Solicitar una cotización de Moldeo por Inyección de Metal
Comparta su dibujo, requisitos de material, volumen anual, necesidades de tolerancia o detalles de la aplicación. Nuestro equipo de ingeniería revisará su proyecto MIM y responderá con comentarios técnicos o una cotización.
Cómo las Dimensiones de las Piezas Afectan la Calidad Final de las Piezas MIM
MIM Diseño para Manufacturabilidad Cómo las Dimensiones de la Pieza Afectan la Calidad Final de la Pieza MIM En el moldeo por inyección de metal, las dimensiones no son solo números en un plano. El tamaño general, el espesor de pared, las transiciones de espesor, la geometría de los agujeros, la esbeltez y los tramos sin soporte influyen en el comportamiento de llenado, la eficiencia del desaglutinado, la contracción durante el sinterizado, el riesgo de distorsión y la estabilidad dimensional final. Es por eso que muchos problemas de calidad en MIM…
Cómo las Dimensiones de las Piezas Afectan la Calidad Final de las Piezas MIM
En el moldeo por inyección de metal, las dimensiones no son solo números en un plano. El tamaño general, el espesor de pared, las transiciones de espesor, la geometría de los agujeros, la esbeltez y los tramos sin soporte influyen en el comportamiento de llenado, la eficiencia del desaglutinado, la contracción durante el sinterizado, el riesgo de distorsión y la estabilidad dimensional final.
Es por eso que muchos problemas de calidad en MIM no comienzan solo con el material. Comienzan con cómo se distribuye el tamaño a través de la pieza. Una geometría puede verse aceptable en CAD y aun así volverse inestable en producción si su lógica dimensional lleva al proceso fuera de una ventana de fabricación robusta.
Respuesta rápida: Las dimensiones de la pieza afectan la calidad final de la pieza MIM porque la distribución del tamaño controla cómo el feedstock llena la cavidad, cómo escapa el aglutinante durante el desaglutinado, cómo se desarrolla la contracción durante el sinterizado y cuán estable permanece la pieza antes de la inspección final. El tamaño general importa, pero el espesor de pared, las transiciones de grueso a delgado, los agujeros, las ranuras, las áreas sensibles a la planitud, las características esbeltas y las luces sin soporte generalmente crean el mayor riesgo de calidad. Una pieza puede encajar dentro de un rango de tamaño MIM general y aún mostrar deformación, desplazamiento de agujeros, error de planitud, agrietamiento o ajuste de ensamblaje inestable si su lógica dimensional no está equilibrada. Esta página explica qué características dimensionales deben revisarse antes del herramental y cuándo puede ser necesario un mecanizado secundario, calibrado o ajuste de diseño.
Perspectiva de Revisión de Ingeniería
Escrito para ingenieros OEM, compradores y revisores DFM que evalúan el riesgo real de producción en MIM
Este artículo está estructurado desde una perspectiva del lado de la fabricación, no desde una perspectiva de marketing. El enfoque no es si una pieza se puede moldear una vez en teoría, sino si su lógica dimensional soporta un llenado estable, un desaglutinado más limpio, una contracción predecible durante el sinterizado y un control de tolerancia final realista.
La discusión se centra intencionalmente en el espesor de pared, las transiciones de sección, los agujeros, las ranuras, las características esbeltas, la geometría sensible a la planicidad y el límite práctico entre el control en estado sinterizado y el maquinado secundario.
Vista del proceso: moldeo, desaglutinado, sinterizado, riesgo de dimensionado, seguimiento CNC y estabilidad dimensional se tratan como un sistema vinculado.
Valor para el usuario: el objetivo es ayudar a determinar si un dibujo es adecuado para una producción estable de MIM, no solo si parece fabricable en CAD.
Estándar editorial: esta página prioriza el juicio de ingeniería, la lógica de fabricabilidad y la prevención de defectos sobre afirmaciones amplias de capacidad.
Por qué las dimensiones importan más de lo que muchos compradores esperan en MIM
Cuando los ingenieros evalúan una pieza MIM, la primera pregunta no debería ser si la pieza es simplemente “lo suficientemente pequeña”. La pregunta más importante es si sus dimensiones están lo suficientemente equilibradas para un moldeo estable, un desaglutinado efectivo, una contracción de sinterizado predecible, un control de tolerancia realista "as-sintered" y una decisión clara de mecanizado secundario para características críticas.
