Demander un devis de moulage par injection de métal
Partagez votre dessin, vos exigences de matériau, votre volume annuel, vos besoins de tolérance ou les détails de votre application. Notre équipe d'ingénierie examinera votre projet MIM et répondra avec un retour technique ou un devis.
Comment les dimensions des pièces affectent la qualité finale des pièces MIM
MIM Design for Manufacturability : Comment les dimensions des pièces affectent la qualité finale des pièces MIM Dans le moulage par injection de métal, les dimensions ne sont pas de simples chiffres sur un plan. La taille globale, l'épaisseur de paroi, les transitions d'épaisseur, la géométrie des trous, l'élancement et les portées non supportées influencent tous le comportement de remplissage, l'efficacité du déliantage, le retrait de frittage, le risque de distorsion et la stabilité dimensionnelle finale. C'est pourquoi de nombreux problèmes de qualité MIM…
Comment les dimensions des pièces affectent la qualité finale des pièces MIM
Dans le moulage par injection de métal, les dimensions ne sont pas de simples chiffres sur un plan. La taille globale, l'épaisseur de paroi, les transitions d'épaisseur, la géométrie des trous, l'élancement et les portées non supportées influencent tous le comportement de remplissage, l'efficacité du déliantage, le retrait de frittage, le risque de distorsion et la stabilité dimensionnelle finale.
C'est pourquoi de nombreux problèmes de qualité MIM ne commencent pas uniquement avec le matériau. Ils commencent par la façon dont la taille est répartie dans la pièce. Une géométrie peut sembler acceptable en CAO et devenir instable en production si sa logique dimensionnelle pousse le processus en dehors d'une fenêtre de fabrication robuste.
Réponse rapide : Les dimensions des pièces affectent la qualité finale des pièces MIM car la distribution de la taille contrôle la façon dont le feedstock remplit la cavité, dont le liant s'échappe pendant le déliantage, dont le retrait se développe pendant le frittage et dont la pièce reste stable avant l'inspection finale. La taille globale est importante, mais l'épaisseur de paroi, les transitions d'épaisseurs variables, les trous, les fentes, les zones sensibles à la planéité, les caractéristiques fines et les portées non supportées créent généralement le plus grand risque de qualité. Une pièce peut entrer dans une plage de taille MIM générale et présenter néanmoins du gauchissement, une dérive des trous, une erreur de planéité, des fissures ou un ajustement d'assemblage instable si sa logique dimensionnelle n'est pas équilibrée. Cette page explique quelles caractéristiques dimensionnelles doivent être examinées avant l'outillage et quand une usinage secondaire, un calibrage ou un ajustement de conception peuvent être nécessaires.
Perspective de la revue technique
Rédigé pour les ingénieurs OEM, les acheteurs et les réviseurs DFM évaluant le risque réel de production MIM
Cet article est structuré du point de vue de la fabrication plutôt que du marketing. L'accent n'est pas mis sur la possibilité de mouler une pièce une fois en théorie, mais sur la question de savoir si sa logique dimensionnelle permet un remplissage stable, un déliantage plus propre, un retrait de frittage prévisible et un contrôle réaliste des tolérances finales.
La discussion est délibérément centrée sur l'épaisseur de paroi, les transitions de sections, les trous, les fentes, les caractéristiques élancées, la géométrie sensible à la planéité et la frontière pratique entre le contrôle à l'état fritté et l'usinage secondaire.
Point de vue du processus : le moulage, le déliantage, le frittage, le risque de calibrage, le suivi CNC et la stabilité dimensionnelle sont traités comme un système lié.
Valeur utilisateur : l'objectif est d'aider à déterminer si un dessin est adapté à une production MIM stable, et pas seulement s'il semble fabricable dans un logiciel de CAO.
Norme éditoriale : cette page privilégie le jugement technique, la logique de fabricabilité et la prévention des défauts plutôt que des affirmations générales sur les capacités.
