Leitfaden zur Qualität im MIM-Prozess. Beim Metallpulverspritzguss entstehen viele Fehler, die Käufer bei der Endkontrolle feststellen, nicht erst bei der Endkontrolle. Sie beginnen oft während des Spritzgießens, wenn das Pulver-Binder-Feedstock durch das Werkzeug eingespritzt, in den Hohlraum gefüllt, gekühlt, ausgeworfen und als empfindliches Grünteil transportiert wird. Schnelle Antwort: Spritzgießen beeinflusst die MIM-Qualität...
MIM-Prozess-Qualitätsleitfaden
Beim Metallpulverspritzguss entstehen viele Fehler, die Käufer bei der Endkontrolle feststellen, nicht erst bei der Endkontrolle. Sie beginnen oft während des Spritzgießens, wenn das Pulver-Binder-Feedstock durch das Werkzeug eingespritzt, in den Hohlraum gefüllt, gekühlt, ausgeworfen und als empfindliches Grünteil transportiert wird.
Kurze Antwort
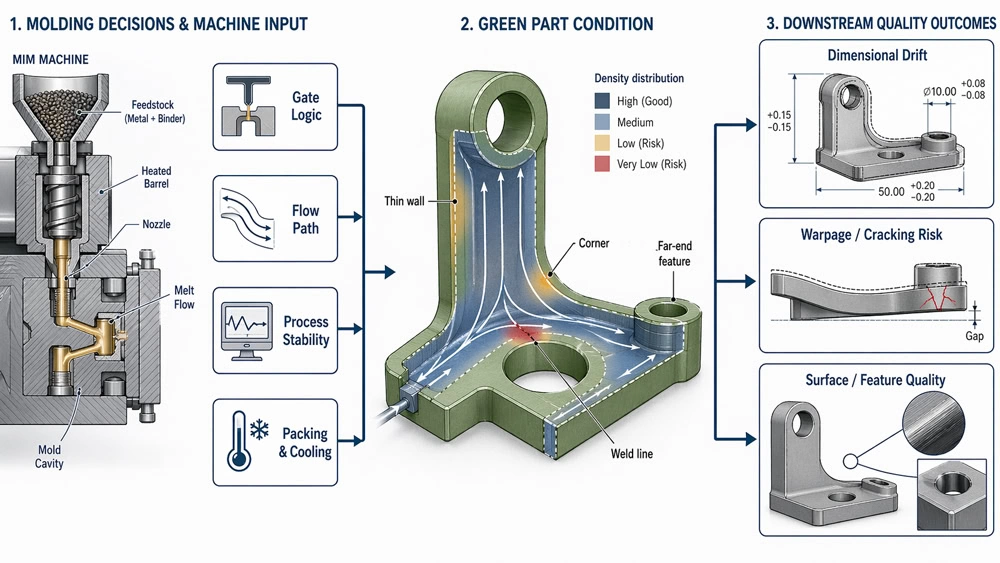
Das Spritzgießen beeinflusst die Qualität von MIM-Teilen, indem es steuert, wie der Feedstock den Hohlraum füllt, wie der Druck während des Nachdrucks übertragen wird, wie Luft durch das Werkzeug entweicht und wie sicher das empfindliche Grünteil ausgeworfen und gehandhabt wird. Selbst wenn ein gespritztes Grünteil vollständig erscheint, können schlechte Fließbalance, instabiler Nachdruck, übermäßige Scherung, unzureichende Entlüftung oder Auswurfschäden später als Verzug, Rissbildung, Dichteschwankungen, Oberflächenunregelmäßigkeiten oder Dimensionsabweichungen nach dem Entbindern und Sintern auftreten.
Dieser Artikel konzentriert sich auf Qualitätsrisiken während des Spritzgießens. Materialverhalten, Werkzeugdesign, Teilegeometrie, Entbindern, Sintern und die endgültige Maßkontrolle werden in separaten Artikeln der Serie zur MIM-Teilqualität behandelt.
Grundlage der Grünteildichte: Das Spritzgießen muss ein gleichmäßiges und stabiles Grünteil erzeugen, bevor die thermische Verarbeitung vorhersagbar funktioniert.
Wichtige Risiken beim Spritzgießen: Füllungsungleichgewicht, Anschnittempfindlichkeit, Lufteinschlüsse, instabiler Nachdruck, übermäßige Scherung und Auswurfschäden.
