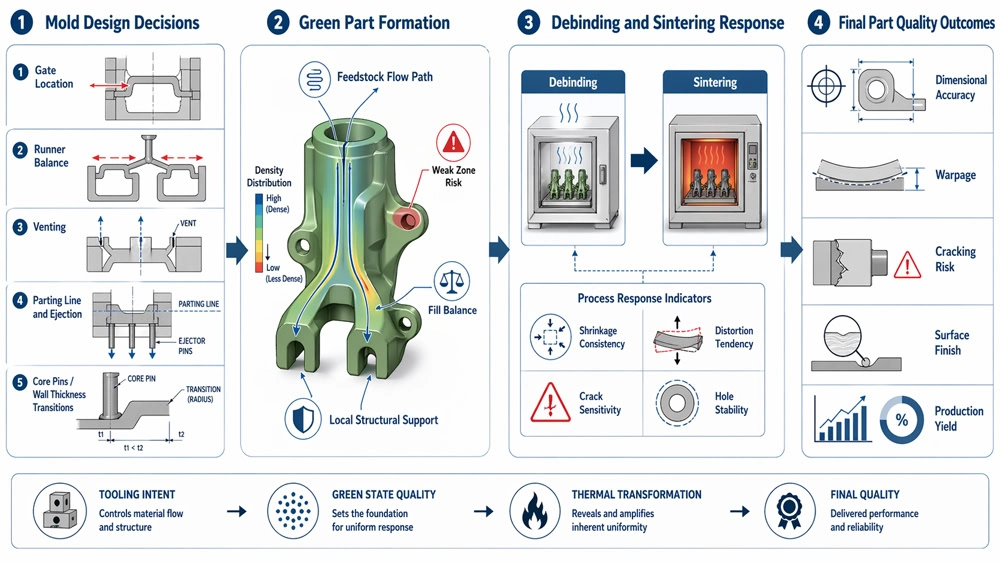
Die Werkzeugkonstruktion beeinflusst die Qualität von MIM-Teilen, da sie steuert, wie das Feedstock die Kavität füllt, wie ausgewogen die Dichte des Grünteils wird, wie empfindliche Merkmale beim Auswerfen unterstützt werden und wie vorhersagbar das Teil beim Entbindern und Sintern schrumpft. Ein Werkzeug, das die Kavität füllt, ist nicht automatisch ein Werkzeug, das stabile …
Die Werkzeugkonstruktion beeinflusst die Qualität von MIM-Teilen, da sie steuert, wie das Feedstock die Kavität füllt, wie ausgewogen die Dichte des Grünteils wird, wie empfindliche Merkmale beim Auswerfen unterstützt werden und wie vorhersagbar das Teil beim Entbindern und Sintern schrumpft. Ein Werkzeug, das die Kavität füllt, ist nicht automatisch ein Werkzeug, das stabile Endteile produziert. Angussort, Verteilerbalance, Entlüftung, Trennflächenplatzierung, Auswerferunterstützung, Kernstiftstabilität und schwindungsempfindliche Geometrien können versteckte Qualitätsrisiken erzeugen, die später als Verzug, Rissbildung, Dimensionsdrift, Gratbildung, Oberflächenfehler oder instabile Lochpositionen auftreten. Aus diesem Grund sollte die MIM-Werkzeugkonstruktion als frühe Entscheidung zur Teilequalität geprüft werden, nicht nur als Aufgabe der Werkzeugkonstruktion.
Dieser Artikel ist Teil der MIM-Teilqualitätsserie von XTMIM. Für den umfassenderen Qualitätskontrollrahmen beginnen Sie mit Was beeinflusst die Teilequalität beim MIM?, und nutzen Sie diese Seite, um die werkzeugbezogenen Risiken zu bewerten, die vor der Freigabe des Werkzeugs geprüft werden sollten.
Technischer Hinweis: Beim MIM kann ein Werkzeug, das einen vollständigen Grünling produziert, dennoch instabile Sinterteile erzeugen, wenn Füllbalance, Dichteverteilung und Unterstützung schwacher Merkmale von Anfang an nicht korrekt ausgelegt wurden.