Pourquoi les dimensions comptent plus que ce que de nombreux acheteurs attendent dans le MIM
Lorsque les ingénieurs évaluent une pièce MIM, la première question ne devrait pas être de savoir si la pièce est simplement “ assez petite ”. La question la plus importante est de savoir si ses dimensions sont suffisamment équilibrées pour un moulage stable, un déliantage efficace, un retrait de frittage prévisible, un contrôle réaliste des tolérances après frittage et une décision claire d'usinage secondaire pour les caractéristiques critiques.
Publié Guide de conception MIM montre que le MIM peut couvrir une large gamme dimensionnelle, mais ces fenêtres de référence doivent être considérées comme un guide de sélection plutôt qu'une garantie que toute géométrie dans cette plage fonctionnera de manière robuste. Les petits détails peuvent encore présenter un risque de déformation, et la taille globale seule ne dit pas grand-chose sur la stabilité dimensionnelle.
Pour un aperçu général du procédé, vous pouvez également consulter notre procédé de moulage par injection de métal page. Pour une revue au niveau du dessin, notre guide de conception des pièces MIM explique comment les décisions géométriques affectent la fabricabilité avant l'outillage. Le point clé ici est que la taille n'est pas un paramètre passif du dessin en MIM. Elle modifie activement le comportement du processus.
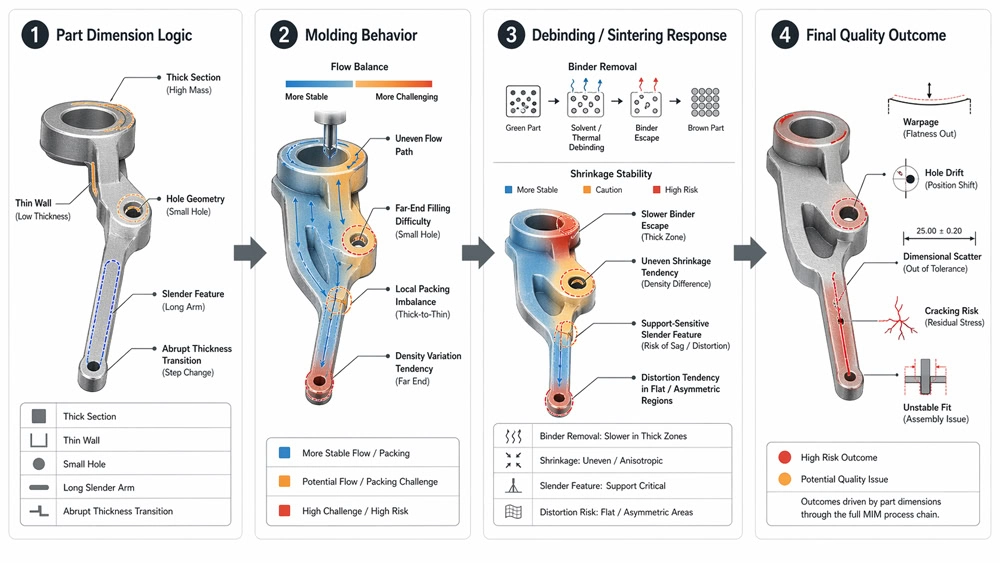
Figure 1. Les dimensions des pièces influencent toute la chaîne de procédé MIM. L'épaisseur de paroi, la taille des caractéristiques et les transitions de sections affectent d'abord le comportement de remplissage, puis l'élimination du liant, la stabilité du retrait et la qualité dimensionnelle finale.
Comment les dimensions influencent l'ensemble de la chaîne de procédé MIM
1. Lors du moulage
Contrôle des dimensions : longueur du flux, transfert de pression, efficacité du tassage et capacité à remplir uniformément les caractéristiques fines en aval. Les sections longues et fines, les nervures étroites et les changements brusques de section augmentent souvent le risque de déséquilibre de densité, de définition incomplète des caractéristiques et de manipulation instable des pièces vertes.