Kundennutzen: Die Seite hilft OEM-Ingenieuren, Spritzgießbedingungen mit späteren Verzugs-, Riss-, Dichteschwankungs- und Wiederholbarkeitsproblemen zu verbinden.
Warum die Spritzgussphase wichtiger ist, als viele Käufer erwarten
Laut der Prozessübersicht der Metal Injection Molding Association, wird MIM für die Herstellung komplexer Formen mit guter Maßtoleranzkontrolle und Hochleistungs-Mehrkavitätswerkzeugen geschätzt. Die European Powder Metallurgy Association beschreibt MIM auch als Verfahren für komplexe Teile in hohen Stückzahlen, wobei die Sinterdichten üblicherweise über 95 % liegen. Diese Vorteile sind real, gelten aber nur, wenn der Grünling, der die Spritzgießmaschine verlässt, konsistent genug ist, damit der Rest des Prozesses zuverlässig funktioniert.
In der Praxis hat die Formgebung eine Hauptqualitätsaufgabe: die Erzeugung eines Grünlings mit gleichmäßiger Füllung, kontrollierter Verteilung von Binder und Pulver, geringer innerer Spannung und ausreichender Integrität, um den Entbinderungs- und Sinterprozess zu überstehen. Wenn dies nicht geschieht, müssen spätere Prozessschritte ein Problem tragen, das sie nicht verursacht haben.
Technischer Hinweis: Ein Teil kann direkt nach dem Spritzgießen akzeptabel aussehen und dennoch gefährdet sein. Das visuelle Erscheinungsbild allein ist kein Nachweis für eine gute Spritzgießqualität beim MIM.
Die Formgebung sollte auch im Zusammenhang mit den umgebenden technischen Entscheidungen betrachtet werden. Bauteilgeometrie beeinflusst die Fließlänge, die Gleichmäßigkeit des Anschnitts, das Auswerferrisiko und die Handhabung des Grünlings. Werkzeugdesign bestimmt die Anschnittposition, Entlüftung, Kühlung, Angusslogik und Unterstützung beim Entformen. Materialauswahl und das Verhalten des Feedstocks beeinflussen Viskosität, Scherantwort, Grünlingsfestigkeit und Schwindungsstabilität. Die Formgebungsphase ist daher ein Prozesskontrollpunkt, kann aber nicht vom Teil-Design, Werkzeugbau, Material und dem nachfolgenden thermischen Verhalten getrennt werden.
Die Spritzgießentscheidungen mit dem stärksten Einfluss auf die MIM-Teilequalität
Nicht jede Formgebungsvariable hat die gleiche Auswirkung. In realen Projekten ergeben sich die größten Qualitätseffekte normalerweise aus der Füllbalance, der Anschnittposition, der Entlüftung, der Packungsstabilität, der Scherungskontrolle, der Temperaturkontrolle und der Entformung des Grünlings. Diese Entscheidungen bestimmen, ob das Formteil eine stabile Dichteverteilung aufweist oder ob spätere Verarbeitungsschritte mit verborgenen Variationen umgehen müssen.
1) Füllbalance und Fließwegkontrolle
Wenn die Kavität nicht gleichmäßig füllt, kann das Bauteil lokale Dichteschwankungen, Bindenähtschwäche, Lufteinschlüsse oder später ungleichmäßige Schwindung entwickeln. Dies ist besonders wichtig bei dünnen Wandstärken, langen Fließwegen, Mehrfachanguss-Bauteilen und Geometrien mit abrupten Wandstärkenübergängen.
2) Angusslage und Angusstrategie
Die Anschnittposition beeinflusst, wie der Feedstock in den Hohlraum eintritt, wo sich die Fließfronten treffen, wie der Druck übertragen wird und welche Bereiche anfällig für Verzögerungen, Jetting, Schweißnahtempfindlichkeit oder binderreiches Fließverhalten sind. Eine schlechte Anschnittentscheidung kann Probleme verursachen, die keine spätere Einstellung vollständig beseitigt.
3) Entlüftungsqualität
Eine schlechte Entlüftung erschwert die Luftabsaugung und erhöht das Risiko von unvollständigen Füllungen, brandähnlichen Spuren, Lufteinschlüssen und instabiler Füllung. Im MIM kann eine schwache Entlüftung auch lokale Unebenheiten verstärken, die später nach dem Entbindern oder Sintern sichtbar werden.
