MIMプロセス品質 金型設計は、フィードストックがキャビティをどのように充填するか、グリーン部品の密度がどのように均一になるか、エジェクション中に脆い形状がどのようにサポートされるか、そして脱脂および焼結中に部品がどれだけ予測可能に収縮するかを制御するため、MIM部品の品質に影響を与えます。キャビティを充填する金型が、必ずしも安定した…
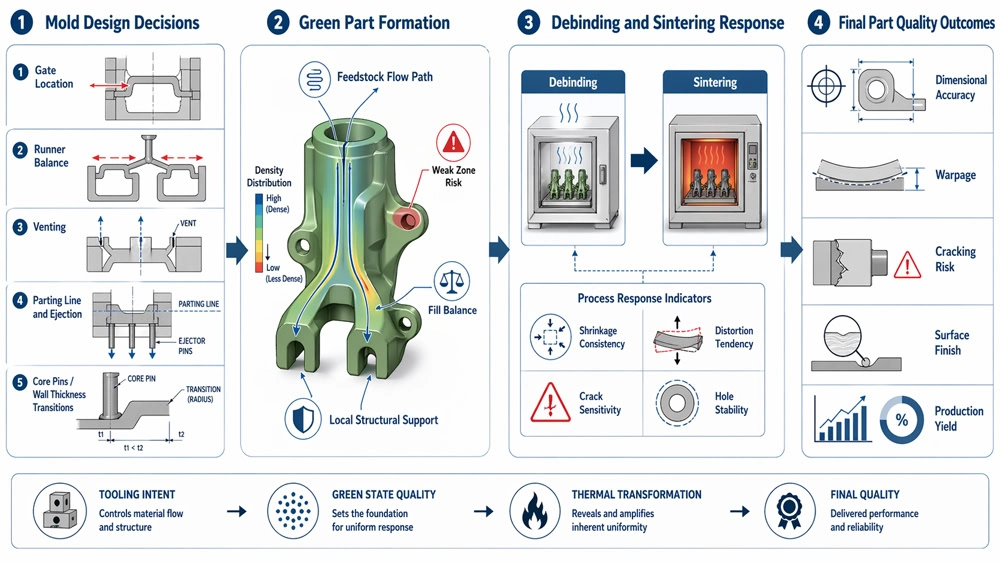
金型設計は、フィードストックがキャビティをどのように充填するか、グリーン部品の密度がどのように均一になるか、エジェクション中に脆い形状がどのようにサポートされるか、そして脱脂および焼結中に部品がどれだけ予測可能に収縮するかを制御するため、MIM部品の品質に影響を与えます。キャビティを充填する金型が、必ずしも安定した最終部品を製造できるとは限りません。ゲート位置、ランナーバランス、ベント、パーティングラインの配置、エジェクターサポート、コアピンの安定性、収縮に敏感なジオメトリなどは、後で反り、ひび割れ、寸法ずれ、バリ、表面欠陥、または不安定な穴位置として現れる隠れた品質リスクを生み出す可能性があります。このため、MIM金型設計は、単なる金型製作作業としてだけでなく、早期の部品品質決定としてレビューされるべきです。.
この記事は、XTMIMのMIM部品品質シリーズの一部です。より広範な品質管理フレームワークについては、まずこちらから開始し、次にこのページを使用して、金型リリース前にレビューすべき金型関連のリスクを評価してください。 MIMにおける部品品質に影響を与える要因, この品質管理シリーズでは、金型設計は、部品ジオメトリ、射出成形挙動、および下流プロセスの安定性をつなぐ架け橋となります。のデータによると、.
エンジニアリングノート: MIMでは、完全なグリーンパーツを成形できる金型であっても、充填バランス、密度分布、脆弱部のサポートが最初から正しく設計されていなければ、不安定な焼結部品を生み出す可能性があります。.
重要なポイント: 最終的なMIM品質の問題の多くは、部品が炉に到達するずっと前の金型設計の問題に起因します。.