Si vous examinez l'origine de l'instabilité dimensionnelle dans les premières étapes du traitement, consultez notre le moulage par injection MIM page pour le lien entre le flux du feedstock, le remplissage de la cavité, la logique des points d'injection et la qualité des pièces vertes au stade du moulage.
2. Lors du déliantage
Les dimensions affectent également la facilité avec laquelle le liant peut quitter la pièce. Les sections épaisses, la masse enfermée et les mauvaises voies d'évacuation rendent le déliantage plus lent et moins tolérant. En pratique, les sections lourdes et les concentrations de masse abruptes créent souvent un risque plus élevé que ce que de nombreux acheteurs attendent.
Pour une explication plus approfondie du procédé, consultez notre guide sur le Procédé de déliantage MIM, où le comportement de déliantage est traité comme une préparation à un frittage stable plutôt que comme une étape isolée.
3. Lors du frittage
Après le déliantage, la distribution de la taille influence la cohérence du retrait, les conditions de support et la tendance à la déformation. Les longues portées non supportées, les surfaces planes minces et la distribution asymétrique de la masse sont des causes fréquentes de gauchissement, de flexion et de dérive positionnelle. Pour les dimensions qui ne peuvent pas rester stables après frittage, le dessin doit indiquer si la compensation du retrait, le calibrage ou l'usinage secondaire est la voie la plus sûre.
4. Lors de l'inspection finale et de l'assemblage
De nombreuses pièces ne défaillent pas parce que les dimensions nominales sont impossibles. Elles défaillent parce que les tolérances critiques sont appliquées à des caractéristiques instables après frittage. La position des trous, la planéité, la rectitude et la largeur des fentes deviennent difficiles lorsque leur géométrie de référence se déplace pendant le retrait. La planification dimensionnelle finale doit donc relier le dessin à Planification des tolérances MIM et inspection et essais.
Quels détails dimensionnels affectent le plus souvent la qualité finale
Les points de revue dimensionnelle les plus importants en MIM sont rarement les dimensions extérieures globales seules. Dans les projets réels, les dimensions les plus risquées sont généralement les dimensions fonctionnelles situées sur des caractéristiques instables : trous près des bords libres, fentes dans des ligaments faibles, exigences de planéité sur des plaques minces, ou des plans d'assemblage placés sur une géométrie longue et non supportée.
Détail dimensionnel
Pourquoi c'est important en MIM
Risque qualité typique
Épaisseur de paroi
Contrôle le remplissage, la vitesse de déliantage et le comportement local du retrait.
Piqûre, variation locale de densité, fissuration, gauchissement, dimensions instables.
Transitions d'épaisseur
Les grands sauts d'épaisseur créent des réponses de procédé locales différentes au sein d'une même pièce.
Distorsion, concentration de contraintes, dérive dimensionnelle, faiblesse locale.
Longueur et élancement
Les caractéristiques longues non supportées ont tendance à se plier ou à se tordre pendant le frittage.
Défaut de rectitude, torsion, écart de position, désalignement d'assemblage.
Trous et fentes
Les petites ouvertures et les ligaments étroits sont sensibles à la stabilité de remplissage et au mouvement de retrait.
Dérive des trous, élargissement des fentes, mauvais état de surface, déformation des bords, problèmes d'ajustement.
Grandes surfaces planes
Une géométrie plate offre moins de résistance au retrait non uniforme.
Défaut de planéité, gauchissement, surfaces de référence instables.
Dimensions critiques sur des caractéristiques instables
Toutes les caractéristiques ne sont pas également sûres à contrôler après frittage, surtout lorsque la tolérance est appliquée à une caractéristique qui bouge pendant le retrait.
Dispersion par lot, retravail, charge d'inspection lourde, coût d'usinage secondaire, ou changements de dessin tardifs.
Figure 2. Une bonne logique dimensionnelle en MIM ne consiste pas seulement à réduire la taille de la pièce. Il s'agit de contrôler l'épaisseur de paroi, d'adoucir les transitions de sections, de soutenir les caractéristiques élancées et de placer les dimensions critiques sur une géométrie plus stable.