4) Scherung, Temperatur und Druckstabilität
MIM-Feedstock ist kein gewöhnlicher Kunststoff. Wenn Scherung und Temperatur außerhalb eines kontrollierten Bereichs liegen, wird das Pulver-Binder-Verhalten weniger stabil. Das kann die Formbarkeit, Grünfestigkeit, Oberflächengüte und Maßwiederholbarkeit beeinträchtigen.
5) Nachdruck und Grünlingsdichtekonsistenz
Ein unter- oder ungleichmäßig verpacktes Teil kann das Werkzeug vollständig aussehen lassen, aber dennoch interne Dichtungsunterschiede aufweisen. Diese Unterschiede werden später oft zu Verzug, inkonsistenter Schwindung oder Kavität-zu-Kavität-Variation.
6) Auswerfen und Handhabung des Grünlings
Selbst ein gut gefülltes Teil kann beim Auswerfen an Qualität verlieren, wenn der Grünling belastet, gezogen, verbogen oder gestoßen wird. Abdrücke, versteckte Risse, Kantenschäden und Geometrieverschiebungen entstehen oft hier, nicht beim Sintern.
Mehrere wissenschaftliche und technische Veröffentlichungen zum Pulverspritzgießen betonen denselben grundlegenden Punkt: Die Spritzgussqualität hängt mit der Rheologie, dem Kavitätsfüllverhalten, der Entlüftung und der Art und Weise zusammen, wie die Dichtegleichmäßigkeit vor der thermischen Verarbeitung hergestellt wird. Ein nützliches technisches Beispiel stammt aus der PIM-Simulationsarbeit des Center for Advanced Vehicular Systems (Mississippi State University), die die Simulation von Füllzeit, Anschnittposition, Bindenähten und Lufteinschlüssen als praktische Werkzeuge zur Kontrolle spritzgussbedingter Risiken hervorhebt.
Für Projekte, bei denen Wandstärke, Löcher, schlanke Merkmale oder abrupte Querschnittsänderungen Teil der Qualitätsbedenken sind, ist es auch nützlich zu prüfen wie Teileabmessungen die endgültige MIM-Teilequalität beeinflussen. Dimensionsrisiko und Formgebungsrisiko sind getrennte Themen, aber sie interagieren oft im selben Teil.
Wie die Anschnittlogik die Füllbalance und die sichtbare Qualität verändert
Die Anschnittlogik wird oft unterschätzt, da Käufer dazu neigen, sich auf die fertige Form des Teils zu konzentrieren und nicht darauf, wie der Hohlraum tatsächlich gefüllt wird. Im MIM beeinflusst die Anschnittlogik direkt den Fließweg, die Treffpunkte der Fließfronten, die Druckhistorie verschiedener Regionen und die endgültige Gleichmäßigkeit des Grünlings. Ein Anschnitt, der für den Werkzeugbau praktisch erscheint, kann dennoch Qualitätsrisiken bergen, wenn er eine instabile Füllung verursacht oder Luft in kritischen Merkmalen einschließt.
Eine gute Anschnittstrategie erfüllt normalerweise vier Aufgaben gut: Sie füllt den Hohlraum mit ausgewogenem Fluss, reduziert Verzögerungszonen, platziert Schweißnähte in risikoreicheren Bereichen und unterstützt eine gleichmäßigere Verdichtung. Eine schlechte Anschnittstrategie tut oft das Gegenteil: Sie erzeugt längere schwache Flusswege, instabile Frontzusammenführungen, eingeschlossene Luft, lokale Überverdichtung oder lokale Unterverdichtung. Deshalb sollte die Anschnittprüfung Spritzgussprozessversuche mit der Werkzeugkonstruktionsprüfung verbinden und nicht nur eine Diskussion über die Maschineneinstellungen bleiben.

Wie eine gute Angussentscheidung normalerweise aussieht
- Die Fließfront erreicht kritische Bereiche in einer kontrollierten und vorhersagbaren Reihenfolge.
- Dünne Abschnitte werden nicht durch dickere stromaufwärtige Zonen ausgehungert.
- Luft hat einen realistischen Weg aus der Kavität.
- Bindenähte werden nach Möglichkeit von kosmetischen oder strukturellen Hochrisikozonen ferngehalten.
- Auswerfen, Entgraten und nachgelagerte Handhabung bleiben nach dem Spritzgießen praktikabel.
