Çiziminizi, malzeme gereksinimlerinizi, yıllık hacminizi, tolerans ihtiyaçlarınızı veya uygulama detaylarınızı paylaşın. Mühendislik ekibimiz MIM projenizi inceleyecek ve teknik geri bildirim veya fiyat teklifi ile yanıt verecektir.
Parça Boyutlarının Nihai MIM Parça Kalitesine Etkisi
MIM Üretilebilirlik İçin Tasarım: Parça Boyutları Nihai MIM Parça Kalitesini Nasıl Etkiler Metal enjeksiyon kalıplamada boyutlar sadece çizim numaraları değildir. Genel boyut, et kalınlığı, kalınlık geçişleri, delik geometrisi, incelik ve desteklenmeyen açıklıkların tümü dolum davranışını, bağlayıcı giderme verimliliğini, sinterleme büzülmesini, distorsiyon riskini ve nihai boyutsal kararlılığı etkiler. Bu nedenle birçok MIM kalite sorunu…
Parça Boyutlarının Nihai MIM Parça Kalitesine Etkisi
Metal enjeksiyon kalıplamada boyutlar sadece çizim numaraları değildir. Genel boyut, et kalınlığı, kalınlık geçişleri, delik geometrisi, incelik ve desteklenmeyen açıklıkların tümü dolum davranışını, bağlayıcı giderme verimliliğini, sinterleme büzülmesini, distorsiyon riskini ve nihai boyutsal kararlılığı etkiler.
Bu nedenle birçok MIM kalite sorunu yalnızca malzemeden kaynaklanmaz. Bunlar, boyutun parça boyunca nasıl dağıldığıyla başlar. Bir geometri CAD'de kabul edilebilir görünebilir, ancak boyutsal mantığı süreci sağlam bir üretim penceresinin dışına itiyorsa üretimde kararsız hale gelebilir.
Hızlı cevap: Parça boyutları, nihai MIM parça kalitesini etkiler çünkü boyut dağılımı, besleme stoğunun kalıbı nasıl doldurduğunu, bağlayıcının bağlayıcı giderme sırasında nasıl kaçtığını, sinterleme sırasında büzülmenin nasıl geliştiğini ve nihai incelemeden önce parçanın ne kadar stabil kaldığını kontrol eder. Genel boyut önemlidir, ancak et kalınlığı, kalın-ince geçişler, delikler, yuvalar, düzlük hassasiyeti olan alanlar, ince özellikler ve desteksiz açıklıklar genellikle daha büyük kalite riski oluşturur. Bir parça genel bir MIM boyut aralığına sığabilir ancak boyut mantığı dengeli değilse yine de çarpılma, delik kayması, düzlük hatası, çatlama veya dengesiz montaj uyumu gösterebilir. Bu sayfa, kalıplama öncesinde hangi boyut özelliklerinin gözden geçirilmesi gerektiğini ve kritik özellikler için ne zaman ikincil işleme, boyutlandırma veya tasarım ayarlamasının gerekebileceğini açıklamaktadır.
Mühendislik İnceleme Perspektifi
Gerçek MIM üretim riskini değerlendiren OEM mühendisleri, alıcılar ve DFM incelemecileri için yazılmıştır
Bu makale, pazarlama perspektifinden ziyade üretim tarafı perspektifinden yapılandırılmıştır. Odak noktası, bir parçanın teoride bir kez kalıplanıp kalıplanamayacağı değil, boyutsal mantığının kararlı dolumu, daha temiz bağlayıcı gidermeyi, öngörülebilir sinterleme büzülmesini ve gerçekçi nihai tolerans kontrolünü destekleyip desteklemediğidir.
Tartışma kasıtlı olarak et kalınlığı, kesit geçişleri, delikler, yuvalar, ince özellikler, düzlüğe duyarlı geometri ve sinterlenmiş halde kontrol ile ikincil işleme arasındaki pratik sınıra odaklanmıştır.
Süreç görünümü: kalıplama, bağlayıcı giderme, sinterleme, boyutlandırma riski, CNC takibi ve boyutsal kararlılık birbirine bağlı bir sistem olarak ele alınır.
Kullanıcı değeri: amaç, bir çizimin stabil MIM üretimine uygun olup olmadığını belirlemeye yardımcı olmaktır, sadece CAD'de üretilebilir görünüp görünmediğine bakmak değildir.