Wichtigste Erkenntnis: Viele finale MIM-Qualitätsprobleme beginnen als Werkzeugkonstruktionsprobleme, lange bevor das Teil den Ofen erreicht.
Warum die Werkzeugkonstruktion im MIM so wichtig ist
In dieser Qualitätskontrollserie ist die Werkzeugkonstruktion die Brücke zwischen Teilegeometrie, Spritzgießverhalten und nachgelagerter Prozessstabilität. Gemäß dem Metal Powder Industries Federation (MPIF), kombiniert der MIM-Prozess feines Metallpulver-Feedstock, Spritzgießen, Entbindern und Sintern zu einem einzigen Fertigungsweg. Die Prozessübersicht von MIMA hebt zudem die Fähigkeit von MIM hervor, komplexe Teile mit guter Maßtoleranzkontrolle herzustellen und die Produktion in hohen Stückzahlen mit Mehrfachkavitäten zu unterstützen. Diese Prozesskette ist wichtig, weil der Zustand des Grünlings alles, was später passiert, stark beeinflusst.
Wenn das Werkzeug ungleichmäßige Strömung, eingeschlossene Luft, schwache Verbindungen oder instabile lokale Dichte erzeugt, kann das Teil nicht sofort versagen. Stattdessen kann der Defekt später als Verzug, Rissbildung, Lochverschiebung, Maßabweichung oder kosmetische Unregelmäßigkeit auftreten.
Deshalb sollte die Werkzeugkonstruktion nie nur als Kostenfaktor für das Werkzeug betrachtet werden. Es ist eine Frage der Teilequalität. Ein kostengünstigeres Werkzeugkonzept kann sich dennoch als teurere Produktionswahl erweisen, wenn es mehr Zeit für Werkzeuganpassungen, Ausschuss, Maßinstabilität oder wiederholte Versuchszyklen erfordert.
Die praktische technische Logik ist einfach: Die Werkzeugkonstruktion bestimmt die Gleichmäßigkeit des Grünlings, die Gleichmäßigkeit des Grünlings bestimmt die thermische Prozessstabilität, und die thermische Prozessstabilität bestimmt die endgültige Bauteilqualität. Für Projekte, die sich noch in der Zeichnungsprüfung befinden, kann die dedizierte MIM-Formenbau-Leitfaden helfen, diese Qualitätslogik vor Beginn des Werkzeugbaus mit DFM-Entscheidungen zu verknüpfen.
Wo die Werkzeugkonstruktion die Bauteilqualität am meisten beeinflusst
Die nützlichste Werkzeugqualitätsprüfung ist keine generische Checkliste für Werkzeuge. Sie fragt, wo das Werkzeug Flussungleichgewichte, eingeschlossene Luft, Grünteil-Schwäche, ungestützte Geometrie oder Dichteabweichungen erzeugen kann, die später zu einem Endqualitätsfehler werden. Die folgenden Bereiche verdienen in der Regel die genaueste Prüfung vor der Werkzeugfreigabe.
1. Angusslage und Werkzeugauswuchtung
Die Angusslage ist eine der einflussreichsten Entscheidungen im MIM-Werkzeugbau. Sie steuert, wie das Material in die Kavität gelangt, wie weit die Fließfront wandern muss, wo Bindenähte entstehen und wie der Druck auf verschiedene Bereiche des Bauteils übertragen wird. Eine ungünstige Angusslage kann zwar noch einen gefüllten Grünling erzeugen, birgt jedoch oft versteckte Risiken in Form von Dichteungleichgewichten, schwachen Wiedervereinigungsbereichen, kosmetischen Fehlern und späterer Sinterschwindungsinstabilität.