Was eine schlechte Angussentscheidung normalerweise verursacht
- Sichtbare oder verdeckte Bindenähte.
- Kurzschuss-Empfindlichkeit bei dünnen oder weit entfernten Geometrien.
- Düsenläufer oder instabile Oberflächentextur im Bereich des Angusses.
- Lokale Über- oder Unterverdichtung.
- Dichteunterschiede, die erst nach dem Sintern sichtbar werden.
Dies ist einer der Gründe, warum gute MIM-Anbieter die Spritzgussparameter nicht von der Werkzeugkonstruktionsprüfung trennen. Die Anschnittqualität gehört sowohl zum Spritzguss als auch zum Werkzeugbau. Für eine werkzeugbauorientierte Betrachtung von Anschnittposition, Entlüftung, Auswerferunterstützung und Hohlraumbalance siehe Wie die Werkzeugkonstruktion die Teilequalität beim MIM beeinflusst.
Warum ein stabiles Prozessfenster wichtiger ist als ein guter Musterlauf
Ein häufiger Käuferfehler ist es, die Spritzgießqualität anhand einer akzeptablen Mustercharge zu beurteilen. In der realen MIM-Produktion reicht das nicht aus. Der wahre Test ist, ob der Prozess über Kavität-zu-Kavität-Variation, Maschine-zu-Maschine-Variation, Materialchargenwechsel, Anlaufbedingungen und routinemäßige Produktionsschichten hinweg stabil bleibt.
Deshalb ist ein stabiles Prozessfenster wichtiger als ein einmaliges gutes Ergebnis. Ein Prozess, der nur bei einem sehr engen Einstellpunkt funktioniert, ist in der Massenproduktion meist anfälliger. Im Gegensatz dazu gibt ein robustes Prozessfenster dem Werk mehr Spielraum, um die Wiederholbarkeit zu kontrollieren, ohne ständig Brände löschen zu müssen.

Was definiert normalerweise ein stabiles Spritzgießfenster beim MIM
- Die Füllung ist vollständig, ohne auf aggressive Notfalleinstellungen angewiesen zu sein.
- Die Druckübertragung ist von Schuss zu Schuss konsistent.
- Teilegewicht und kritische Abmessungen bleiben in einem vorhersagbaren Bereich.
- Grünteile können ohne häufige Risse oder Kantenschäden gehandhabt werden.
- Nachgelagerte Verformung und Ausschuss steigen nicht an, wenn sich die Produktionsgeschwindigkeit ändert.
Prozessstabilität unterstützt auch eine bessere Qualitätsuntersuchung. Wenn das Fenster stabil ist, sind spätere Defekte leichter nachvollziehbar. Wenn das Fenster instabil ist, wird die Ursachenanalyse viel schwieriger, da zu viele Variablen gleichzeitig schwanken.
Für umfassendere Werkstoffdaten und Vergleichswerte können Leser auch auf die Global PM Property Database, verwiesen werden, eine gemeinsame Ressource von MPIF, EPMA und JMPA, die realistische PM- und MIM-Werkstoffvergleiche unterstützt.
Praktische Anzeichen dafür, dass die Spritzgussprozessqualität eine technische Überprüfung erfordert
Einige Spritzgussprobleme sind leicht zu übersehen, da das Grünteil immer noch vollständig aussehen mag. Eine Überprüfung der Spritzgussprozessstufe ist besonders nützlich, wenn eines oder mehrere der folgenden Anzeichen während der Erprobung, der Pilotproduktion oder bei Wiederholungslosen auftreten.
- Verzögerte Verformung: Teile sehen nach dem Spritzguss akzeptabel aus, verbiegen sich aber nach dem Sintern, verziehen sich oder schrumpfen ungleichmäßig.
- Instabile dünne Merkmale: dünne Abschnitte, lange Flusswege oder scharfe Übergänge zeigen inkonsistenten Füllgrad oder Empfindlichkeit gegenüber Kurzschuss.
- Oberflächenmarkierungen im Anschnittbereich: sichtbare Markierungen erscheinen in der Nähe von Anschnitten, Schweißnahtbereichen oder Lufteinschlusszonen.
- Beschädigung des Grünteils: Teile reißen, verbiegen, brechen oder verformen sich während des Ausstoßens, der Entnahme, des Ladens oder des Transports.
- Drift bei Wiederholchargen: eine Stichprobe-Charge besteht, aber spätere Chargen zeigen Dimensionsdrift, Oberflächeninkonsistenz oder Hohlraum-zu-Hohlraum-Variationen.