Editöryal standart: bu sayfa, geniş yetenek iddiaları yerine mühendislik yargısına, üretilebilirlik mantığına ve kusur önlemeye öncelik verir.
MIM'de Boyutlar Neden Birçok Alıcının Beklediğinden Daha Önemlidir
Mühendisler bir MIM parçayı değerlendirdiğinde, ilk soru parçanın basitçe “yeterince küçük olup olmadığı” olmamalıdır. Daha önemli soru, boyutlarının stabil kalıplama, etkili bağlayıcı giderme, öngörülebilir sinterleme büzülmesi, gerçekçi sinterlenmiş tolerans kontrolü ve kritik özellikler için net bir ikincil işleme kararı için yeterince dengeli olup olmadığıdır.
Yayınlandı MIM tasarım rehberi MIM'in geniş bir boyut aralığını kapsayabileceğini göstermektedir, ancak bu referans pencereleri, bu aralıktaki her geometrinin sorunsuz çalışacağının garantisi değil, bir eleme rehberi olarak ele alınmalıdır. Küçük detaylar hala bozulma riski taşıyabilir ve tek başına genel boyut, boyutsal kararlılık hakkında çok az şey söyler.
Genel bir süreç genel bakışı için ayrıca metal enjeksiyon kalıplama prosesi sayfası. Çizim düzeyinde inceleme için, " MIM parça tasarım kılavuzu kalıplama öncesinde geometrik kararların üretilebilirliği nasıl etkilediğini açıklar. Buradaki temel nokta, MIM'de boyutun pasif bir çizim parametresi olmadığıdır. Süreç davranışını aktif olarak değiştirir.
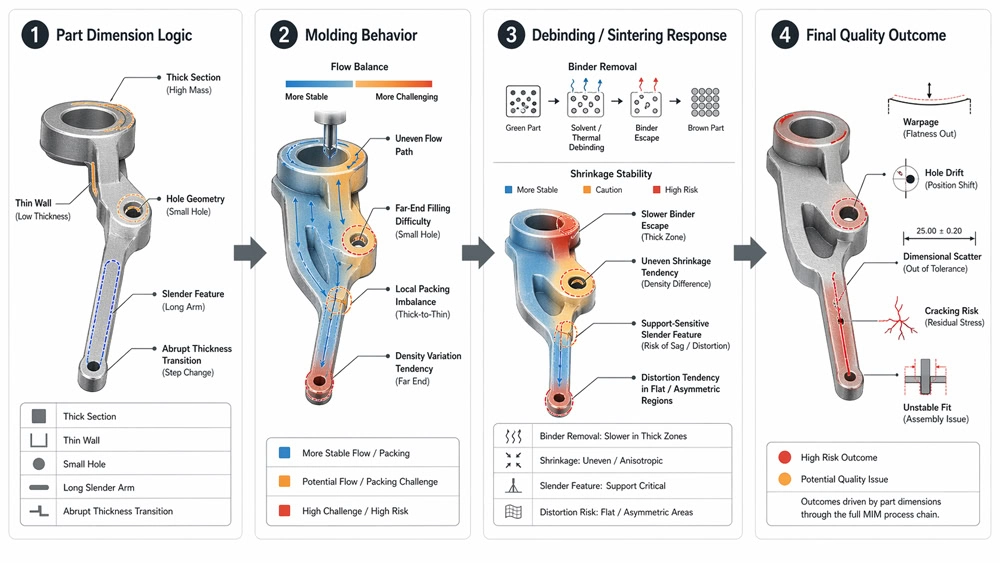
Şekil 1. Parça boyutları, tüm MIM süreç zincirini etkiler. Et kalınlığı, özellik boyutu ve kesit geçişleri önce dolum davranışını, ardından bağlayıcı giderme, büzülme kararlılığı ve nihai boyutsal kaliteyi etkiler.
Boyutların Tam MIM Proses Zincirini Nasıl Etkilediği
1. Kalıplama Sırasında
Boyutlar, akış uzunluğunu, basınç aktarımını, dolgu etkinliğini ve ince sonraki özelliklerin tutarlı bir şekilde dolup dolamayacağını kontrol eder. Uzun ince kesitler, dar nervürler ve ani kesit değişiklikleri genellikle yoğunluk dengesizliği, eksik özellik tanımı ve kararsız yeşil parça elleçleme riskini artırır.