Wenn kritische Löcher, dünne Abschnitte, flache Flächen oder scharfe Übergänge in der Nähe von schlechten Fluss-Rejoin-Zonen liegen, steigt das Qualitätsrisiko erheblich an. In der Produktion treten diese Probleme oft als instabile Abmessungen, lokale Verformung oder unvorhersehbare Variationen zwischen Chargen und Kavitäten auf. Für eine tiefere Überprüfung dieser spezifischen Entscheidung siehe den dedizierten Leitfaden zu MIM-Angussdesign.

Wichtigste Erkenntnis: Ein Bauteil kann bei schlechter Angussplatzierung noch gefüllt werden, aber der Füllerfolg garantiert weder eine ausgewogene Dichte noch eine stabile Schwindung.
Diese technische Logik wird auch durch veröffentlichte Fachliteratur gestützt. Eine Prozessoptimierungsstudie von 2026 zu hochpräzisen MIM-Teilen stellte fest, dass die Angusslage das Fließverhalten, die Eigenspannungen und die Schwindungsverteilung stark beeinflusst. Eine Schwindungsstudie von 2024 berichtete ebenfalls, dass ein Großteil der Schwindungsvariation beim MIM auf Dichteinhomogenitäten zurückzuführen ist, die bereits im Grünlingsspritzguss entstehen. In der Praxis bedeutet dies, dass die Angussstrategie nicht nur eine Füllentscheidung ist. Sie ist eine Entscheidung über die endgültige Qualität.
Quellen: International Journal of Advanced Manufacturing Technology – Angusslagenstudie 2026 | Analyse der Sinterschwindung beim Metallpulverspritzguss (2024)
2. Entlüftung und Kontrolle eingeschlossener Luft
Die Entlüftung wird in frühen Werkzeugbesprechungen oft unterschätzt, hat aber einen direkten Einfluss auf die Füllstabilität der Kavität und die Oberflächenintegrität. Wenn Luft nicht effektiv entweichen kann, kann dies zu unvollständiger Füllung, lokalen verbrennungsähnlichen Markierungen, instabiler Oberflächenbeschaffenheit oder inneren Schwächen in schwer zu füllenden Bereichen führen.
Beim MIM ist dies noch wichtiger, da sich das Feedstock-Verhalten von dem des gewöhnlichen Kunststoffspritzgusses unterscheidet. Wenn die Kavitätsfüllung bereits im Spritzgussstadium instabil ist, können spätere Prozessschritte die Gleichmäßigkeit nicht wiederherstellen. Eine schlechte Entlüftung sollte daher als Risiko für die Teilequalität betrachtet werden, nicht nur als Detailproblem des Werkzeugs.
3. Trennlinie und Auswerferstrategie
Das Design der Trennlinie beeinflusst das Risiko von Gratbildung, die Detailtreue und die optische Qualität. Die Auswerferstrategie bestimmt, ob das Grünling die Kavität mit stabiler Unterstützung oder mit lokaler Verformung verlässt. Wenn die Auswerferkraft in der Nähe von empfindlichen Abschnitten, dünnen Wänden oder ungestützten Vorsprüngen konzentriert ist, kann das Grünling mit versteckten Spannungen oder leichten Verformungen aus der Form kommen, die in späteren Prozessschritten stärker werden.
Diese Details sind besonders wichtig, wenn kritische Flächen sauber, flach, dicht oder maßstabil bleiben müssen. Eine schlechte Platzierung der Trennlinie und ein ungünstiges Auswerferlayout führen nicht immer sofort zur Ablehnung, verringern aber oft das Prozessfenster und erhöhen den Anpassungsaufwand während der Versuche.
4. Kernstifte, Löcher, dünne Wände und Querschnittsübergänge
Empfindliche Geometrie und Werkzeugkonstruktion müssen stets gemeinsam betrachtet werden. Tiefe Sacklöcher, schlanke Kernstifte, dünne ungestützte Wände, abrupte Dickenänderungen und große flache Oberflächen erhöhen alle die Schwierigkeit eines stabilen Spritzgießens und einer gleichmäßigen Schwindung. Das Problem ist nicht nur, dass diese Merkmale schwer zu realisieren sind. Das eigentliche Problem ist, dass sie empfindlicher auf lokale Dichteschwankungen, Auswerferspannungen und Verformungen während des Entbinderns oder Sinterns reagieren.