Diese Anzeichen beweisen nicht automatisch, dass das Spritzgießen die alleinige Ursache ist. Sie deuten darauf hin, dass die Spritzgießhistorie, der Zustand des Grünteils, das Werkzeugdesign und das nachgeschaltete Entbinderungs- und Sinterverhalten gemeinsam überprüft werden sollten, bevor ein einzelner Prozessparameter zufällig geändert wird.
Warum formgebungsbedingte Fehler oft erst beim Entbindern oder Sintern sichtbar werden
Eines der verwirrendsten Dinge in der MIM-Qualitätskontrolle ist der Zeitpunkt. Der Fehler, der beim Entbindern oder Sintern sichtbar wird, wird nicht immer während des Entbinderns oder Sinterns verursacht. In vielen Fällen ist die thermische Stufe nur der Ort, an dem die frühere Schwäche endlich sichtbar wird.
Beispiele sind häufig. Ein versteckter Dichteunterschied, der während der Formgebung entstanden ist, kann beim Sintern zu unterschiedlicher Schwindung führen. Ein lokaler Riss, der beim Auswerfen entstanden ist, kann sich beim Entbindern weiter öffnen. Ein Strömungsungleichgewicht kann zu Verzug führen, da verschiedene Bereiche nicht mit der gleichen Geschwindigkeit verdichten. Oberflächenunregelmäßigkeiten können nach der Binderentfernung und der endgültigen Schwindung deutlicher werden.

Genau deshalb kann die Schuldzuweisung an eine Prozessstufe irreführend sein. Wenn ein gesintertes Teil sich verzieht, sollte das Team nicht automatisch annehmen, dass der Ofen das einzige Problem ist. Die richtige Frage ist, ob der Grünling in einem wirklich gleichmäßigen und stabilen Zustand in das Entbindern eingetreten ist.
Diese übergreifende Logik wird detaillierter behandelt in Wie Entbindern und Sintern die Teilequalität beim MIM beeinflussen. Der Artikel zur thermischen Stufe erklärt, wie die Binderentfernung, das Schwindungsverhalten, die Stützbedingungen und die Sinterstabilität Schwachstellen aufdecken können, die bereits in das Grünteil eingebaut wurden.
Eine praktische technische Checkliste zur Bewertung des Formgebungsqualitätsrisikos
Wenn Sie einen neuen MIM-Lieferanten bewerten oder ein problematisches Teil überprüfen, sind dies die nützlichsten Fragen zur Formgebungsphase.
- Angussprüfung: Wurde die Angusslage basierend auf dem tatsächlichen Füllverhalten und nicht nur aus werkzeugtechnischer Bequemlichkeit gewählt?
- Fließgleichgewicht: Sind Bereiche mit langem Fließweg, dünner Wandstärke oder scharfen Übergängen bekannt und validiert?
- Entlüftung: Wird die Luftabfuhr als echtes konstruktives Thema behandelt und nicht als nachträglicher Einfall?
- Robuster Prozessfenster: Kann der Lieferant den akzeptablen Bereich erklären, nicht nur eine einzelne Nenn-Einstellung?
- Grünling-Handhabung: Gibt es eine klare Methode zum Schutz empfindlicher Teile während des Auswerfens, Sammelns, Beladens und Transports?
- Prozessübergreifende Rückverfolgbarkeit: Wenn nach dem Sintern Defekte auftreten, wird das Team sie auf die Formgebungsgeschichte und den Zustand des Grünlings zurückführen?
- Verifizierungsmethode: Werden nachgelagerte Eigenschafts- und Dichteprüfungen an anerkannte Normen gebunden, wenn dies vom Projekt gefordert wird?
Für Projekte, die eine formelle Eigenschaftsverifizierung erfordern, ist es hilfreich, Diskussionen an anerkannten Referenzen auszurichten, wie MPIF Standard 35-MIM für MIM-Materialeigenschaftsdaten, ASTM B962 für die Dichteprüfung von PM-Produkten nach dem Archimedes-Prinzip und ISO 2740:2023 für Zugproben für gesinterte Metalle, einschließlich MIM und Sintern. Diese Normen lösen zwar keine Formgebungsprobleme, aber sie helfen, Qualitätsdiskussionen objektiv zu halten.