MIMにおいて金型設計が非常に重要な理由
まだ図面レビュー中のプロジェクトについては、専用の Metal Powder Industries Federation (MPIF), 、MIMプロセスは、微細な金属粉末フィードストック、射出成形、脱脂、焼結を単一の製造ルートに統合したものです。MIMAの プロセス概要 でも、MIMが複雑な形状の部品を良好な寸法公差で製造でき、高容量のマルチキャビティ生産に対応できることが強調されています。このプロセスチェーンが重要なのは、グリーンパートの状態がその後のすべてに強く影響するからです。.
金型が不均一な流動、エアトラップ、弱い接合部、または局所的な密度の不安定性を生み出す場合、部品はすぐに不良にならないかもしれません。代わりに、その欠陥は後になって変形、割れ、穴位置のずれ、寸法変動、または外観不良として現れる可能性があります。.
これが、金型設計を単なる金型コストの問題としてレビューすべきではない理由です。それは部品品質の問題です。低コストの金型コンセプトであっても、金型調整時間、スクラップ、寸法不安定性、または試作サイクルの増加を招く場合、より高コストな生産選択肢になり得ます。.
実用的なエンジニアリングの論理はシンプルです。 金型設計がグリーンパートの均一性を決定し、グリーンパートの均一性が熱プロセスの安定性を決定し、熱プロセスの安定性が最終部品の品質を決定します。. が、金型製作開始前のDFM決定にこの品質ロジックを組み込むのに役立ちます。 MIM金型設計ガイド 最も有用な金型品質レビューは、一般的な金型チェックリストではありません。金型が、後で最終品質欠陥となるフローの不均衡、閉じ込められた空気、グリーン部品の強度不足、サポートされていない形状、または密度のばらつきをどのように生み出す可能性があるかを問います。通常、以下の領域は、金型リリース前に最も綿密なレビューに値します。.
金型設計が部品品質に最も影響を与えるポイント
重要な穴、薄肉部、平坦な面、または急峻な遷移部が、フロー再合流の悪い領域の近くにある場合、品質リスクは著しく高まります。生産では、これらの問題は、バッチ間やキャビティ間で、不安定な寸法、局所的な変形、または予測不可能なばらつきとして現れることがよくあります。この特定の決定に関する詳細なレビューについては、専用ガイドを参照してください。.
1. ゲート位置とランナーバランス
ゲート位置はMIM金型において最も影響力のある決定事項の一つです。材料がキャビティにどのように入るか、フローフロントがどこまで移動するか、ウェルドラインがどこに形成されるか、圧力が部品の異なる領域にどのように伝達されるかを制御します。ゲート位置が不適切でもグリーンパートは充填されますが、密度の不均衡、弱い再結合部、外観不良、後の焼結収縮の不安定性という形で隠れたリスクを生み出すことがよくあります。.
MIMプロジェクトレビューで最もよくある間違いの1つは、金型の成功を早期に判断することです。完全に充填され、正常にエジェクトされた部品は、実際の品質テストの始まりにすぎません。より重要な質問は、成形されたグリーン部品が、安定した収縮と許容可能な最終ジオメトリで脱脂および焼結を乗り越えるのに十分に均一であるかどうかです。だからこそ、金型設計は、 MIMゲート設計.

重要なポイント: ゲート配置が悪くても部品は充填される可能性がありますが、充填の成功は密度バランスや収縮の安定性を保証するものではありません。.
このエンジニアリングの論理は、発表された文献によっても裏付けられています。高精度MIM部品に関する2026年のプロセス最適化研究では、ゲート位置が流動挙動、残留応力、収縮分布に強く影響することが指摘されています。2024年の収縮研究でも、MIMの収縮ばらつきの多くは、すでにグリーン成形段階で生じた密度の不均一性に起因することが報告されています。実用的には、ゲート戦略は単なる充填の決定ではなく、最終品質の決定であることを意味します。.
出典: International Journal of Advanced Manufacturing Technology – 2026年 ゲート位置研究 | 金属射出成形(MIM)における収縮の分析(2024年)
2. ベントとエアトラップの制御
ベントは初期の金型設計段階で軽視されがちですが、キャビティ充填の安定性と表面品質に直接影響します。空気が効果的に排出されないと、充填不足、局所的なバーン状の跡、不安定な表面仕上げ、または充填困難な部位での内部欠陥が発生する可能性があります。.
