Teilen Sie Ihre Zeichnung, Materialanforderungen, Jahresmenge, Toleranzanforderungen oder Anwendungsdetails mit. Unser Ingenieurteam prüft Ihr MIM-Projekt und antwortet mit technischem Feedback oder einem Angebot.
Wie Teileabmessungen die endgültige MIM-Teilequalität beeinflussen
MIM Design for Manufacturability – Wie Teileabmessungen die endgültige MIM-Teilequalität beeinflussen Beim Metallpulverspritzguss sind Abmessungen nicht nur Zahlen auf einer Zeichnung. Gesamtgröße, Wandstärke, Wandstärkenübergänge, Lochgeometrie, Schlankheit und ungestützte Spannweiten beeinflussen alle das Füllverhalten, die Entbinderungseffizienz, die Sinterschwindung, das Verzugsrisiko und die endgültige Maßhaltigkeit. Deshalb beginnen viele MIM-Qualitätsprobleme …
Wie Teileabmessungen die endgültige MIM-Teilequalität beeinflussen
Beim Metallpulverspritzguss sind Abmessungen nicht nur Zahlen auf einer Zeichnung. Gesamtgröße, Wandstärke, Wandstärkenübergänge, Lochgeometrie, Schlankheit und ungestützte Spannweiten beeinflussen alle das Füllverhalten, die Entbinderungseffizienz, die Sinterschwindung, das Verzugsrisiko und die endgültige Maßhaltigkeit.
Deshalb beginnen viele MIM-Qualitätsprobleme nicht allein beim Material. Sie beginnen damit, wie die Größe über das Bauteil verteilt ist. Eine Geometrie kann in CAD akzeptabel aussehen und dennoch in der Produktion instabil werden, wenn ihre dimensionale Logik den Prozess außerhalb eines robusten Fertigungsfensters treibt.
Kurze Antwort: Teiledimensionen beeinflussen die endgültige MIM-Teilequalität, da die Größenverteilung steuert, wie das Feedstock die Kavität füllt, wie das Bindersystem beim Entbindern entweicht, wie die Schwindung beim Sintern auftritt und wie stabil das Teil vor der Endkontrolle bleibt. Die Gesamtgröße ist wichtig, aber Wandstärke, Übergänge von dick zu dünn, Bohrungen, Schlitze, flächenempfindliche Bereiche, schlanke Merkmale und ungestützte Spannweiten stellen normalerweise das größere Qualitätsrisiko dar. Ein Teil kann innerhalb eines allgemeinen MIM-Größenbereichs liegen und dennoch Verzug, Lochversatz, Ebenheitsfehler, Rissbildung oder eine instabile Montagepassung aufweisen, wenn seine dimensionale Logik nicht ausgewogen ist. Diese Seite erklärt, welche dimensionalen Merkmale vor dem Werkzeugbau überprüft werden sollten und wann eine sekundäre Bearbeitung, Kalibrierung oder eine Designanpassung erforderlich sein kann.
Engineering Review Perspective
Geschrieben für OEM-Ingenieure, Einkäufer und DFM-Prüfer, die das reale MIM-Produktionsrisiko bewerten
Dieser Artikel ist aus fertigungstechnischer Perspektive strukturiert, nicht aus Marketingsicht. Der Fokus liegt nicht darauf, ob ein Bauteil theoretisch einmal gespritzt werden kann, sondern ob seine dimensionale Logik ein stabiles Füllen, saubereres Entbindern, vorhersagbare Sinterschwindung und realistische Endtoleranzkontrolle unterstützt.
Die Diskussion konzentriert sich bewusst auf Wandstärke, Querschnittsübergänge, Löcher, Schlitze, schlanke Merkmale, flächenempfindliche Geometrie und die praktische Grenze zwischen As-Sintered-Kontrolle und sekundärer Bearbeitung.
Prozesssicht: Formgebung, Entbindern, Sintern, Maßhaltigkeitsrisiko, CNC-Nachbearbeitung und Dimensionsstabilität werden als ein zusammenhängendes System betrachtet.
Nutzen für den Anwender: Ziel ist es, zu beurteilen, ob eine Zeichnung für eine stabile MIM-Produktion geeignet ist, nicht nur, ob sie in CAD fertigbar erscheint.
Redaktioneller Standard: Diese Seite stellt technische Bewertung, fertigungsgerechte Logik und Fehlervermeidung über allgemeine Leistungsbehauptungen.