Erken işlemelerde boyutsal kararsızlığın nereden başladığını inceliyorsanız, lütfen bizim MIM enjeksiyon kalıplama sayfamıza bakın; bu sayfa, besleme stoğu akışı, kalıp boşluğu dolumu, yolluk mantığı ve yeşil parça kalitesi arasındaki kalıplama aşaması bağlantısını açıklar.
2. Bağlayıcı Giderme Sırasında
Boyutlar ayrıca bağlayıcının parçadan ne kadar kolay ayrılabileceğini de etkiler. Kalın kesitler, kapalı kütleler ve zayıf kaçış yolları, bağlayıcı gidermeyi daha yavaş ve daha az toleranslı hale getirir. Pratikte, ağır kesitler ve ani kütle yoğunlaşmaları, birçok alıcının beklediğinden daha yüksek risk oluşturur.
Daha derin bir proses açıklaması için şu kılavuzumuza bakın: MIM bağlayıcı giderme prosesi, burada bağlayıcı giderme davranışı, izole bir adım yerine kararlı sinterleme hazırlığı olarak ele alınır.
3. Sinterleme Sırasında
Bağlayıcı giderme işleminden sonra, boyut dağılımı büzülme tutarlılığını, destek koşullarını ve deformasyon eğilimini etkiler. Uzun desteksiz açıklıklar, ince düz yüzeyler ve asimetrik kütle dağılımı, çarpılma, bükülme ve konumsal kaymanın yaygın nedenleridir. Sinterlenmiş haliyle stabil kalamayan boyutlar için, çizimde hangi yolun büzülme telafisi, kalıplama (sizing) veya ikincil işleme işleminin daha güvenli bir yol olduğunu belirtmelidir.
4. Son Muayene ve Montaj Sırasında
Birçok parça, nominal boyutlar imkansız olduğu için başarısız olmaz. Kritik toleransların sinterleme sonrası kararsız olan özelliklere yerleştirilmesi nedeniyle başarısız olurlar. Büzülme sırasında referans geometrinin hareketi nedeniyle delik konumu, düzlük, doğrultu ve yuva genişliği zorlaşır. Bu nedenle nihai boyutsal planlama, çizimi şunlara bağlamalıdır MIM tolerans planlaması ve muayene ve test.
Hangi Boyutsal Detaylar Nihai Kaliteyi En Çok Etkiler
MIM'deki en önemli boyutsal inceleme noktaları nadiren yalnızca genel dış boyutlardır. Gerçek projelerde, en yüksek riskli boyutlar genellikle kararsız özellikler üzerinde bulunan fonksiyonel boyutlardır: serbest kenarlara yakın delikler, zayıf bağlantılardaki yuvalar, ince plakalar üzerindeki düzlük gereksinimleri veya uzun desteksiz geometri üzerine yerleştirilmiş montaj datumları.
Boyutsal Detay
MIM'de Neden Önemlidir
Tipik Kalite Riski
Et kalınlığı
Doldurma, bağlayıcı giderme hızı ve yerel büzülme davranışını kontrol eder.
Kısa atış, yerel yoğunluk değişimi, çatlama, eğrilme, kararsız boyutlar.
Kalınlık geçişleri
Büyük kalın-ince sıçramaları, tek bir parça içinde farklı yerel proses tepkileri oluşturur.
Distorsiyon, gerilim yoğunlaşması, boyutsal kayma, lokal zayıflık.
Uzunluk ve incelik
Uzun desteksiz özellikler sinterleme sırasında bükülme veya burulmaya daha yatkındır.
Her özellik, özellikle toleransın büzülme sırasında hareket eden bir özelliğe yerleştirildiği durumlarda, sinterleme sonrası kontrol için eşit derecede güvenli değildir.
Parti dağılımı, yeniden işleme, ağır muayene yükü, ikincil işleme maliyeti veya geç çizim değişiklikleri.
Şekil 2. MIM'de iyi bir boyutlandırma mantığı yalnızca parçayı küçük tutmakla ilgili değildir. Et kalınlığını kontrol etmek, kesit geçişlerini yumuşatmak, ince özellikleri desteklemek ve kritik boyutları daha kararlı geometrilere yerleştirmekle ilgilidir.