MIMでは、フィードストックの挙動が通常のプラスチック成形とは異なるため、この点はさらに重要です。成形段階でキャビティ充填が不安定であれば、後工程で均一性を回復することはできません。したがって、不十分なベントは単なる金型の詳細問題ではなく、部品品質リスクとして扱う必要があります。.
3. パーティングラインとイジェクション戦略
パーティングラインの設計は、バリのリスク、形状の再現性、外観品質に影響します。イジェクション戦略は、グリーンパートが安定した支持のもとでキャビティから離型されるか、局所的な変形を伴うかを左右します。イジェクタの力が脆弱な部分、薄肉部、または支持されていない突起部に集中すると、グリーンパートに隠れた応力やわずかな変形が生じ、後工程でさらに悪化する可能性があります。.
これらの詳細は、重要な面が清浄、平坦、シール性、または寸法安定性を要求される場合に特に重要です。パーティングラインの配置やイジェクタレイアウトが不適切でも、即座に不良となるとは限りませんが、プロセスウィンドウを狭め、試作時の調整難易度を高めることがよくあります。.
4. コアピン、穴、薄肉部、断面遷移部
敏感な形状と金型設計は常に併せて検討する必要があります。深い止まり穴、細長いコアピン、支持されていない薄肉部、急激な肉厚変化、大きな平坦面はすべて、安定した成形と安定した収縮の難易度を高めます。問題は単にこれらの形状が難しいということではありません。実際の問題は、局所的な密度変動、イジェクション応力、脱脂や焼結時の変形に対してより敏感であることです。.
The 金属射出成形協会の設計ガイダンス キャビティ設計、抜き勾配、フィレット、穴の向き、パーティングライン戦略の重要性を強調しています。これらの要因は寸法能力と製造性に直接影響を与えるためです。実際には、金型の最大のリスクは通常、形状と金型レイアウトの相互作用から生じ、単一の特徴だけから生じるわけではありません。.

重要なポイント: 金型関連の品質リスクの最大のものは、通常、敏感な形状と金型レイアウトの相互作用から生じ、単一の特徴だけから生じるわけではありません。.
金型設計はキャビティ充填で終わらない
射出成形品質 脱脂および焼結品質 および と合わせてレビューされるべきです。, 独立した金型トピックとしてではなく。.
ここで金型設計が長期的な影響を持ちます。ゲート、ベント、支持、断面遷移のロジックがバランスが取れていれば、グリーンパーツは熱処理中に予測可能な挙動を示す可能性が高くなります。金型が不均一な密度や局所的な弱点を生み出す場合、後で次のような兆候が現れることがよくあります。
- 焼結後の反り
- 重要な特徴部の寸法変動
- 薄肉部や応力集中部での割れ
- 穴位置の変動や平坦性の不安定性
- ロット間のばらつきが大きい
公開された焼結研究により、この現象の理由が明らかになっています。2015年に発表されたMIM部品の応力発展に関する研究では、焼結時に低密度領域が高密度領域よりも速く収縮し、内部応力を発生させて変形リスクを高めることが報告されています。つまり、炉内工程で見られる症状の多くは、実際には上流の金型工程の問題が隠れているのです。.
エンジニアが金型リリース前に確認すべきこと
強力なMIM金型レビューは、金型が製作可能かどうかだけでなく、品質ロジックに焦点を当てるべきです。金型設計をリリースする前に、エンジニアリングチームは、金型戦略が部品の実際の品質優先事項(寸法精度、表面状態、平面度、穴の安定性、強度に敏感な領域、および長期的な再現性)をサポートしているかどうかを確認する必要があります。これはまた、高価な金型変更が必要になる前に、図面フィーチャー、ゲート戦略、トライアルフィードバック、および下流の品質ターゲットを接続できる場所でもあります。 MIM金型レビュー 代表的なエンジニアリングシナリオ:焼結後に金型リスクが現れる場合.
ゲート位置
重要なフィーチャー付近に弱い再結合ゾーンを作らず、流路がそれらをサポートすることを確認します。.