Der Konstruktionsrichtlinien der Metal Injection Molding Association betont die Bedeutung der Kavitätsauslegung, Entformschrägen, Verrundungen, Bohrungsausrichtung und Trennlinienstrategie, da diese Faktoren direkt die Maßhaltigkeit und Fertigbarkeit beeinflussen. In der Praxis geht das höchste Werkzeugrisiko meist von der Wechselwirkung zwischen Geometrie und Werkzeugaufbau aus, nicht von einem einzelnen Merkmal allein.

Wichtigste Erkenntnis: Das höchste formbedingte Qualitätsrisiko ergibt sich meist aus der Wechselwirkung zwischen empfindlicher Geometrie und Werkzeugaufbau, nicht aus einem einzelnen Merkmal allein.
Die Formauslegung endet nicht mit der Kavitätsfüllung
Einer der häufigsten Fehler bei der Überprüfung von MIM-Projekten ist, den Erfolg des Werkzeugs zu früh zu beurteilen. Ein Teil, das sich vollständig füllen und erfolgreich auswerfen lässt, ist erst am Anfang des eigentlichen Qualitätstests. Die wichtigere Frage ist, ob das gespritzte Grünteil ausreichend gleichmäßig ist, um das Entbindern und Sintern mit stabiler Schwindung und akzeptabler Endgeometrie zu überstehen. Deshalb sollte die Werkzeugkonstruktion zusammen mit der Qualität des Spritzgießens und der Qualität des Entbinderns und Sinterns, nicht als isoliertes Werkzeugthema.
Hier hat die Formauslegung einen nachhaltigen Einfluss. Wenn die Ansteuerung, Entlüftung, Unterstützung und Querschnittsübergangslogik ausgewogen sind, verhält sich der Grünling während der thermischen Verarbeitung voraussichtlich vorhersagbar. Erzeugt die Form ungleichmäßige Dichte oder lokale Schwächen, treten die späteren Anzeichen oft auf als:
- Verzug nach dem Sintern
- Maßabweichungen an kritischen Merkmalen
- Rissbildung in dünnen oder beanspruchten Bereichen
- Bohrungsverschiebung oder Ebenheitsinstabilität
- größere Schwankungen von Charge zu Charge
Veröffentlichte Sinterforschungen haben gezeigt, warum dies geschieht. Eine Studie aus dem Jahr 2015 zur Spannungsentwicklung in MIM-Teilen berichtete, dass Bereiche mit geringer Dichte während des Sinterns schneller schrumpfen als Bereiche mit hoher Dichte, was innere Spannungen erzeugt und das Verzugsrisiko erhöht. Mit anderen Worten: Viele Symptome in der Ofenphase sind tatsächlich vorgelagerte Probleme in der Formenphase, die nur getarnt sind.
Quelle: Entwicklung von Spannungen in Metallpulverspritzgussteilen während des Sinterns (2015)
Was Ingenieure vor der Werkzeugfreigabe prüfen sollten
Eine fundierte MIM-Werkzeugprüfung sollte sich auf die Qualitätslogik konzentrieren, nicht nur darauf, ob das Werkzeug gebaut werden kann. Bevor ein Werkzeugdesign freigegeben wird, sollte das Ingenieurteam prüfen, ob die Werkzeugstrategie die tatsächlichen Qualitätsprioritäten des Teils unterstützt: Maßhaltigkeit, Oberflächenbeschaffenheit, Ebenheit, Lochstabilität, festigkeitssensible Bereiche und Wiederholgenauigkeit bei Langzeitproduktion. Hier kann auch ein frühes MIM-Werkzeugprüfung Zeichnungsmerkmale, Angussstrategie, Versuchsrückmeldungen und nachgelagerte Qualitätsziele verbinden, bevor teure Werkzeugänderungen erforderlich sind.
Anschnittposition
Bestätigen, dass der Fließweg kritische Merkmale unterstützt, anstatt in deren Nähe schwache Wiedervereinigungszonen zu erzeugen.