Publicado La guía de diseño MIM muestra que MIM puede cubrir un amplio rango dimensional, pero esas ventanas de referencia deben tratarse como una guía de selección, no como una garantía de que cada geometría dentro de ese rango funcionará de manera robusta. Los detalles pequeños pueden presentar riesgo de distorsión, y el tamaño general por sí solo dice muy poco sobre la estabilidad dimensional.
Para una visión general del proceso, también puede consultar nuestra proceso de moldeo por inyección de metal página. Para la revisión a nivel de plano, nuestro guía de diseño de piezas MIM explica cómo las decisiones de geometría afectan la manufacturabilidad antes del herramental. El punto clave aquí es que el tamaño no es un parámetro pasivo del plano en MIM. Cambia activamente el comportamiento del proceso.
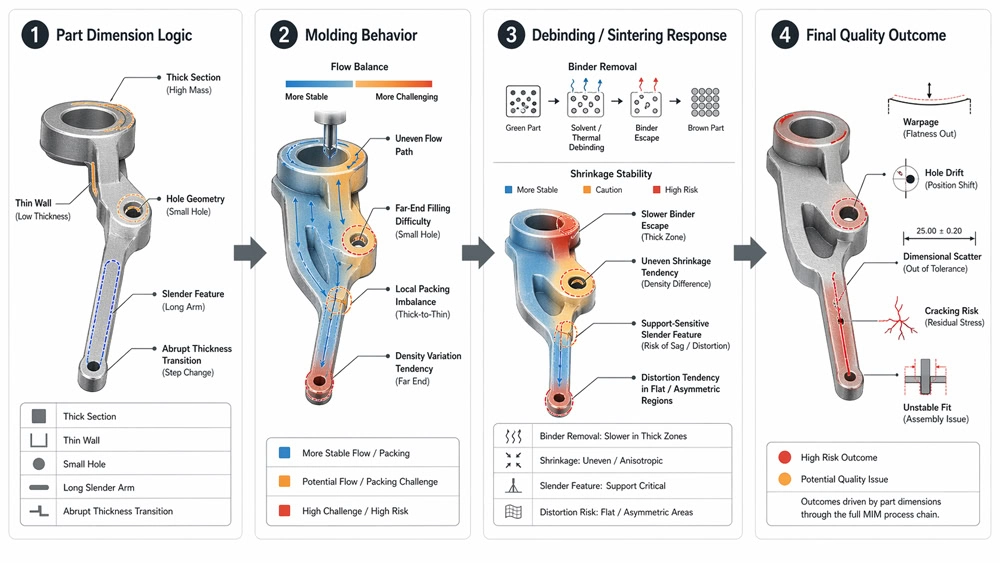
Figura 1. Las dimensiones de la pieza influyen en toda la cadena de proceso MIM. El espesor de pared, el tamaño de las características y las transiciones de sección afectan primero el comportamiento de llenado, luego la eliminación del aglutinante, la estabilidad de la contracción y la calidad dimensional final.
Cómo las dimensiones influyen en toda la cadena de proceso MIM
1. Durante el moldeo
Las dimensiones controlan la longitud de flujo, la transferencia de presión, la efectividad del empaque y si las características delgadas posteriores pueden llenarse de manera consistente. Las secciones largas y delgadas, las nervaduras estrechas y los cambios abruptos de sección a menudo aumentan el riesgo de desequilibrio de densidad, definición incompleta de características y manejo inestable de la pieza en verde.
Si está revisando dónde comienza la inestabilidad dimensional en las primeras etapas del procesamiento, consulte nuestra moldeo por inyección MIM página para el enlace de la etapa de moldeo entre el flujo del feedstock, el llenado de la cavidad, la lógica de la compuerta y la calidad de la pieza en verde.
2. Durante el desaglutinado
Las dimensiones también afectan la facilidad con la que el aglutinante puede salir de la pieza. Las secciones gruesas, la masa encerrada y las rutas de escape deficientes hacen que la eliminación del aglutinante sea más lenta y menos tolerante. En la práctica, las secciones transversales pesadas y la concentración abrupta de masa suelen crear un riesgo mayor del que muchos compradores esperan.
Para una explicación más profunda del proceso, consulte nuestra guía sobre el Proceso de desaglutinado MIM, donde la eliminación del aglutinante se trata como preparación para un sinterizado estable en lugar de como un paso aislado.