ランナーと充填バランス
材料が敏感な領域に安定かつ予測可能な順序で到達するかどうかを確認します。.
ガス抜き
薄肉部や閉鎖端部でのエアトラップリスクを低減し、充填安定性を保護します。.
パーティングラインの配置
バリや型ずれのリスクを、重要な表面や外観面から遠ざけます。.
突き出しサポート
脆弱なグリーンパート領域を、離型時の局所的な応力や変形から保護します。.
断面の遷移
急激な肉厚変化や支持されていない詳細部が変形リスクを高めるかどうかを確認します。.
収縮に敏感な形状
穴、平面、薄肉部、長い未支持領域など、追加のレビューが必要な箇所を特定します。.
品質目標の整合
金型コンセプトがプロジェクトの実際の公差や性能要件と一致していることを確認します。.

重要なポイント: 金型関連の品質リスクを修正するのに最もコストがかからないタイミングは、金型リリース前であり、トライアル部品が不合格になり始めた後ではありません。.
この段階でも規格と材料データは重要です。例えば、エンジニアはベースラインの材料特性とプロジェクトの期待値を議論する際に、一般的に MPIF規格35-MIM を参照します。また、MPIFは金属射出成形部品に使用される材料規格の2025年版アップデートを発表しました。強固な材料データは重要ですが、最初から不安定なグリーンパート状態を生み出す金型コンセプトを補うことはできません。.
代表的なMIM金型レビューは、トライアル成形が許容範囲に見えても、焼結部品に穴のずれ、平面度のばらつき、または局所的な歪みが生じる場合に始まることがよくあります。この状況では、最初の仮定は炉プロファイル(焼結温度プロファイル)の調整が必要であるということがよくあります。それは部分的には真実かもしれませんが、エンジニアリングチームは、熱処理プロセスが開始される前に、ゲート位置、ランナーバランス、ベント、エジェクターサポート、および局所的な肉厚遷移が不均一なグリーン密度(成形直後の部品の密度)を生み出したかどうかをレビューする必要があります。
この種のシナリオは、単一の顧客事例ではありません。これは、MIMプロジェクトレビューにおける一般的なエンジニアリングパターンです。欠陥は脱脂または焼結後に現れますが、根本原因は金型によって導入された可能性があります。金型コンセプトを部品設計、材料挙動、およびプロセス制御と合わせてレビューすることは、炉パラメータの調整だけよりも通常、より明確な道筋を与えます。.
このMIM部品品質シリーズの関連記事.
焼結問題に見えて実は金型に起因するよくある間違い
“「炉が反りを引き起こした。」”
場合によってはその通りですが、多くの場合、根本原因はより早期の、アンバランスな充填、弱い支持、または密度に敏感な金型条件に置かれた形状にあります。炉が問題を明らかにすることはあっても、必ずしも問題を生み出したわけではありません。.
“「充填できたから金型は問題ない」”
充填はチェックポイントの一つに過ぎません。より重要なのは、グリーンパーツが均一で、後で一貫した収縮が得られるかどうかです。充填が成功しても、安定したプロセスウィンドウが証明されたわけではありません。.
“「後でプロセス調整で修正できる」”
プロセス調整は周辺的な改善には役立ちますが、根本的に弱いゲート設計、ベント設計、エジェクション設計、サポート設計を修正することはほとんどありません。不適切な金型設計は、ばらつき、低歩留まり、試作期間の長期化として現れることが多いです。.
“「金型の複雑さは自動的に品質を向上させる」”
必ずしもそうではありません。スライドやインサート、複雑な金型動作を増やすことで、特定の形状は実現可能になりますが、同時に公差の累積、メンテナンス負荷、新たな不安定要因を追加する可能性があります。最適な金型は、通常、品質目標を守る最もシンプルで堅牢な設計です。.
参考規格、設計ガイダンス、文献
MIM金型戦略を評価するエンジニアリングチームにとって、最も有用な外部参考資料は、一般的な製造に関する記事ではなく、成形段階の条件と最終的な寸法・変形結果を結びつける正式な規格、協会の設計ガイダンス、プロセス研究です。.