Anguss- und Füllbalance
Prüfen, ob das Material empfindliche Bereiche in einer stabilen und vorhersagbaren Reihenfolge erreicht.
Entlüftung
Reduzieren Sie das Risiko von Lufteinschlüssen und schützen Sie die Füllstabilität in dünnen oder geschlossenen Bereichen.
Trennebenenplatzierung
Halten Sie Gratrisiko und Passungenauigkeiten von kritischen Oberflächen und Sichtflächen fern.
Auswurfunterstützung
Schützen Sie empfindliche Grünling-Bereiche vor lokaler Spannung und Verformung während des Auswurfs.
Querschnittsübergänge
Prüfen Sie, ob abrupte Dickenänderungen oder ungestützte Details das Verzugsrisiko erhöhen.
Schwindungsempfindliche Geometrie
Identifizieren Sie Löcher, ebene Flächen, dünne Wände und lange ungestützte Bereiche, die einer zusätzlichen Prüfung bedürfen.
Qualitätszielausrichtung
Stellen Sie sicher, dass das Werkzeugkonzept den tatsächlichen Toleranz- und Leistungsanforderungen des Projekts entspricht.

Wichtigste Erkenntnis: Der kostengünstigste Zeitpunkt, um werkzeugbedingte Qualitätsrisiken zu beheben, ist vor der Werkzeugfreigabe, nicht nachdem Versuchsteile fehlschlagen.
Normen und Werkstoffdaten sind in dieser Phase weiterhin wichtig. Ingenieure beziehen sich beispielsweise häufig auf MPIF Standard 35-MIM bei der Diskussion von Basiswerkstoffeigenschaften und Projekterwartungen. Der MPIF hat zudem die Aktualisierung der Ausgabe 2025 für Werkstoffnormen für metallpulverspritzgegossene Teile angekündigt. Solide Werkstoffdaten sind wichtig, können aber ein Werkzeugkonzept nicht kompensieren, das von Anfang an instabile Grünlingsbedingungen erzeugt.
Quellen: MPIF-Normen | MPIF – Werkstoffnormen für metallpulverspritzgegossene Teile, Ausgabe 2025
Repräsentatives Ingenieurszenario: Wenn Werkzeugrisiken nach dem Sintern auftreten
Eine typische MIM-Werkzeugprüfung beginnt oft, wenn der Versuchsguss akzeptabel aussieht, aber gesinterte Teile später Lochabweichungen, Ebenheitsschwankungen oder lokale Verformungen aufweisen. In dieser Situation wird oft angenommen, dass das Ofenprofil angepasst werden muss. Das mag teilweise richtig sein, aber das Ingenieurteam sollte auch prüfen, ob Angussposition, Angusskanalbalance, Entlüftung, Auswerferunterstützung und lokale Wandübergänge vor Beginn der thermischen Behandlung zu einer ungleichmäßigen Grünteil-Dichte geführt haben.
Diese Art von Szenario ist kein Einzelfall. Es ist ein gängiges Ingenieurmuster bei MIM-Projektprüfungen: Der Fehler tritt nach dem Entbindern oder Sintern auf, aber die Ursache kann bereits durch das Werkzeug eingeführt worden sein. Die Überprüfung des Werkzeugkonzepts zusammen mit dem Teil-Design, dem Materialverhalten und der Prozesskontrolle bietet normalerweise einen klareren Weg als die alleinige Anpassung der Ofenparameter.
Häufige Fehler, die wie Sinterprobleme aussehen, aber im Werkzeug beginnen
“Der Ofen hat den Verzug verursacht.”
Manchmal ja, aber oft liegt die Ursache früher: unausgeglichene Füllung, schwache Unterstützung oder eine Geometrie, die in einer dichteempfindlichen Werkzeugsituation platziert wurde. Der Ofen kann das Problem offenbaren, aber er hat es nicht unbedingt verursacht.
“Das Teil wurde gefüllt, also ist das Werkzeug in Ordnung.”