Épaisseur de paroi
L'épaisseur de paroi est l'une des premières dimensions à examiner. Les sections épaisses ne sont pas seulement un problème de coût. Elles ralentissent également le déliantage et rendent le retrait local moins tolérant. Les sections très minces peuvent créer un problème différent : remplissage incomplet, pièces vertes fragiles et manutention délicate en aval. Dans la plupart des projets MIM, une répartition plus uniforme des épaisseurs est plus importante que la simple recherche de la section la plus mince possible.
Transitions d'épaisseur
Même lorsque chaque paroi individuelle semble acceptable, des transitions abruptes entre zones épaisses et minces peuvent encore créer de l'instabilité. Un bossage épais attaché à un bras mince, ou une bride épaisse reliée à une section étroite, se comporte souvent comme deux corps de retrait différents connectés dans une même pièce. Ce déséquilibre est une source courante de distorsion et de dispersion dimensionnelle.
Caractéristiques longues, fines ou non supportées
Une pièce longue n'est pas automatiquement inadaptée au MIM, mais une géométrie longue non supportée est beaucoup plus sensible lors du frittage. Les languettes, les bras de fourche, les cadres étroits et les caractéristiques élancées en forme de levier peuvent survivre au moulage mais bouger plus tard. La longueur n'a de sens que lorsqu'elle est combinée à l'épaisseur locale, à la logique de support et à l'équilibre des masses.
Trous, fentes et fenêtres
Les petits trous et fentes ne doivent pas être jugés uniquement sur leur taille nominale. La question la plus importante est de savoir quelle quantité de matière stable reste autour d'eux après le retrait. Les ouvertures profondes ou étroites près des bords libres, ou les fentes qui laissent de fines ligatures des deux côtés, sont des sources courantes de problèmes d'ajustement final. Lorsque cela est nécessaire, la bonne décision d'ingénierie est de laisser un alésage ou un trou critique à l'usinage secondaire plutôt que de forcer sa tenue à l'état fritté.
Grandes surfaces planes et répartition asymétrique des masses
Les surfaces larges et minces avec des bossages locaux, des gradins ou des fenêtres créent souvent des problèmes de planéité. De même, une répartition asymétrique des masses peut entraîner un retrait différent d'un côté de la pièce par rapport à l'autre. Ces cas semblent souvent acceptables lors de l'examen préliminaire mais deviennent beaucoup plus visibles à l'échelle de la production.
Défauts de qualité typiques causés par une mauvaise logique dimensionnelle
De nombreux défauts MIM ne sont pas aléatoires. Ils suivent une logique dimensionnelle assez reproductible. Lorsqu'une géométrie présente un déséquilibre d'épaisseur, des zones longues non supportées, de petites ouvertures dans des ligatures faibles ou de grandes surfaces planes, le problème de qualité final est généralement l'un des suivants : déformation, dérive dimensionnelle, mauvais ajustement à l'assemblage, planéité instable ou coût accru de finition secondaire.
Cas 1 : Bossage épais + bras fin
Une pièce en forme de levier peut sembler facile à mouler, mais une fois qu'un bossage de montage épais est lié à un bras long et fin, la géométrie devient beaucoup plus difficile à rétreindre de manière cohérente. Le bossage et le bras ne se comportent pas de la même manière lors du déliantage et du frittage. Le résultat est souvent une erreur angulaire, une dérive de la position du trou ou un mauvais positionnement de l'extrémité.
Cas 2 : Fente longue + trous coaxiaux
Une pièce en forme de fourche avec une fente étroite et deux trous dont la position est critique pose souvent problème car la fente laisse des parois minces qui peuvent se déplacer les unes par rapport aux autres. Le problème d'inspection finale peut se manifester par un élargissement de la fente, un affaissement vers l'intérieur ou une perte de la relation de position entre les trous.
Cas 3 : Plaque plate + plots locaux
Une pièce avec une grande surface plane et plusieurs plots locaux plus épais peut passer les premiers contrôles de moulage mais se déformer après frittage. Dans ce cas, le problème n'est pas seulement dimensionnel. C'est la répartition inégale de la masse sur un corps plat et faible.