Et Kalınlığı
Et kalınlığı, gözden geçirilmesi gereken ilk boyutlardan biridir. Kalın kesitler yalnızca bir maliyet sorunu değildir. Ayrıca bağlayıcı gidermeyi yavaşlatır ve yerel sinterleme büzülmesini daha az toleranslı hale getirir. Çok ince kesitler farklı bir sorun yaratabilir: eksik dolum, zayıf ham parçalar ve kırılgan sonraki işlemler. Çoğu MIM projesinde, daha homojen bir et kalınlığı deseni, mümkün olan en ince kesiti hedeflemekten daha önemlidir.
Kalınlık Geçişleri
Her bir duvar kabul edilebilir görünse bile, kalın ve ince bölgeler arasındaki ani geçişler yine de kararsızlık yaratabilir. İnce bir kola bağlı kalın bir bosaj veya dar bir kesite bağlı ağır bir flanş, genellikle parçada birbirine bağlı iki farklı büzülme gövdesi gibi davranır. Bu uyumsuzluk, yaygın bir distorsiyon ve boyutsal dağılım kaynağıdır.
Uzun, İnce veya Desteksiz Özellikler
Uzun bir parça otomatik olarak MIM için uygun değildir, ancak uzun desteksiz geometri sinterleme sırasında çok daha hassastır. Çıkıntılar, çatal kollar, dar çerçeveler ve ince kol benzeri özellikler kalıplamadan sağ çıkabilir ancak daha sonra hareket edebilir. Uzunluk, yalnızca yerel kalınlık, destek mantığı ve kütle dengesi ile birleştiğinde anlamlı hale gelir.
Delikler, Yuvalar ve Pencereler
Küçük delikler ve yuvalar yalnızca nominal boyutlarına göre değerlendirilmemelidir. Daha önemli olan soru, sinterleme büzülmesinden sonra çevrelerinde ne kadar kararlı malzeme kaldığıdır. Serbest kenarlara yakın derin veya dar açıklıklar ya da her iki tarafta ince bağlantılar bırakan yuvalar, nihai uyum sorunlarının yaygın kaynaklarıdır. Gerektiğinde, doğru mühendislik kararı, kritik bir deliği veya boşluğu tamamen sinterlenmiş halde tutmaya zorlamak yerine ikincil işlemeye bırakmaktır.
Geniş Düz Yüzeyler ve Asimetrik Kütle Dağılımı
Yerel pedlere, basamaklara veya pencerelere sahip geniş ince yüzeyler genellikle düzlük sorunları yaratır. Benzer şekilde, asimetrik kütle dağılımı parçanın bir tarafının diğerinden farklı şekilde büzülmesine neden olabilir. Bu durumlar genellikle ilk incelemede kabul edilebilir görünür ancak üretim ölçeğinde çok daha belirgin hale gelir.
Zayıf Boyutsal Mantıktan Kaynaklanan Tipik Kalite Hataları
Birçok MIM kusuru rastgele değildir. Oldukça tekrarlanabilir bir boyutsal mantığı izlerler. Bir geometri kalınlık dengesizliği, uzun desteksiz bölgeler, zayıf bağlantılardaki küçük açıklıklar veya geniş düz alanlar içerdiğinde, nihai kalite sorunu genellikle şunlardan biridir: distorsiyon, boyutsal sapma, zayıf montaj uyumu, kararsız düzlük veya artan ikincil bitirme maliyeti.
Durum 1: Kalın Gövde + İnce Kol
Bir kol benzeri parça kalıplanması kolay görünebilir, ancak kalın bir montaj gövdesi uzun ince bir kola bağlandığında, geometrinin tutarlı bir şekilde büzülmesi çok daha zor hale gelir. Gövde ve kol, bağlayıcı giderme ve sinterleme sırasında aynı şekilde davranmaz. Sonuç genellikle açısal hata, delik konumu kayması veya uyumsuz uç konumudur.
Durum 2: Uzun Yuva + Koaksiyel Delikler
Dar bir yuvaya ve konum açısından kritik iki deliğe sahip çatal şeklindeki bir parça, yuvanın birbirine göre hareket edebilen ince duvarlar bırakması nedeniyle genellikle sorun yaratır. Nihai muayene sorunu, yuva açılması, içe çökme veya delikler arasındaki konumsal ilişkinin kaybı olarak ortaya çıkabilir.