3. Durante el sinterizado
Después del desaglutinado, la distribución del tamaño influye en la consistencia de la contracción, las condiciones de soporte y la tendencia a la deformación. Las luces largas sin soporte, las superficies planas delgadas y la distribución asimétrica de la masa son causas comunes de deformación, flexión y desplazamiento posicional. Para las dimensiones que no pueden permanecer estables después del sinterizado, el plano debe identificar si compensación por contracción, calibrado, o el mecanizado secundario es la ruta más segura.
4. Durante la Inspección Final y el Ensamble
Muchas piezas no fallan porque las dimensiones nominales son imposibles. Fallan porque las tolerancias críticas se aplican a características que son inestables después del sinterizado. La posición de los agujeros, la planitud, la rectitud y el ancho de las ranuras se vuelven difíciles cuando su geometría de referencia se mueve durante la contracción. Por lo tanto, la planificación dimensional final debe conectar el dibujo con Planificación de tolerancias MIM y inspección y pruebas.
Qué Detalles Dimensionales Afectan Más a la Calidad Final
Los puntos de revisión dimensional más importantes en MIM rara vez son solo las dimensiones exteriores generales. En proyectos reales, las dimensiones de mayor riesgo suelen ser dimensiones funcionales ubicadas en características inestables: agujeros cerca de bordes libres, ranuras en uniones débiles, requisitos de planitud en placas delgadas o referencias de ensamblaje colocadas en geometrías largas y sin soporte.
Detalle Dimensional
Por Qué es Importante en MIM
Riesgo Típico de Calidad
Espesor de pared
Controla el llenado, la velocidad de desaglutinado y el comportamiento de contracción local.
Disparo corto, variación de densidad local, agrietamiento, alabeo, dimensiones inestables.
Transiciones de espesor
Los saltos grandes de espesor grueso a delgado generan diferentes respuestas locales del proceso dentro de una misma pieza.
Distorsión, concentración de esfuerzos, desviación dimensional, debilidad local.
Longitud y esbeltez
Las características largas sin soporte son más propensas a doblarse o torcerse durante el sinterizado.
Fallo de rectitud, torsión, desviación posicional, desajuste en ensamble.
Orificios y ranuras
Las aberturas pequeñas y los ligamentos estrechos son sensibles a la estabilidad del llenado y al movimiento por contracción.
Desviación de orificios, ensanchamiento de ranuras, falta de redondez, deformación de bordes, problemas de ajuste.
Áreas planas grandes
La geometría plana ofrece menos resistencia a la contracción no uniforme.
Fallo de planicidad, combado, superficies de referencia inestables.
Dimensiones críticas en características inestables
No todas las características son igualmente seguras de controlar después del sinterizado, especialmente cuando la tolerancia se aplica a una característica que se mueve durante la contracción.
Dispersión por lote, retrabajos, carga pesada de inspección, costo de mecanizado secundario o cambios tardíos en el dibujo.
Figura 2. Una buena lógica dimensional en MIM no solo consiste en mantener la pieza pequeña. Se trata de controlar el espesor de pared, suavizar las transiciones de sección, soportar características esbeltas y colocar las dimensiones críticas en geometrías más estables.
Espesor de Pared
El espesor de pared es una de las primeras dimensiones que deben revisarse. Las secciones gruesas no solo son un problema de costo. También ralentizan la eliminación del aglutinante y hacen que la contracción local sea menos predecible. Las secciones muy delgadas pueden crear un problema diferente: llenado incompleto, piezas verdes débiles y manejo posterior frágil. En la mayoría de los proyectos MIM, un patrón de pared más uniforme es más importante que simplemente buscar la sección más delgada posible.
Transiciones de Espesor
Incluso cuando cada pared individual parece aceptable, las transiciones abruptas entre regiones gruesas y delgadas pueden generar inestabilidad. Un cubo grueso unido a un brazo delgado, o una brida pesada conectada a una sección estrecha, a menudo se comportan como dos cuerpos de contracción diferentes conectados en una sola pieza. Ese desajuste es una fuente común de distorsión y dispersión dimensional.
Características Largas, Delgadas o Sin Soporte
Una pieza larga no es automáticamente inadecuada para MIM, pero una geometría larga sin soporte es mucho más sensible durante el sinterizado. Pestañas, brazos de horquilla, marcos estrechos y características tipo palanca delgadas pueden sobrevivir al moldeo pero moverse después. La longitud solo cobra significado cuando se combina con el espesor local, la lógica de soporte y el balance de masa.