Ces exemples illustrent une règle plus générale : en MIM, le défaut final apparaît souvent plus tard que l'erreur de conception dimensionnelle qui l'a causé.
Figure 3. De nombreux défauts finaux en MIM peuvent être attribués à une logique dimensionnelle. Les sections épaisses, les ligaments faibles, les zones plates asymétriques et les longues caractéristiques non supportées entraînent souvent des déformations, des fissures, un décalage des trous ou un ajustement instable après frittage.
Quelles conditions de taille sont les plus adaptées au MIM
Le MIM est généralement le plus performant lorsque la pièce est de taille petite à moyenne, géométriquement complexe et produite en volumes justifiant l'outillage. Mais plus important encore que la taille globale est de savoir si la logique dimensionnelle permet une fabrication stable.
Les pièces sont généralement mieux adaptées au MIM lorsqu'elles combinent ces conditions :
L'épaisseur de paroi est raisonnablement contrôlée et n'est pas dominée par des sauts brusques d'épaisseur.
Les caractéristiques critiques ne sont pas toutes concentrées sur une géométrie longue non supportée.
Les dimensions des trous, des fentes et les détails fins sont équilibrés par un support environnant suffisant.
Les grandes surfaces planes sont limitées ou structurellement équilibrées.
Toutes les tolérances critiques ne sont pas imposées à l'état fritté.
Le choix du matériau interagit également avec le comportement dimensionnel. Si vous comparez des alliages en fonction de la tolérance, de la résistance, de la résistance à la corrosion ou des besoins de post-traitement, consultez notre guide sur matériaux MIM. Si le problème est la faisabilité de la conception plutôt que le choix de l'alliage, utilisez notre DFM pour le MIM guide pour réviser le dessin avant l'outillage.
Figure 4. Une pièce n'est pas adaptée au MIM simplement parce qu'elle s'inscrit dans une plage de taille générale. La meilleure évaluation consiste à vérifier si ses dimensions permettent un remplissage stable, un déliantage, un contrôle du retrait et un plan de tolérance économique.
Liste de contrôle DFM pratique avant l'outillage
Avant d'approuver une conception MIM, les ingénieurs et les acheteurs doivent examiner plus que les dimensions nominales sur le plan. Les questions dimensionnelles ci-dessous sont souvent plus utiles qu'une simple vérification réussite/échec par rapport à une plage de taille générique.
Vérification 1 : L'épaisseur de paroi est-elle raisonnablement uniforme, ou y a-t-il des concentrations de masse locales importantes ?
Vérification 2 : Les transitions épais-mince sont-elles progressives ou créent-elles un déséquilibre de retrait évident ?
Vérification 3 : Les caractéristiques longues sont-elles structurellement soutenues pendant le frittage ou sont-elles libres de se déformer ?
Vérification 4 : Les trous et fentes laissent-ils suffisamment de matière stable autour d'eux après le retrait ?
Vérification 5 : Les dimensions les plus critiques sont-elles attribuées aux caractéristiques les plus stables ?
Vérification 6 : Quelles dimensions doivent rester à l'état fritté et lesquelles doivent être usinées ou autrement corrigées ultérieurement ?
Vérification 7 : La logique de porte et la logique de support ont-elles été discutées tôt avec le fournisseur MIM ?
Vérification 8 : L'objectif de qualité est-il réaliste pour le matériau, la géométrie et la voie de production choisis ?
Pour le langage des normes et les références de spécifications de matériaux, il est de bonne pratique de consulter les normes MPIF plutôt que de se fier uniquement à des affirmations générales de capacité. Pour un exemple de production réel montrant comment des caractéristiques sensibles à la géométrie peuvent nécessiter un support de procédé plus robuste, voir cet exemple industriel du MPIF.