Durum 3: Düz Plaka + Yerel Pedler
Geniş düz bir alana ve birkaç kalın yerel pede sahip bir parça, erken kalıplama kontrollerinden geçebilir ancak sinterleme sonrası yine de eğilme gösterebilir. Bu durumda sorun sadece boyut değildir. Zayıf düz bir gövde üzerindeki dengesiz kütle dağılımıdır.
Bu örnekler daha geniş bir kuralı göstermektedir: MIM'de nihai kusur genellikle ona neden olan boyutsal tasarım hatasından daha sonra ortaya çıkar.
Şekil 3. Birçok nihai MIM kusurunun kökeni boyutsal mantığa dayanır. Kalın kesitler, zayıf bağlantılar, düz asimetrik alanlar ve uzun desteksiz özellikler genellikle sinterleme sonrası distorsiyona, çatlamaya, delik kaymasına veya dengesiz uyuma yol açar.
MIM İçin Hangi Boyut Koşulları Daha Uygundur
MIM genellikle parça genel olarak küçük ila orta boyutta, geometrik olarak karmaşık ve kalıplamayı haklı çıkaracak hacimlerde üretildiğinde en güçlüdür. Ancak genel boyuttan daha önemlisi, boyutsal mantığın istikrarlı üretimi destekleyip desteklemediğidir.
Parçalar genellikle şu koşulları birleştirdiklerinde MIM için daha uygundur:
Et kalınlığı makul ölçüde kontrol edilir ve ani kalından inceye geçişler baskın değildir.
Kritik özelliklerin tümü uzun desteksiz geometri üzerinde yoğunlaşmamıştır.
Delik boyutları, yuvalar ve ince detaylar yeterli çevresel destekle dengelenmiştir.
Geniş düz yüzeyler sınırlandırılmış veya yapısal olarak dengelenmiştir.
Her kritik tolerans sinterlenmiş duruma zorlanmaz.
Malzeme seçimi ayrıca boyutsal davranışla etkileşim halindedir. Tolerans, mukavemet, korozyon direnci veya son işlem ihtiyaçlarına karşı alaşım seçeneklerini karşılaştırıyorsanız, rehberimize bakın MIM malzemeleri. Sorun alaşım seçimi yerine tasarım fizibilitesi ise, bizim MIM için DFM kullanarak çizimi kalıplama öncesinde inceleyin.
Şekil 4. Bir parça, yalnızca genel bir boyut aralığına sığdığı için MIM'e uygun değildir. Daha iyi değerlendirme, boyutlarının kararlı dolum, bağlayıcı giderme, büzülme kontrolü ve ekonomik bir tolerans planını destekleyip desteklemediğidir.
Kalıp Öncesi Pratik DFM Kontrol Listesi
Bir MIM tasarımını onaylamadan önce mühendisler ve alıcılar, çizimdeki nominal boyutlardan daha fazlasını incelemelidir. Aşağıdaki boyutsal sorular, genel bir boyut aralığına karşı basit bir geçer/kalır kontrolünden genellikle daha kullanışlıdır.
Kontrol 1: Et kalınlığı makul ölçüde tekdüze mi, yoksa büyük yerel kütle yoğunlaşmaları var mı?
Kontrol 2: Kalından inceye geçişler kademeli mi, yoksa belirgin bir büzülme dengesizliği yaratıyorlar mı?
Kontrol 3: Sinterleme sırasında uzun özellikler yapısal olarak destekleniyor mu, yoksa bükülmeye serbest mi?
Kontrol 4: Delikler ve yuvalar, büzülme sonrasında çevrelerinde yeterli stabil malzeme bırakıyor mu?
Kontrol 5: En kritik boyutlar en stabil özelliklere atanmış mı?
Kontrol 6: Hangi boyutlar sinterlenmiş halde kalmalı, hangileri daha sonra işlenmeli veya başka şekilde düzeltilmeli?
Kontrol 7: Yolluk mantığı ve destek mantığı MIM tedarikçisiyle erken aşamada tartışıldı mı?