Orificios, Ranuras y Ventanas
Los orificios y ranuras pequeños no deben evaluarse solo por su tamaño nominal. La pregunta más importante es cuánto material estable permanece alrededor de ellos después de la contracción. Aberturas profundas o estrechas cerca de bordes libres, o ranuras que dejan ligamentos delgados en ambos lados, son fuentes comunes de problemas de ajuste final. Cuando es necesario, la decisión de ingeniería correcta es dejar un orificio o agujero crítico para maquinado secundario en lugar de forzarlo a mantenerse completamente en estado sinterizado.
Superficies Planas Grandes y Distribución de Masa Asimétrica
Superficies delgadas y anchas con pads locales, escalones o ventanas a menudo crean problemas de planicidad. Asimismo, la distribución asimétrica de masa puede hacer que un lado de la pieza se contraiga de manera diferente al otro. Estos casos a menudo parecen aceptables en la revisión inicial, pero se vuelven mucho más evidentes a escala de producción.
Fallos Típicos de Calidad Causados por una Mala Lógica Dimensional
Muchos defectos en MIM no son aleatorios. Siguen una lógica dimensional bastante repetible. Cuando una geometría contiene desequilibrio de espesor, zonas largas sin soporte, aberturas pequeñas en ligamentos débiles o áreas planas grandes, el problema de calidad final suele ser uno de los siguientes: distorsión, desviación dimensional, mal ajuste en ensamble, planicidad inestable o aumento en el costo de acabado secundario.
Caso 1: Macizo Grueso + Brazo Delgado
Una pieza tipo palanca puede parecer fácil de moldear, pero una vez que un macizo de montaje grueso se une a un brazo largo y delgado, la geometría se vuelve mucho más difícil de contraer de manera consistente. El macizo y el brazo no se comportan igual durante el desaglutinado y el sinterizado. El resultado suele ser un error angular, desviación en la posición del orificio o una punta desalineada.
Caso 2: Ranura larga + orificios coaxiales
Una pieza en forma de horquilla con una ranura estrecha y dos orificios con posición crítica a menudo genera problemas porque la ranura deja paredes delgadas que pueden moverse entre sí. El problema de inspección final puede manifestarse como ensanchamiento de la ranura, colapso hacia adentro o pérdida de la relación posicional entre los orificios.
Caso 3: Placa plana + resaltes locales
Una pieza con un área plana extensa y varios resaltes locales más gruesos puede pasar las verificaciones de moldeo iniciales, pero aún así combarse después del sinterizado. En este caso, el problema no es solo de tamaño. Es la distribución desigual de masa en un cuerpo plano débil.
Estos ejemplos ilustran una regla general: en MIM, el defecto final a menudo aparece más tarde que el error de diseño dimensional que lo causó.
Figura 3. Muchos defectos finales de MIM pueden rastrearse hasta la lógica dimensional. Las secciones gruesas, los ligamentos débiles, las áreas planas asimétricas y las características largas sin soporte a menudo provocan distorsión, agrietamiento, desviación de orificios o ajuste inestable después del sinterizado.
¿Qué condiciones de tamaño son más adecuadas para MIM?
MIM suele ser más adecuado cuando la pieza es de tamaño pequeño a mediano, geométricamente compleja y se produce en volúmenes que justifican el herramental. Pero aún más importante que el tamaño general es si la lógica dimensional admite una fabricación estable.
Las piezas suelen ser más adecuadas para MIM cuando combinan estas condiciones:
El espesor de pared está razonablemente controlado y no está dominado por cambios abruptos de grueso a delgado.
Las características críticas no están todas concentradas en geometría larga sin soporte.
Los tamaños de orificios, ranuras y detalles finos están equilibrados con suficiente soporte circundante.
Las superficies planas grandes son limitadas o están estructuralmente equilibradas.
No todas las tolerancias críticas se fuerzan a la condición de sinterizado.
La selección del material también interactúa con el comportamiento dimensional. Si está comparando opciones de aleación en función de tolerancia, resistencia, resistencia a la corrosión o necesidades de posprocesamiento, consulte nuestra guía sobre los materiales MIM. Si el problema es la factibilidad del diseño en lugar de la elección de la aleación, utilice nuestra DFM para MIM guía para revisar el dibujo antes de la fabricación del herramental.
Figura 4. Una pieza no es adecuada para MIM solo porque encaja dentro de un rango de tamaño general. La mejor evaluación es si sus dimensiones permiten un llenado estable, desaglutinado, control de contracción y un plan de tolerancias económico.