Warum Abmessungen bei MIM wichtiger sind, als viele Käufer erwarten
Wenn Ingenieure ein MIM-Teil bewerten, sollte die erste Frage nicht sein, ob das Teil einfach “klein genug” ist. Die wichtigere Frage ist, ob seine Dimensionen stabil genug für eine stabile Formgebung, effektives Entbindern, vorhersagbare Sinterschwindung, realistische Toleranzkontrolle im gesinterten Zustand und eine klare Entscheidung für eine sekundäre Bearbeitung kritischer Merkmale sind.
Veröffentlicht MIM-Designrichtlinien zeigen, dass MIM einen breiten Dimensionsbereich abdecken kann, aber diese Referenzfenster sollten als Screening-Richtlinie und nicht als Garantie betrachtet werden, dass jede Geometrie innerhalb dieses Bereichs robust läuft. Kleine Details können dennoch ein Verzugsrisiko bergen, und die Gesamtgröße allein sagt wenig über die Dimensionsstabilität aus.
Eine allgemeine Prozessübersicht finden Sie auch auf unserer Metallpulverspritzgussprozess Seite. Für die Überprüfung auf Zeichnungsebene erklärt unser MIM-Konstruktionsleitfaden wie Geometrieentscheidungen die Herstellbarkeit vor dem Werkzeugbau beeinflussen. Der Kernpunkt ist hier, dass die Größe bei MIM kein passiver Zeichnungsparameter ist. Sie beeinflusst aktiv das Prozessverhalten.
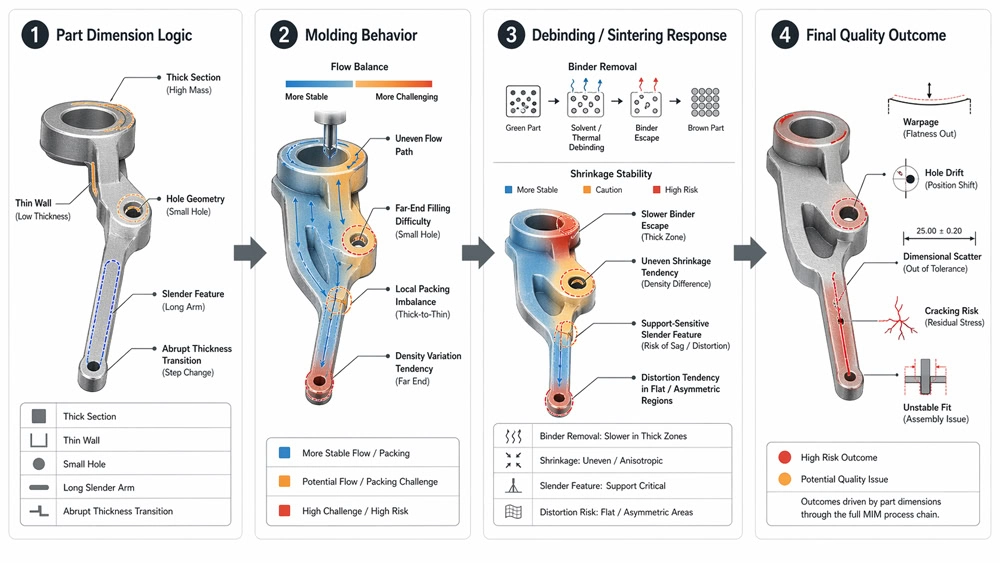
Abbildung 1. Die Teileabmessungen beeinflussen die gesamte MIM-Prozesskette. Wandstärke, Merkmalsgröße und Querschnittsübergänge wirken sich zunächst auf das Füllverhalten aus, dann auf die Entbinderung, die Sinterschwindungsstabilität und die endgültige Maßhaltigkeit.
Wie Abmessungen die gesamte MIM-Prozesskette beeinflussen
1. Beim Spritzgießen
Dimensionen steuern die Fließlänge, Kraftübertragung, Packeffektivität und ob dünne nachgeschaltete Merkmale konsistent gefüllt werden können. Lange dünne Abschnitte, schmale Rippen und abrupte Querschnittsänderungen erhöhen oft das Risiko von Dichteungleichgewichten, unvollständiger Merkmalsdefinition und instabilem Handling des Grünteils.