-
MPIF規格35-MIM – 金属射出成形部品の材料規格.
MPIF規格を表示 -
MPIF 2025年版のお知らせ – 現在の更新サイクルと新規追加・更新されたMIM材料を確認します。.
2025年版のお知らせを読む -
MIMA – MIMによる複雑設計 – 金型キャビティ設計が寸法管理に本質的な制限を設ける理由を説明します。.
設計ガイダンスを読む -
MIMA – プロセス概要:MIM – 複雑形状、寸法管理、マルチキャビティ生産におけるMIMの能力を概説します。.
プロセス概要を読む -
金属射出成形(MIM)における収縮の分析(2024年) – MIMの収縮ばらつきが射出成形時に形成される密度不均一性に強く関連することを示します。.
収縮に関する研究を読む -
ゲート位置最適化研究(2026年) – 精密MIM部品におけるゲート位置が流動挙動、残留応力、および収縮分布に与える影響を明らかにします。.
ゲート位置の研究を読む -
金属射出成形部品の焼結時における応力の進展(2015年) – 焼結中の密度差が応力や変形を引き起こす理由を示しています。.
焼結応力の研究を読む
金型設計は品質ドライバーの1つにすぎません。最終的なMIM部品の品質に影響を与える部品設計、材料選択、フィードストック、射出成形、脱脂、焼結、および寸法がどのように連携するかをレビューするには、以下の関連記事を使用してください。
図面に薄肉、深穴、平面度に敏感な面、厳しい位置公差、または複雑なゲート制約が含まれている場合は、.
結論
金型設計は、MIMにおける最も初期かつ最も強力な品質要因の一つです。金型は、フィードストックの充填、グリーンパートの安定性、脱脂と焼結の予測可能性、そして量産における最終部品の一貫性に影響を与えます。.
最も重要な教訓は次の通りです。 部品を製造できる金型は、必ずしも一貫して高品質な部品を製造できる金型ではありません。. 優れたMIM金型は、キャビティを充填するだけでなく、その後の全工程チェーンに適切な品質基盤を構築する必要があります。.
そのため、最良の金型レビューは、決して単独の金型レビューではなく、高額な後工程の修正を防ぐために早期に実施される部品品質レビューなのです。.
金型リリース前に 図面をレビューのために提出する ことで、金型関連の品質リスクを早期にチェックできます。.
よくある質問
これらの質問は、金型設計と最終的なMIM部品の品質との実用的な関係に焦点を当てています。.
金型設計は、フィードストックの充填、パッキング、ベント、離型、およびグリーンパートの形成に影響を与えます。金型が不安定な流動、弱い支持、または局所的な密度の不均衡を引き起こすと、最終結果として反り、割れ、寸法変動、バリ、または表面欠陥が後で現れる可能性があります。.
ゲート位置は、流動方向、ウェルドライン位置、圧力伝達、および局所的なパッキング挙動に影響を与えます。不適切なゲート戦略は、重要な特徴部近くに弱い再結合ゾーンを配置し、不均一な密度、変形、および不安定な収縮のリスクを高めます。.
はい、間接的にです。金型自体は焼結を制御しませんが、グリーンパートの品質と均一性を制御します。充填バランス、ベント、離型サポート、および形状処理が改善されると、その後の熱処理中に安定した収縮が発生する可能性が高まります。.
これらの詳細は、バリのリスク、外観品質、および離型中のグリーンパートの安定性に影響を与えます。パーティングラインやエジェクタマークが重要なシール面、外観面、または精密領域に位置する場合、品質リスクは直ちに高まります。.
いいえ。スライド、インサート、複雑な動作により特定の形状が可能になりますが、公差の累積、メンテナンスの必要性、不安定性の原因が増えることもあります。最良の金型は、通常、実際の品質目標を保護する最もシンプルで堅牢な設計です。.
最適なタイミングは金型リリース前です。金型設計は、部品形状、材料選定、公差目標、表面要件、焼結後工程と併せてレビューする必要があります。金型製作後に品質問題を修正するのは、通常、時間がかかり、コストもはるかに高くなります。.







