-sintered)の寸法と、サイジング、機械加工、またはより厳格な検査管理が必要な寸法を分離します。. |
| 長い支持されていないフィーチャーがアセンブリ嵌合を制御します。 | わずかな曲がりやねじれでもアセンブリの不一致が発生する可能性があります。. | 直角度、データム戦略、治具サポート、および公差スタック全体を確認します。. |
実践的な要点: 寸法レビューは、最初の試作部品の後ではなく、金型製作前に行われるべきです。図面にこれらの兆候が複数含まれている場合は、 図面レビューを提出 MIMプロセス、公差計画、および二次加工戦略をまとめて確認できるようにします。.
寸法は成形時の流動挙動、脱脂時のバインダー除去経路、焼結時の収縮安定性を直接変えるからです。MIMでは、寸法設計はグリーンパート形成から最終検査に至るまでプロセス挙動に影響を与えます。.
いいえ。厚い断面は局所的な剛性を向上させるかもしれませんが、脱脂を遅らせ、不均一な収縮のリスクを高めることがよくあります。多くの場合、均一な断面の方が局所的に厚くしたものより安全です。.
一般的な反りの原因には、大きな平坦面、非対称な質量分布、長い支持されていない形状、急激な厚肉から薄肉への移行が含まれます。これらの条件は焼結中の収縮のバランスを崩します。.
自動的にそうとは限りません。小さな形状は技術的に可能かもしれませんが、適合性は流路、局所的な支持、残存リガメント厚さ、材料システム、要求される最終公差に依存します。一部の重要な穴は焼結後の機械加工に任せた方が良い場合があります。.
適切なMIM部品は、全体のサイズだけで判断されるわけではありません。より良い判断基準は、形状が安定した充填、効果的な脱脂、予測可能な収縮、現実的な焼結後公差、そして経済的な全工程ルートをサポートするかどうかです。.
MIMにおいて、寸法は単に部品を説明するだけではありません。それらはプロセスを形作ります。部品が公表されたサイズ範囲内にあっても、肉厚、遷移部、穴、平面、または支持されていないスパンが寸法的にアンバランスである場合、性能は低下します。.
最も信頼性の高いMIM部品は、あらゆる幾何学的限界まで押し出されたものではありません。それらは、安定した充填、クリーンな脱脂、より予測可能な収縮、そして焼結後の現実的な品質管理のために寸法が設計された部品です。寸法リスクが不明確な場合、最も有用な次のステップは、金型製作や試作で問題が露呈するのを待つのではなく、早期の図面レビューを行うことです。.
図面に厚み変化、小径穴、長尺で支持のない形状、平面度要求の高い面、または焼結後そのままでは公差維持が難しい重要寸法が含まれる場合、早期のMIMエンジニアリングレビューにより、安定した寸法と、サイジング、後加工、または設計変更が必要な形状を切り分けることができます。.
金型製作前に図面をお送りください。寸法安定性、焼結収縮リスク、焼結後そのままの公差予測、検査要件、および可能な後焼結工程について、共にレビューいたします。.