Wenn Sie untersuchen, wo die dimensionale Instabilität in frühen Prozessschritten beginnt, siehe unsere MIM-Spritzgießen Seite für die Verbindung zwischen Feedstock-Fluss, Kavitätfüllung, Anschnittlogik und Grünteilqualität im Formgebungsprozess.
2. Beim Entbindern
Abmessungen beeinflussen auch, wie leicht das Bindemittel das Teil verlassen kann. Dicke Abschnitte, eingeschlossene Massen und schlechte Austrittswege machen die Entbinderung langsamer und weniger fehlertolerant. In der Praxis erzeugen schwere Querschnitte und abrupte Massenkonzentrationen oft ein höheres Risiko, als viele Käufer erwarten.
Eine ausführlichere Prozesserklärung finden Sie in unserem Leitfaden zum MIM-Entbinderungsprozess, wo die Entfernung des Binders als Vorbereitung für ein stabiles Sintern behandelt wird und nicht als isolierter Schritt.
3. Beim Sintern
Nach dem Entbindern beeinflusst die Größenverteilung die Schwindungskonsistenz, die Stützbedingungen und die Verformungstendenz. Lange ungestützte Spannweiten, dünne flache Oberflächen und asymmetrische Massenverteilung sind häufige Ursachen für Verzug, Biegung und Positionsdrift. Für Dimensionen, die im gesinterten Zustand nicht stabil bleiben können, sollte die Zeichnung angeben, ob Schwindungskompensation, Kalibrierung oder sekundäre Bearbeitung der sicherere Weg ist.
4. Während der Endkontrolle und Montage
Viele Teile versagen nicht, weil die Nennmaße unmöglich sind. Sie versagen, weil die kritischen Toleranzen auf Merkmalen liegen, die nach dem Sintern instabil sind. Lochposition, Ebenheit, Geradheit und Schlitzbreite werden schwierig, wenn ihre Referenzgeometrie während der Schwindung wandert. Die endgültige Maßplanung sollte daher die Zeichnung mit MIM-Toleranzplanung und Inspektion und Prüfung.
Welche Maßdetails beeinflussen die Endqualität am häufigsten
Die wichtigsten Maßprüfpunkte im MIM sind selten nur die äußeren Gesamtabmessungen. In realen Projekten sind die Abmessungen mit dem höchsten Risiko normalerweise funktionale Abmessungen, die sich auf instabilen Merkmalen befinden: Löcher nahe freien Kanten, Schlitze in schwachen Verbindungen, Ebenheitsanforderungen an dünnen Platten oder Montagebezugspunkte auf langer, ungestützter Geometrie.
Maßdetail
Warum es im MIM wichtig ist
Typisches Qualitätsrisiko
Wanddicke
Steuert Füllung, Entbinderungsgeschwindigkeit und lokales Schwindungsverhalten.
Kurzer Schuss, lokale Dichteschwankung, Rissbildung, Verzug, instabile Maße.
Dickenübergänge
Große Dickenunterschiede von dick zu dünn führen zu unterschiedlichen lokalen Prozessreaktionen innerhalb eines Teils.
Verzug, Spannungskonzentration, Maßabweichung, lokale Schwächung.
Länge und Schlankheit
Lange, ungestützte Merkmale neigen während des Sinterns eher zum Biegen oder Verwinden.
Flache Geometrien bieten weniger Widerstand gegen ungleichmäßige Schwindung.
Planheitsfehler, Verzug, instabile Bezugsflächen.
Kritische Maße auf instabilen Merkmalen
Nicht jedes Merkmal ist nach dem Sintern gleichermaßen sicher zu kontrollieren, insbesondere wenn die Toleranz auf einem Merkmal liegt, das sich während der Schwindung bewegt.
Chargenstreuung, Nacharbeit, hoher Prüfaufwand, Kosten für nachträgliche Bearbeitung oder späte Zeichnungsänderungen.
Abbildung 2. Gute dimensionale Logik im MIM bedeutet nicht nur, das Bauteil klein zu halten. Es geht darum, die Wandstärke zu kontrollieren, Querschnittsübergänge zu glätten, schlanke Merkmale zu stützen und kritische Maße auf stabilere Geometrien zu legen.