Das Füllen ist nur ein Prüfpunkt. Die wichtigere Frage ist, ob der Grünling gleichmäßig genug ist, um später konsistent zu schrumpfen. Ein erfolgreiches Füllen beweist noch keinen stabilen Prozessfenster.
“Das können wir später durch Prozessoptimierung korrigieren.”
Prozessoptimierung kann an den Rändern helfen, behebt aber selten ein grundlegend schwaches Anguss-, Entlüftungs-, Auswurf- oder Stützkonzept. Eine schlechte Werkzeuglogik führt in der Regel zu Schwankungen, geringer Ausbeute oder verlängerten Einfahrzeiten.
“Komplexe Werkzeuge verbessern automatisch die Qualität.”
Nicht immer. Mehr Schieber, Einsätze und komplizierte Werkzeugaktionen können bestimmte Geometrien ermöglichen, aber auch Toleranzketten, Wartungsaufwand und neue Instabilitätspunkte hinzufügen. Das beste Werkzeug ist in der Regel das einfachste robuste Design, das das eigentliche Qualitätsziel schützt.
Referenznormen, Konstruktionsrichtlinien und Fachliteratur
Für Ingenieurteams, die die MIM-Werkzeugstrategie bewerten, sind die nützlichsten externen Referenzen keine allgemeinen Fertigungsartikel, sondern formale Normen, verbandsseitige Konstruktionsrichtlinien und Prozessstudien, die die Bedingungen im Spritzgussstadium mit den endgültigen Maß- und Verzugsergebnissen verbinden.
-
MPIF Standard 35-MIM – Werkstoffnormen für metallpulverspritzgegossene Teile.
MPIF-Normen anzeigen -
Hinweis zur MPIF-Ausgabe 2025 – bestätigt den aktuellen Aktualisierungszyklus sowie neu hinzugefügte oder aktualisierte MIM-Materialien.
Lesen Sie die Ankündigung zur Ausgabe 2025 -
MIMA – Komplexe Konstruktionen mit MIM – erklärt, warum die Kavitätsauslegung von Natur aus eine wichtige Grenze für die Maßhaltigkeit setzt.
Lesen Sie die Konstruktionsrichtlinie -
MIMA – Prozessübersicht: MIM – beschreibt die MIM-Fähigkeit für komplexe Formen, Maßhaltigkeit und Mehrkavitätsproduktion.
Lesen Sie die Prozessübersicht -
Analyse der Sinterschwindung beim Metallpulverspritzguss (2024) – zeigt, dass die Schwindungsvariation beim MIM stark mit der Dichteinhomogenität zusammenhängt, die während des Spritzgießens entsteht.
Lesen Sie die Schwindungsstudie -
Studie zur Optimierung der Anspritzposition (2026) – hebt den Einfluss der Angusslage auf das Fließverhalten, Eigenspannungen und die Schwindungsverteilung in präzisen MIM-Teilen hervor.
Lesen Sie die Studie zur Angusslage -
Entwicklung von Spannungen in Metallpulverspritzgussteilen während des Sinterns (2015) – zeigt, warum Dichteunterschiede während des Sinterns Spannungen und Verzug verursachen können.
Lesen Sie die Studie zu Sinterspannungen
Verwandte Artikel in dieser MIM-Teilqualitätsserie
Werkzeugdesign ist nur ein Qualitätsfaktor. Nutzen Sie die folgenden verwandten Artikel, um zu überprüfen, wie Teil-Design, Materialauswahl, Feedstock, Spritzgießen, Entbindern, Sintern und Abmessungen zusammenwirken, um die endgültige MIM-Teilqualität zu beeinflussen.
Was beeinflusst die Teilequalität beim MIM?