Note de revue de dessin : Si plusieurs éléments de la liste de contrôle s'appliquent à votre pièce, la prochaine étape ne devrait pas être une simple réponse “ MIM oui ou non ”. La revue la plus sûre consiste à séparer les dimensions qui peuvent rester après frittage des dimensions qui peuvent nécessiter une compensation de moule, un calibrage, une finition CNC ou un contrôle d'inspection. Vous pouvez soumettez votre dessin pour revue MIM lorsque ces décisions ne sont pas claires d'après le plan seul.
Signes pratiques indiquant que les dimensions de la pièce nécessitent une revue d'ingénierie MIM
Certains risques dimensionnels sont plus faciles à identifier avant l'outillage qu'après échantillonnage. Les signes ci-dessous ne signifient pas que la pièce n'est pas adaptée au MIM, mais ils indiquent que le dessin nécessite une revue d'ingénierie avant la conception du moule, l'engagement des tolérances ou la finalisation du devis.
Signe pratique sur le dessin
Pourquoi cela nécessite un examen
Décision d'ingénierie probable
Un boss épais se connecte à un bras fin
Le boss et le bras peuvent se rétracter différemment, créant une erreur angulaire ou une dérive de position du trou.
Examiner la transition de paroi, la logique de support, l'emplacement de l'alimentation et si une tolérance locale nécessite un usinage.
Une longue fente laisse des ligaments faibles
Les ligaments fins peuvent s'étaler, s'effondrer ou bouger pendant le frittage.
Vérifier la largeur de la fente, le support du ligament, le datum d'inspection et une éventuelle correction post-frittage.
Les trous critiques sont proches des bords libres
Le mouvement du bord pendant le retrait peut décaler la position ou la circularité du trou.
Décider si le trou peut être moulé tel quel après frittage ou s'il doit être fini après frittage.
Les grandes surfaces planes incluent des plots ou des gradins locaux
Une masse inégale sur une zone plane mince peut entraîner un cintrage et une planéité instable.
Vérifier le bilan matière, le support de frittage, la tolérance de planéité et la méthode d'inspection.
Toutes les tolérances fonctionnelles sont requises à l'état brut de frittage.
Certaines tolérances peuvent être réalistes après frittage, tandis que d'autres peuvent augmenter la charge de retravail et d'inspection.
Séparer les dimensions brutes de frittage des dimensions nécessitant un calibrage, un usinage ou un contrôle d'inspection plus strict.
Une longue caractéristique non supportée contrôle l'ajustement d'assemblage.
Même une légère flexion ou torsion peut créer un désalignement d'assemblage.
Vérifier la rectitude, la stratégie de datum, le support de gabarit et la chaîne de tolérances totale.
Conclusion pratique : La revue dimensionnelle doit avoir lieu avant l'outillage, pas après les premières pièces d'essai. Si le dessin contient plusieurs de ces signes, utilisez Soumettre un plan pour revue afin que la voie MIM, le plan de tolérances et la stratégie d'opérations secondaires puissent être vérifiés ensemble.
Facteurs Qualité Connexes dans cette Série sur la Qualité des Pièces MIM
Les dimensions des pièces ne sont qu'un facteur de qualité. La qualité finale des pièces MIM est généralement contrôlée par l'effet combiné de la conception de la pièce, de la sélection des matériaux, de la conception du moule, du comportement du feedstock, du moulage par injection, du déliantage, du frittage et de l'inspection. Utilisez les pages connexes ci-dessous pour examiner la chaîne de qualité complète sans mélanger la souveraineté de chaque sujet.
Utilisez ceci lorsque le problème concerne la logique géométrique, le placement des caractéristiques, la conception des parois ou la conception pour la fabricabilité.
Utilisez ceci lorsque le choix de l'alliage affecte le comportement au retrait, la résistance, la résistance à la corrosion ou les exigences de finition.
Utilisez ceci lorsque la conception de l'alimentation, la ligne de joint, la ventilation, la conception du noyau ou la compensation du moule peuvent influencer la qualité.