Wandstärke
Die Wandstärke ist eine der ersten Abmessungen, die überprüft werden sollten. Dicke Querschnitte sind nicht nur ein Kostenproblem. Sie verlangsamen auch die Entbinderung und machen die lokale Schwindung weniger verzeihend. Sehr dünne Querschnitte können ein anderes Problem verursachen: unvollständige Füllung, schwache Grünlinge und empfindliche Handhabung in nachfolgenden Prozessen. In den meisten MIM-Projekten ist ein gleichmäßigeres Wandstärkenmuster wichtiger als einfach die dünnstmögliche Wandstärke anzustreben.
Dickenübergänge
Selbst wenn jede einzelne Wand akzeptabel aussieht, können abrupte Übergänge zwischen dicken und dünnen Bereichen dennoch Instabilität verursachen. Ein dicker Ansatz, der an einem dünnen Arm befestigt ist, oder ein schwerer Flansch, der mit einem schmalen Abschnitt verbunden ist, verhält sich oft wie zwei unterschiedliche Schwindungskörper, die in einem Teil verbunden sind. Diese Diskrepanz ist eine häufige Ursache für Verzug und Dimensionsstreuung.
Lange, schlanke oder ungestützte Merkmale
Ein langes Teil ist nicht automatisch ungeeignet für MIM, aber eine lange ungestützte Geometrie ist während des Sinterns deutlich empfindlicher. Nasen, Gabelarme, schmale Rahmen und schlanke hebelartige Merkmale können das Formen überstehen, sich aber später dennoch bewegen. Die Länge wird nur dann bedeutsam, wenn sie mit lokaler Dicke, Stützlogik und Massenausgleich kombiniert wird.
Löcher, Schlitze und Fenster
Kleine Löcher und Schlitze sollten nicht allein anhand der Nennabmessung beurteilt werden. Wichtiger ist die Frage, wie viel stabiles Material nach der Schwindung um sie herum verbleibt. Tiefe oder schmale Öffnungen in der Nähe freier Kanten oder Schlitze, die auf beiden Seiten dünne Stege hinterlassen, sind häufige Ursachen für Passungsprobleme im Endzustand. Wenn nötig, ist die richtige technische Entscheidung, eine kritische Bohrung oder ein Loch der spanenden Nachbearbeitung zu überlassen, anstatt zu erzwingen, dass es vollständig im Sinterzustand hält.
Große flache Oberflächen und asymmetrische Massenverteilung
Breite dünne Oberflächen mit lokalen Pads, Stufen oder Fenstern verursachen oft Ebenheitsprobleme. Ebenso kann eine asymmetrische Massenverteilung dazu führen, dass eine Seite des Teils anders schrumpft als die andere. Diese Fälle sehen in der frühen Prüfung oft akzeptabel aus, werden aber im Produktionsmaßstab deutlich sichtbarer.
Typische Qualitätsfehler durch schlechte Dimensionslogik
Viele MIM-Defekte sind nicht zufällig. Sie folgen einer ziemlich wiederholbaren Dimensionslogik. Wenn eine Geometrie Dickenungleichgewicht, lange ungestützte Zonen, kleine Öffnungen in schwachen Stegen oder große flache Bereiche aufweist, ist das endgültige Qualitätsproblem in der Regel eines der folgenden: Verzug, Dimensionsdrift, schlechte Montagepassung, instabile Ebenheit oder erhöhte Kosten für die Nachbearbeitung.
Fall 1: Dicker Ansatz + dünner Arm
Ein hebelartiges Teil mag einfach zu spritzen erscheinen, aber sobald eine dicke Montagenase mit einem langen, dünnen Arm verbunden ist, wird die Geometrie deutlich schwieriger gleichmäßig zu schwinden. Die Nase und der Arm verhalten sich beim Entbindern und Sintern nicht gleich. Das Ergebnis sind oft Winkelfehler, Lochpositionsverschiebungen oder eine nicht passende Spitzenposition.
Fall 2: Langer Schlitz + koaxiale Bohrungen
Ein gabelförmiges Teil mit einem schmalen Schlitz und zwei positionskritischen Bohrungen verursacht oft Probleme, da der Schlitz dünne Wände hinterlässt, die sich relativ zueinander bewegen können. Das Problem bei der Endkontrolle kann sich als Aufweitung des Schlitzes, Einfallen nach innen oder Verlust der Lagebeziehung zwischen den Bohrungen zeigen.