Setzen Sie die MIM-Teilequalitätsreihe fort
Der Spritzgießprozess ist ein Teil der gesamten MIM-Qualitätskette. Nutzen Sie die zugehörigen Artikel unten, um Risiken, die aus dem Spritzgießen stammen, von Problemen mit Design, Feedstock, Werkzeugbau, thermischer Verarbeitung und Dimensionskontrolle zu trennen.
- Was beeinflusst die Teilequalität beim MIM? — Überblick über den vollständigen Prozess und die Design-Qualitätskette.
- Wie das Feedstock die Teilequalität beim MIM beeinflusst — Feedstock-Verhalten, Werkzeugfüllung, Grünfestigkeit und Schwindungskonsistenz.
- Wie die Teilekonstruktion die Teilequalität beim MIM beeinflusst — Geometrie, Wandstärke, Übergänge und Handhabungsrisiken.
- Wie die Materialauswahl die MIM-Teilequalität beeinflusst — Materialauswahl, Sinterverhalten und Eigenschaftserwartungen.
- Wie die Werkzeugkonstruktion die Teilequalität beim MIM beeinflusst — Anguss, Entlüftung, Auswerfer und Werkzeugstabilität.
- Wie Entbindern und Sintern die Teilequalität beim MIM beeinflussen — Ursachen in der thermischen Phase und verzögerte Fehlererkennung.
- Wie Teileabmessungen die endgültige MIM-Teilequalität beeinflussen — Dimensionsrisiko, Abschnittsbalance und Bedenken bei der Endkontrolle.
Muss ein MIM-Teil auf Qualitätsrisiken in der Spritzgussproduktion prüfen?
Wenn Ihr Teil dünne Abschnitte, lange Fließwege, sichtbare Angussbereichsspuren, wiederholte Chargenschwankungen oder Verzug nach dem Sintern aufweist, sollte die Zeichnung zusammen mit den Anforderungen an Spritzguss, Werkzeugbau, Material, Entbindern, Sintern und Inspektion geprüft werden.
Abschließende Erkenntnis
Die Spritzgussqualität beim MIM beschränkt sich nicht nur darauf, ob die Kavität gefüllt wird. Es geht darum, ob die Spritzgussphase einen Grünling erzeugt, der gleichmäßig, fest und stabil genug für alle nachfolgenden Schritte ist. Wenn der Spritzguss gut kontrolliert wird, lassen sich die späteren Phasen leichter stabilisieren. Ist der Spritzguss schwach, verbringt der Rest des Prozesses Zeit damit, Probleme aufzudecken, die bereits eingebaut wurden.
Wenn Ihr Ziel also eine bessere MIM-Teilequalität ist, fragen Sie nicht nur, ob das fertige Teil bestanden hat. Fragen Sie, ob die Spritzgussphase das richtige Fundament geschaffen hat, damit das fertige Teil überhaupt existieren kann.
FAQ
Nein. Beim MIM kann ein Grünling akzeptabel aussehen und dennoch Fließungleichgewichte, Dichteschwankungen, versteckte Spannungen oder kleine Schäden durch Auswerfen und Handhabung aufweisen. Diese Probleme werden oft erst beim Entbindern oder Sintern sichtbar.
Die Angusslage verändert, wie die Kavität gefüllt wird, wo Fließfronten aufeinandertreffen, wie der Druck verteilt wird und wo Bindenähte oder Verzögerungszonen entstehen. Das wirkt sich direkt auf die Grünlingsdichte-Gleichmäßigkeit und die spätere Dimensionsstabilität aus.
Ja. Dies ist beim MIM-Verfahren üblich. Die Ursache kann bereits während des Spritzgießens entstehen, während das sichtbare Symptom erst später auftritt, wenn das Teil entbindert, gesintert, kalibriert oder endgeprüft wird.
Nein. Der wahre Test ist, ob der Prozess über normale Produktionsschwankungen hinweg stabil ist. Ein Lieferant sollte in der Lage sein, ein robustes Prozessfenster zu erklären, nicht nur einen einzigen erfolgreichen Versuch zu zeigen.
Sie sollten separat auf Klarheit geprüft werden, aber nicht als zusammenhanglos behandelt werden. Die Formteilqualität hängt vom Teil-Design, dem Verhalten des Feedstocks, dem Werkzeugdesign, dem Entbindern und dem Sintern ab, daher sollte die Ursachenanalyse diese Stufen miteinander verbinden.