Kontrol 8: Seçilen malzeme, geometri ve üretim yolu için kalite hedefi gerçekçi mi?
Standart dili ve malzeme spesifikasyon referansları için, genel yetenek iddialarına güvenmek yerine ilgili MPIF standartlarını incelemek iyi bir uygulamadır. Geometriye duyarlı özelliklerin neden daha güçlü proses desteği gerektirebileceğini gösteren gerçek bir üretim örneği için şuraya bakın MPIF'ten endüstri örneği.
Çizim inceleme notu: Eğer çiziminizdeki birden fazla kontrol listesi öğesi geçerliyse, bir sonraki adım basit bir “MIM evet veya hayır” cevabı olmamalıdır. Daha güvenli bir inceleme, sinterleme sonrası kalabilecek boyutları, kalıp telafisi, boyutlandırma, CNC işleme veya muayene kontrolü gerektirebilecek boyutlardan ayırmaktır. Bunlar net değilse Çiziminizi MIM incelemesi için gönderin iletişime geçebilirsiniz.
Parça Boyutlarının MIM Mühendislik İncelemesi Gerektirdiğine Dair Pratik İşaretler
Bazı boyutsal riskleri, numune alma işleminden sonra bulmaktan ziyade kalıplama öncesinde bulmak daha kolaydır. Aşağıdaki işaretler, parçanın MIM için uygun olmadığı anlamına gelmez, ancak kalıp tasarımı, tolerans taahhüdü veya fiyat teklifi kesinleştirmeden önce çizimin mühendislik incelemesi gerektirdiğini gösterir.
Çizimdeki Pratik İşaret
Neden İnceleme Gerekli
Olası Mühendislik Kararı
Kalın bir boss, ince bir kola bağlanır
Boss ve kol farklı şekilde büzülebilir, bu da açısal hata veya delik konumu kaymasına neden olabilir.
Duvar geçişini, destek mantığını, yolluk konumunu ve yerel toleransın işlenmesi gerekip gerekmediğini inceleyin.
Uzun bir yuva zayıf bağlar bırakır
İnce bağlar sinterleme sırasında yayılabilir, çökebilir veya hareket edebilir.
Yuva genişliğini, bağ desteğini, muayene referans noktasını ve olası sinterleme sonrası düzeltmeyi kontrol edin.
Kritik delikler serbest kenarlara yakındır
Büzülme sırasındaki kenar hareketi delik konumunu veya yuvarlaklığını kaydırabilir.
Delik, sinterlenmiş olarak kalıplanabilir mi yoksa sinterleme sonrası bitirilmesi mi gerektiğine karar verin.
Geniş düz alanlar yerel pedler veya basamaklar içerir
İnce düz bir alandaki dengesiz kütle, eğilmeye ve kararsız düzlüğe neden olabilir.
Tüm fonksiyonel toleranslar sinterlenmiş haliyle gereklidir.
Bazı toleranslar sinterlemeden sonra gerçekçi olabilirken, diğerleri yeniden işleme ve muayene yükünü artırabilir.
Sinterlenmiş boyutları, boyutlandırma, işleme veya daha sıkı muayene kontrolü gerektiren boyutlardan ayırın.
Uzun, desteksiz bir özellik montaj uyumunu kontrol eder.
Küçük bir bükülme veya burulma bile montajda uyumsuzluğa neden olabilir.
Doğrusallık, datum stratejisi, fikstür desteği ve toplam tolerans yığınını gözden geçirin.
Pratik Çıkarım: Boyutsal inceleme, ilk deneme parçalarından sonra değil, kalıplamadan önce yapılmalıdır. Çizim bu işaretlerden birkaçını içeriyorsa, kullanın İnceleme İçin Çizim Gönder böylece MIM rotası, tolerans planı ve ikincil işlem stratejisi birlikte kontrol edilebilir.
Bu MIM Parça Kalitesi Serisindeki İlgili Kalite Faktörleri
Parça boyutları tek başına bir kalite sürücüsü değildir. Nihai MIM parça kalitesi genellikle parça tasarımı, malzeme seçimi, kalıp tasarımı, besleme stoğu davranışı, enjeksiyon kalıplama, bağlayıcı giderme, sinterleme ve muayenenin birleşik etkisiyle kontrol edilir. Her konunun sayfa egemenliğini karıştırmadan tam kalite zincirini gözden geçirmek için aşağıdaki ilgili sayfaları kullanın.