Fall 3: Flache Platte + lokale Ansätze
Ein Teil mit einer großen flachen Fläche und mehreren dickeren lokalen Ansätzen kann die ersten Spritzprüfungen bestehen, sich aber nach dem Sintern dennoch verziehen. In diesem Fall liegt das Problem nicht nur in der Größe. Es ist die ungleichmäßige Massenverteilung auf einem schwachen, flachen Grundkörper.
Diese Beispiele veranschaulichen eine allgemeine Regel: Beim MIM tritt der endgültige Fehler oft erst später auf als der dimensionsbezogene Konstruktionsfehler, der ihn verursacht hat.
Abbildung 3. Viele endgültige MIM-Fehler lassen sich auf dimensionslogische Ursachen zurückführen. Dicke Abschnitte, schwache Stege, flache asymmetrische Bereiche und lange ungestützte Merkmale führen nach dem Sintern oft zu Verzug, Rissen, Lochverschiebungen oder instabiler Passung.
Welche Größenbedingungen sind für MIM besser geeignet?
MIM ist in der Regel am stärksten, wenn das Teil klein bis mittelgroß ist, geometrisch komplex und in Stückzahlen produziert wird, die den Werkzeugbau rechtfertigen. Noch wichtiger als die Gesamtgröße ist jedoch, ob die dimensionslogische Konstruktion eine stabile Fertigung unterstützt.
Teile eignen sich in der Regel besser für MIM, wenn sie diese Bedingungen kombinieren:
Die Wandstärke ist angemessen kontrolliert und wird nicht von abrupten Dünn-zu-Dick-Sprüngen dominiert.
Kritische Merkmale sind nicht alle auf langen, ungestützten Geometrien konzentriert.
Lochgrößen, Schlitze und feine Details werden durch ausreichend umgebende Stützung ausgeglichen.
Große flache Oberflächen sind begrenzt oder strukturell ausgeglichen.
Nicht jede kritische Toleranz wird in den gesinterten Zustand gezwungen.
Die Materialauswahl interagiert auch mit dem dimensionsstabilen Verhalten. Wenn Sie Legierungsoptionen hinsichtlich Toleranz, Festigkeit, Korrosionsbeständigkeit oder Nachbearbeitungsanforderungen vergleichen, lesen Sie unseren Leitfaden zu MIM-Werkstoffen. Wenn das Problem eher die Konstruierbarkeit als die Werkstoffwahl ist, nutzen Sie unseren DFM für MIM Leitfaden zur Überprüfung der Zeichnung vor der Werkzeugerstellung.
Abbildung 4. Ein Teil ist nicht allein deshalb für MIM geeignet, weil es in einen allgemeinen Größenbereich passt. Die bessere Bewertung ist, ob seine Abmessungen eine stabile Füllung, Entbindern, Schwindungskontrolle und einen wirtschaftlichen Toleranzplan unterstützen.
Praktische DFM-Checkliste vor dem Werkzeugbau
Bevor Ingenieure und Einkäufer ein MIM-Design freigeben, sollten sie mehr als nur die Nennmaße auf der Zeichnung prüfen. Die folgenden Fragen zur Maßhaltigkeit sind oft hilfreicher als eine einfache Ja/Nein-Prüfung anhand eines generischen Größenbereichs.
Prüfung 1: Ist die Wanddicke einigermaßen gleichmäßig oder gibt es große lokale Massenkonzentrationen?
Prüfung 2: Sind die Übergänge von dick zu dünn allmählich oder erzeugen sie eine offensichtliche Schwindungsungleichheit?
Prüfung 3: Werden lange Merkmale während des Sinterns strukturell gestützt oder können sie sich frei verbiegen?
Prüfung 4: Lassen Löcher und Schlitze nach der Schwindung genügend stabiles Material um sich herum?
Prüfung 5: Sind die kritischsten Maße den stabilsten Merkmalen zugeordnet?
Prüfung 6: Welche Maße sollten im Sinterzustand bleiben und welche sollten später bearbeitet oder anderweitig korrigiert werden?
Prüfung 7: Wurde die Anordnung von Anguss und Stützstrukturen frühzeitig mit dem MIM-Lieferanten besprochen?
Prüfung 8: Ist das Qualitätsziel für das gewählte Material, die Geometrie und den Fertigungsweg realistisch?
Für die Formulierung von Normen und Werkstoffspezifikationen ist es empfehlenswert, die entsprechenden MPIF-Standards zu prüfen, anstatt sich nur auf allgemeine Leistungsangaben zu verlassen. Ein reales Produktionsbeispiel, das zeigt, wie geometrieabhängige Merkmale eine stärkere Prozessunterstützung erfordern können, finden Sie hier Branchenbeispiel von MPIF.