Lista de verificación práctica de DFM antes del herramental
Antes de aprobar un diseño MIM, los ingenieros y compradores deben revisar más que las dimensiones nominales en el plano. Las preguntas dimensionales a continuación suelen ser más útiles que una simple verificación de aprobado/reprobado contra un rango de tamaño genérico.
Verificación 1: ¿El espesor de pared es razonablemente uniforme, o hay concentraciones de masa local importantes?
Verificación 2: ¿Las transiciones de grueso a delgado son graduales o crean un desequilibrio evidente en la contracción?
Verificación 3: ¿Las características largas tienen soporte estructural durante el sinterizado o pueden doblarse libremente?
Verificación 4: ¿Los agujeros y ranuras dejan suficiente material estable a su alrededor después de la contracción?
Verificación 5: ¿Las dimensiones más críticas se asignan a las características más estables?
Verificación 6: ¿Qué dimensiones deben permanecer como sinterizadas y cuáles deben maquinarse o corregirse después?
Verificación 7: ¿Se han discutido tempranamente la lógica de compuerta y la lógica de soporte con el proveedor de MIM?
Verificación 8: ¿El objetivo de calidad es realista para el material, la geometría y la ruta de producción seleccionados?
Para el lenguaje de normas y referencias de especificaciones de materiales, es una buena práctica revisar las normas MPIF en lugar de basarse únicamente en afirmaciones generales de capacidad. Para un ejemplo real de producción que muestra cómo las características sensibles a la geometría pueden requerir un soporte de proceso más sólido, consulte este ejemplo industrial de MPIF.
Nota de revisión de dibujo: Si varios elementos de la lista de verificación se aplican a su pieza, el siguiente paso no debería ser una simple respuesta de “MIM sí o no”. La revisión más segura es separar las dimensiones que pueden permanecer después del sinterizado de las dimensiones que pueden requerir compensación del molde, calibrado, acabado CNC o control de inspección. Puede envíe su dibujo para revisión MIM cuando estas decisiones no están claras solo con el plano.
Señales Prácticas de que las Dimensiones de la Pieza Necesitan Revisión de Ingeniería MIM
Algunos riesgos dimensionales son más fáciles de encontrar antes de la fabricación del herramental que después del muestreo. Las señales a continuación no significan que la pieza no sea adecuada para MIM, pero sí indican que el dibujo necesita una revisión de ingeniería antes del diseño del molde, el compromiso de tolerancia o la finalización de la cotización.
Señal Práctica en el Dibujo
Por qué necesita revisión
Decisión de Ingeniería Probable
Un espesor pronunciado se conecta a un brazo delgado
El espesor y el brazo pueden contraerse de manera diferente, creando un error angular o una deriva en la posición del agujero.
Revise la transición de pared, la lógica de soporte, la ubicación del punto de inyección y si se requiere mecanizado para una tolerancia local.
Una ranura larga deja ligamentos débiles
Los ligamentos delgados pueden expandirse, colapsar o moverse durante el sinterizado.
Verifique el ancho de la ranura, el soporte del ligamento, el datum de inspección y la posible corrección posterior al sinterizado.
Los agujeros críticos están cerca de los bordes libres
El movimiento del borde durante la contracción puede alterar la posición o la redondez del agujero.
Decida si el agujero se puede moldear tal como sale del sinterizado o si debe acabarse después del sinterizado.
Las áreas planas grandes incluyen almohadillas o escalones locales
La masa irregular en un área plana delgada puede provocar combaduras e inestabilidad en la planitud.
Revisar balance de masas, soporte de sinterizado, tolerancia de planitud y método de inspección.
Todas las tolerancias funcionales se requieren como sinterizadas
Algunas tolerancias pueden ser realistas después del sinterizado, mientras que otras pueden aumentar la carga de reproceso e inspección.
Separar las dimensiones como sinterizadas de las dimensiones que requieren calibrado, mecanizado o un control de inspección más estricto.
Una característica larga sin soporte controla el ajuste del ensamblaje
Incluso una pequeña flexión o torsión puede crear un desajuste en el ensamblaje.
Revisar la rectitud, la estrategia de datum, el soporte del utillaje y la pila de tolerancias total.
Conclusión práctica: La revisión dimensional debe ocurrir antes del herramental, no después de las primeras piezas de prueba. Si el plano contiene varias de estas señales, use Enviar Plano para Revisión para que la ruta MIM, el plan de tolerancias y la estrategia de operaciones secundarias se puedan verificar juntos.