Wie die Teilekonstruktion die Teilequalität beim MIM beeinflusst
Wie die Materialauswahl die MIM-Teilequalität beeinflusst
Wie das Feedstock die Teilequalität beim MIM beeinflusst
Wie der Spritzguss die Teilequalität beim MIM beeinflusst
Wie Entbindern und Sintern die Teilequalität beim MIM beeinflussen
Wie Teileabmessungen die endgültige MIM-Teilequalität beeinflussen
Fazit
Die Werkzeugkonstruktion ist einer der frühesten und stärksten Qualitätstreiber im MIM. Sie beeinflusst, wie das Feedstock einfließt, wie stabil der Grünling wird, wie vorhersagbar Entbindern und Sintern sind und wie konsistent das Endteil in der Serienproduktion bleibt.
Die wichtigste Erkenntnis ist: Ein Werkzeug, das Teile produzieren kann, ist nicht unbedingt ein Werkzeug, das gleichbleibend qualitativ hochwertige Teile produzieren kann. Gutes MIM-Werkzeug sollte nicht nur die Kavität füllen. Es sollte die richtige Qualitätsgrundlage für die gesamte nachfolgende Prozesskette schaffen.
Aus diesem Grund sind die besten Werkzeugüberprüfungen nie isolierte Werkzeugprüfungen. Es sind Teilqualitätsprüfungen, die früh genug durchgeführt werden, um teure nachgelagerte Korrekturen zu vermeiden.
Wenn Ihre Zeichnung dünne Wände, tiefe Löcher, ebenheitsempfindliche Flächen, enge Positionstoleranzen oder komplexe Angussbeschränkungen enthält, können Sie Ihre MIM-Zeichnung zur Prüfung einreichen vor der Werkzeugfreigabe, damit werkzeugbedingte Qualitätsrisiken früher überprüft werden können.
Häufig gestellte Fragen
Diese Fragen konzentrieren sich auf den praktischen Zusammenhang zwischen Werkzeugkonstruktion und der Qualität von MIM-Teilen.
Die Werkzeugkonstruktion beeinflusst, wie das Feedstock die Kavität füllt, verdichtet, entlüftet, ausgeworfen wird und den Grünling formt. Wenn das Werkzeug instabile Strömung, schwache Unterstützung oder lokale Dichteungleichgewichte verursacht, können später Verzug, Risse, Maßabweichungen, Grat oder Oberflächenfehler sichtbar werden.
Die Anschnittposition beeinflusst die Fließrichtung, die Lage von Bindenähten, die Druckübertragung und das lokale Nachdruckverhalten. Eine schlechte Anschnittstrategie kann schwache Verbindungszonen in der Nähe kritischer Merkmale platzieren und das Risiko von ungleichmäßiger Dichte, Verzug und instabiler Schwindung erhöhen.
Ja, indirekt. Das Werkzeug steuert das Sintern nicht selbst, aber es steuert die Qualität und Gleichmäßigkeit des Grünlings. Bessere Füllbalance, Entlüftung, Auswurfunterstützung und Geometriehandhabung verbessern die Chancen auf eine stabile Schwindung während der späteren thermischen Verarbeitung.
Diese Details beeinflussen das Gratrisiko, die optische Qualität und die Stabilität des Grünlings beim Auswerfen. Wenn eine Trennlinie oder ein Auswerferabdruck auf einer kritischen Dichtfläche, Sichtfläche oder Präzisionsfläche liegt, steigt das Qualitätsrisiko sofort.
Ja, Schieber, Einsätze und komplexe Schiebermechaniken können bestimmte Geometrien ermöglichen, aber sie können auch Toleranzketten, Wartungsbedarf und zusätzliche Instabilitätsquellen mit sich bringen. Das beste Werkzeug ist in der Regel die einfachste robuste Konstruktion, die das eigentliche Qualitätsziel schützt.
Der beste Zeitpunkt ist vor der Werkzeugfreigabe. Die Werkzeugkonstruktion sollte zusammen mit der Bauteilgeometrie, der Materialauswahl, den Toleranzvorgaben, den Oberflächenanforderungen und den Nachsinteroperationen geprüft werden. Die Behebung werkzeugbedingter Qualitätsprobleme nach dem Werkzeugbau ist in der Regel langsamer und deutlich teurer.