Dolum dengesi, sıkıştırma, kalıp ağzı konumu, havalandırma veya yeşil parça elleçlemesinin kalite varyasyonuna neden olabileceği durumlarda bunu kullanın.
Boyutsal incelemenin tolerans onayını, işlevsel uyumu ve üretim kalite kontrolünü nasıl desteklediğini inceleyin.
SSS: Parça Boyutları ve MIM Kalitesi
Parça boyutları MIM kalitesini neden bu kadar etkiler?
Çünkü boyutlar, kalıplamada akış davranışını, bağlayıcı gidermede bağlayıcı çıkış yollarını ve sinterlemede büzülme kararlılığını doğrudan değiştirir. MIM'de boyutsal tasarım, yeşil parça oluşumundan son muayeneye kadar tüm proses davranışını etkiler.
MIM'de daha kalın bir kesit her zaman daha güvenli midir?
Hayır. Daha kalın kesitler yerel sertliği artırabilir, ancak genellikle bağlayıcı gidermeyi yavaşlatır ve düzgün olmayan büzülme riskini artırır. Çoğu durumda, daha düzgün bir kesit, yerel olarak aşırı kalınlaştırılmış bir kesitten daha güvenlidir.
MIM'de hangi boyutsal özellikler en sık çarpılmaya neden olur?
Yaygın çarpılma nedenleri arasında geniş düz alanlar, asimetrik kütle dağılımı, uzun desteksiz özellikler ve ani kalından inceye geçişler bulunur. Bu koşullar sinterleme sırasında büzülmenin daha az dengeli olmasına neden olur.
Küçük delikler ve ince duvarlar MIM için her zaman uygun mudur?
Otomatik olarak değil. Küçük özellikler teknik olarak mümkün olabilir, ancak uygunluk akış yoluna, yerel desteğe, kalan bağlantı kalınlığına, malzeme sistemine ve gerekli nihai toleransa bağlıdır. Bazı kritik deliklerin sinterleme sonrası işlemeye bırakılması daha iyidir.
Bir parçanın MIM için boyutsal olarak uygun olup olmadığını nasıl anlarsınız?
Uygun bir MIM parçası yalnızca genel boyutuna göre değerlendirilmez. Daha iyi test, geometrinin kararlı dolum, etkili bağlayıcı giderme, öngörülebilir büzülme, gerçekçi sinterlenmiş toleranslar ve ekonomik bir toplam proses yolunu destekleyip desteklemediğidir.
Sonuç
MIM'de boyutlar sadece parçayı tanımlamaz; prosesi şekillendirir. Bir parça yayınlanmış bir boyut aralığına girse bile, et kalınlığı, geçişler, delikler, düz yüzeyler veya desteksiz açıklıklar boyutsal olarak dengesizse performansı düşük olabilir.
En güvenilir MIM parçaları, geometrik sınırların her birine zorlanan parçalar değildir. Bunlar, stabil dolum, daha temiz bağlayıcı giderme, daha öngörülebilir sinterleme büzülmesi ve sinterleme sonrası gerçekçi kalite kontrolü için boyutlandırılmış parçalardır. Boyutsal risk belirsiz olduğunda, en faydalı sonraki adım, kalıplama veya deneme üretimi sorunu ortaya çıkarana kadar beklemek yerine erken bir çizim incelemesidir.
MIM Kalıplamadan Önce Boyut İncelemesine mi İhtiyacınız Var?
Çiziminiz kalın-ince geçişler, küçük delikler, uzun desteksiz özellikler, düzlük hassasiyeti olan yüzeyler veya sinterlenmiş haliyle elde edilmesi zor olabilecek kritik boyutlar içeriyorsa, erken bir MIM mühendislik incelemesi, kararlı boyutları boyutlandırma, ikincil işleme veya tasarım ayarlaması gerektirebilecek özelliklerden ayırmaya yardımcı olabilir.
Boyutsal stabiliteyi, büzülme riskini, sinterlenmiş haldeki tolerans beklentilerini, muayene gereksinimlerini ve olası sinterleme sonrası işlemleri birlikte inceleyebilmemiz için kalıplamadan önce çizimi gönderin.