Hinweis zur Zeichnungsprüfung: Wenn mehrere Checklistenpunkte auf Ihr Teil zutreffen, sollte der nächste Schritt keine einfache “MIM Ja oder Nein”-Antwort sein. Die sicherere Prüfung besteht darin, Maße zu trennen, die nach dem Sintern beibehalten werden können, von Maßen, die möglicherweise Werkzeugkompensation, Kalibrierung, CNC-Nachbearbeitung oder Prüfkontrolle erfordern. Sie können Zeichnung für MIM-Prüfung einreichen wenn diese Entscheidungen aus der Zeichnung allein nicht klar hervorgehen.
Praktische Anzeichen dafür, dass Teileabmessungen eine MIM-Ingenieurprüfung erfordern
Einige Maßrisiken sind vor der Werkzeugerstellung leichter zu erkennen als nach der Bemusterung. Die folgenden Anzeichen bedeuten nicht, dass das Teil für MIM ungeeignet ist, aber sie weisen darauf hin, dass die Zeichnung vor dem Werkzeugdesign, der Toleranzfestlegung oder der Angebotsfinalisierung einer technischen Prüfung bedarf.
Praktisches Anzeichen auf der Zeichnung
Warum eine Prüfung erforderlich ist
Wahrscheinliche technische Entscheidung
Ein dicker Steg verbindet sich mit einem dünnen Arm
Der Steg und der Arm können unterschiedlich schwinden, was zu Winkelfehlern oder einer Verschiebung der Lochposition führt.
Wandübergang, Stützlogik, Anschnittposition und ob eine lokale Toleranz bearbeitet werden muss, prüfen.
Ein langer Schlitz hinterlässt schwache Stege
Dünne Stege können sich beim Sintern ausbreiten, kollabieren oder bewegen.
Schlitzbreite, Stegstabilisierung, Prüfbezugspunkt und mögliche Korrektur nach dem Sintern prüfen.
Kritische Löcher sind nahe an freien Kanten
Kantenbewegung während der Schwindung kann die Lochposition oder Rundheit verschieben.
Entscheiden, ob das Loch nach dem Sintern geformt werden kann oder nach dem Sintern bearbeitet werden soll.
Große ebene Flächen umfassen lokale Pads oder Stufen
Ungleichmäßige Masse auf einer dünnen ebenen Fläche kann zu Verzug und instabiler Ebenheit führen.
Überprüfen Sie Massenbilanz, Sinterstützen, Ebenheitstoleranz und Inspektionsmethode.
Alle funktionalen Toleranzen sind im gesinterten Zustand erforderlich
Einige Toleranzen können nach dem Sintern realistisch sein, während andere Nacharbeit und Inspektionsaufwand erhöhen können.
Trennen Sie Maße im gesinterten Zustand von Maßen, die Kalibrierung, Bearbeitung oder eine engere Inspektionskontrolle erfordern.
Ein langes, ungestütztes Merkmal beeinflusst die Montagepassung
Selbst kleine Verbiegungen oder Verdrehungen können zu Montage-Fehlanpassungen führen.
Überprüfen Sie Geradheit, Bezugsstrategie, Vorrichtungshalterung und den gesamten Toleranzstapel.
Praktische Schlussfolgerung: Die Maßprüfung sollte vor dem Werkzeugbau erfolgen, nicht nach den ersten Versuchsteilen. Wenn die Zeichnung mehrere dieser Anzeichen aufweist, verwenden Sie Zeichnung zur Prüfung einreichen damit der MIM-Prozess, der Toleranzplan und die Strategie für Sekundärbearbeitungen gemeinsam geprüft werden können.
Verwandte Qualitätsfaktoren in dieser MIM-Teilqualitätsserie
Teilmaße sind nur ein Qualitätsfaktor. Die endgültige MIM-Teilqualität wird normalerweise durch die kombinierte Wirkung von Teilkonstruktion, Materialauswahl, Werkzeugkonstruktion, Feedstock-Verhalten, Spritzgießen, Entbindern, Sintern und Inspektion bestimmt. Nutzen Sie die zugehörigen Seiten unten, um die gesamte Qualitätskette zu überprüfen, ohne die Seitenhoheit jedes Themas zu vermischen.