Utilisez ceci lorsque l'équilibre du remplissage, le tassement, l'emplacement de l'alimentation, la ventilation ou la manipulation de la pièce brute peuvent créer des variations de qualité.
Utilisez ceci lorsque la cohérence du flux, le système de liant, le chargement de poudre ou la stabilité du feedstock peuvent influencer la qualité finale.
Utilisez ceci lorsque le retrait du liant, le contrôle du retrait, la déformation, la fissuration ou la densité finale sont la principale préoccupation.
Pages de support d'ingénierie pour la revue dimensionnelle
Examinez comment le contrôle dimensionnel soutient la confirmation des tolérances, l'ajustement fonctionnel et le contrôle qualité de production.
FAQ : Dimensions des pièces et qualité MIM
Pourquoi les dimensions des pièces affectent-elles autant la qualité MIM ?
Parce que les dimensions influencent directement le comportement d'écoulement lors du moulage, les chemins de déliantage lors du déliantage et la stabilité du retrait lors du frittage. En MIM, la conception dimensionnelle affecte le comportement du processus depuis la formation de la pièce verte jusqu'à l'inspection finale.
Une section plus épaisse est-elle toujours plus sûre en MIM ?
Non. Les sections plus épaisses peuvent améliorer la rigidité locale, mais elles ralentissent souvent le déliantage et augmentent le risque de retrait non uniforme. Dans de nombreux cas, une section plus uniforme est plus sûre qu'une section localement surdimensionnée.
Quelles caractéristiques dimensionnelles provoquent le plus souvent des déformations en MIM ?
Les causes courantes de déformation incluent les grandes surfaces planes, la répartition asymétrique de la masse, les longues caractéristiques non supportées et les transitions brusques d'épais à fin. Ces conditions rendent le retrait moins équilibré pendant le frittage.
Les petits trous et les parois minces sont-ils toujours adaptés au MIM ?
Pas automatiquement. Les petites caractéristiques peuvent être techniquement possibles, mais leur adaptabilité dépend du chemin d'écoulement, du support local, de l'épaisseur de ligament restante, du système de matériau et de la tolérance finale requise. Certains trous critiques sont mieux laissés pour un usinage post-frittage.
Comment savoir si une pièce est dimensionnellement adaptée au MIM ?
Une pièce MIM adaptée ne se juge pas uniquement par sa taille globale. Le meilleur test est de vérifier si la géométrie permet un remplissage stable, un déliantage efficace, un retrait prévisible, des tolérances réalistes à l'état fritté et un processus global économique.
Conclusion
En MIM, les dimensions ne décrivent pas simplement la pièce. Elles façonnent le processus. Une pièce peut se situer dans une fenêtre de taille publiée et pourtant avoir de mauvaises performances si son épaisseur de paroi, ses transitions, ses trous, ses surfaces planes ou ses portées non supportées sont dimensionnellement déséquilibrés.
Les pièces MIM les plus fiables ne sont pas celles poussées à toutes les limites géométriques. Ce sont celles dont les dimensions sont conçues pour un remplissage stable, un déliantage plus propre, un retrait de frittage plus prévisible et un contrôle qualité réaliste après frittage. Lorsque le risque dimensionnel est incertain, l'étape suivante la plus utile est une revue précoce des plans plutôt que d'attendre que l'outillage ou la production d'essai ne révèlent le problème.
Besoin d'une revue dimensionnelle avant l'outillage MIM ?
Si votre dessin technique présente des transitions d'épaisseurs variables, de petits trous, des caractéristiques longues sans support, des surfaces sensibles à la planéité, ou des dimensions critiques difficiles à maintenir telles quelles après frittage, une revue d'ingénierie MIM précoce peut aider à distinguer les dimensions stables des caractéristiques nécessitant un calibrage, une usinage secondaire ou un ajustement de conception.
Envoyez le dessin avant l'outillage afin que nous puissions examiner ensemble la stabilité dimensionnelle, le risque de retrait, les attentes de tolérance après frittage, les exigences d'inspection et les opérations post-frittage possibles.