Factores de Calidad Relacionados en Esta Serie de Calidad de Piezas MIM
Las dimensiones de la pieza son solo un factor de calidad. La calidad final de la pieza MIM generalmente está controlada por el efecto combinado del diseño de la pieza, la selección del material, el diseño del molde, el comportamiento del feedstock, el moldeo por inyección, el desaglutinado, el sinterizado y la inspección. Utilice las páginas relacionadas a continuación para revisar la cadena de calidad completa sin mezclar la soberanía de la página de cada tema.
Úselo cuando la elección de la aleación afecte el comportamiento de contracción, la resistencia, la resistencia a la corrosión o los requisitos de acabado.
Úselo cuando el balance de llenado, el empaque, la ubicación del bebedero, el venteo o el manejo de la pieza en verde puedan crear variaciones de calidad.
Úselo cuando la eliminación del aglutinante, el control de la contracción, la distorsión, el agrietamiento o la densidad final sean la principal preocupación.
Páginas de soporte de ingeniería para revisión dimensional
Revise cómo la inspección dimensional apoya la confirmación de tolerancias, el ajuste funcional y el control de calidad de producción.
Preguntas frecuentes: Dimensiones de piezas y calidad MIM
¿Por qué las dimensiones de las piezas afectan tanto la calidad MIM?
Debido a que las dimensiones afectan directamente el comportamiento del flujo en el moldeo, las rutas de eliminación del aglutinante en el desaglutinado y la estabilidad de la contracción durante el sinterizado. En MIM, el diseño dimensional influye en el comportamiento del proceso desde la formación de la pieza en verde hasta la inspección final.
¿Es siempre más segura una sección más gruesa en MIM?
No. Las secciones más gruesas pueden mejorar la rigidez local, pero a menudo ralentizan el desaglutinado y aumentan el riesgo de contracción no uniforme. En muchos casos, una sección más uniforme es más segura que una localmente sobredimensionada.
¿Qué características dimensionales causan con mayor frecuencia deformaciones en MIM?
Los factores comunes de deformación incluyen áreas planas grandes, distribución asimétrica de masa, características largas sin soporte y transiciones abruptas de grueso a delgado. Estas condiciones hacen que la contracción sea menos equilibrada durante el sinterizado.
¿Los agujeros pequeños y las paredes delgadas son siempre adecuados para MIM?
No automáticamente. Las características pequeñas pueden ser técnicamente posibles, pero la idoneidad depende de la trayectoria de flujo, el soporte local, el espesor de ligamento restante, el sistema de material y la tolerancia final requerida. Algunos agujeros críticos es mejor dejarlos para mecanizado post-sinterizado.
¿Cómo saber si una pieza es dimensionalmente adecuada para MIM?
Una pieza MIM adecuada no se juzga solo por el tamaño general. La mejor prueba es si la geometría soporta un llenado estable, una eliminación efectiva del aglutinante, una contracción predecible, tolerancias realistas en estado sinterizado y una ruta de proceso total económica.
Conclusión
En MIM, las dimensiones no solo describen la pieza. Dan forma al proceso. Una pieza puede estar dentro de una ventana de tamaño publicada y aún así tener un rendimiento deficiente si su espesor de pared, transiciones, agujeros, superficies planas o vanos sin soporte están dimensionalmente desbalanceados.
Las piezas MIM más confiables no son las que se llevan al límite geométrico. Son aquellas cuyas dimensiones están diseñadas para un llenado estable, un desaglutinado más limpio, una contracción más predecible y un control de calidad realista después del sinterizado. Cuando el riesgo dimensional no está claro, el siguiente paso más útil es una revisión temprana del dibujo en lugar de esperar hasta que el herramental o la producción de prueba expongan el problema.
¿Necesita una revisión dimensional antes del herramental MIM?
Si su plano incluye transiciones de grueso a delgado, agujeros pequeños, características largas sin soporte, superficies sensibles a la planitud o dimensiones críticas que pueden ser difíciles de mantener tal como se sinterizan, una revisión temprana de ingeniería MIM puede ayudar a separar las dimensiones estables de las características que pueden requerir calibración, mecanizado secundario o ajuste de diseño.
Envíe el plano antes del herramental para que podamos revisar juntos la estabilidad dimensional, el riesgo de contracción, las expectativas de tolerancia tal como se sinterizan, los requisitos de inspección y las posibles operaciones posteriores al sinterizado.