Verwenden Sie dies, wenn die Legierungsauswahl das Schwindungsverhalten, die Festigkeit, die Korrosionsbeständigkeit oder die Anforderungen an die Oberflächenbearbeitung beeinflusst.
Überprüfen Sie, wie die Maßhaltigkeitsprüfung die Toleranzbestätigung, die funktionale Passform und die Qualitätskontrolle in der Produktion unterstützt.
FAQ: Teileabmessungen und MIM-Qualität
Warum beeinflussen Teileabmessungen die MIM-Qualität so stark?
Weil die Abmessungen das Fließverhalten beim Spritzgießen, die Binderentfernungswege beim Entbindern und die Schwindungsstabilität beim Sintern direkt beeinflussen. Beim MIM wirkt sich die dimensionale Konstruktion auf das Prozessverhalten vom Grünling bis zur Endkontrolle aus.
Ist ein dickerer Querschnitt beim MIM immer sicherer?
Nein. Dickere Querschnitte können zwar die lokale Steifigkeit verbessern, verlangsamen aber oft das Entbindern und erhöhen das Risiko einer ungleichmäßigen Schwindung. In vielen Fällen ist ein gleichmäßigerer Querschnitt sicherer als ein lokal überdimensionierter.
Welche dimensionalen Merkmale verursachen beim MIM am häufigsten Verzug?
Häufige Verzugsursachen sind große flache Bereiche, asymmetrische Massenverteilung, lange ungestützte Merkmale und abrupte Übergänge von dick zu dünn. Diese Bedingungen führen zu einer weniger ausgewogenen Schwindung während des Sinterns.
Sind kleine Löcher und dünne Wände immer für MIM geeignet?
Nicht automatisch. Kleine Merkmale sind technisch oft möglich, aber die Eignung hängt vom Fließweg, der lokalen Abstützung, der verbleibenden Stegbreite, dem Materialsystem und der geforderten Endtoleranz ab. Einige kritische Löcher werden besser nach dem Sintern maschinell bearbeitet.
Wie erkennt man, ob ein Bauteil maßlich für MIM geeignet ist?
Ein geeignetes MIM-Bauteil wird nicht allein anhand der Gesamtgröße beurteilt. Der bessere Test ist, ob die Geometrie eine stabile Füllung, eine effektive Entbinderung, eine vorhersagbare Sinterschwindung, realistische Sintertoleranzen und einen wirtschaftlichen Gesamtprozessweg unterstützt.
Fazit
Beim MIM beschreiben Maße nicht nur das Bauteil. Sie prägen den Prozess. Ein Bauteil kann innerhalb eines veröffentlichten Größenfensters liegen und dennoch schlecht abschneiden, wenn seine Wandstärken, Übergänge, Löcher, flachen Oberflächen oder ungestützten Spannweiten maßlich unausgewogen sind.
Die zuverlässigsten MIM-Teile sind nicht diejenigen, die an jede geometrische Grenze getrieben werden. Es sind diejenigen, deren Abmessungen für eine stabile Füllung, eine sauberere Entbinderung, eine besser vorhersagbare Schwindung und eine realistische Qualitätskontrolle nach dem Sintern ausgelegt sind. Wenn das Maßrisiko unklar ist, ist der nützlichste nächste Schritt eine frühzeitige Zeichnungsprüfung, anstatt zu warten, bis der Werkzeugbau oder die Versuchsproduktion das Problem aufdecken.
Benötigen Sie eine Dimensionsprüfung vor dem MIM-Werkzeugbau?
Wenn Ihre Zeichnung Übergänge von dick nach dünn, kleine Bohrungen, lange freitragende Merkmale, flachheitsempfindliche Oberflächen oder kritische Abmessungen enthält, die im gesinterten Zustand schwer einzuhalten sein könnten, kann eine frühzeitige MIM-Konstruktionsprüfung dazu beitragen, stabile Abmessungen von Merkmalen zu trennen, die eine Kalibrierung, Nachbearbeitung oder Konstruktionsanpassung erfordern.
Senden Sie die Zeichnung vor dem Werkzeugbau, damit wir gemeinsam die Dimensionsstabilität, das Schwindungsrisiko, die Erwartungen an die Toleranzen im gesinterten Zustand, die Inspektionsanforderungen und mögliche Nachbearbeitungen nach dem Sintern prüfen können.