دليل جودة عملية MIM في القولبة بالحقن المعدني (MIM)، العديد من العيوب التي يلاحظها المشترون عند الفحص النهائي لا تبدأ حقًا عند الفحص النهائي. غالبًا ما تبدأ أثناء القولبة، عندما يتم حقن مادة التغذية (خليط المسحوق والمادة الرابطة) عبر القالب، وتعبئتها في التجويف، وتبريدها، وقذفها، ونقلها كجزء أخضر هش. إجابة سريعة: تؤثر القولبة بالحقن على جودة أجزاء MIM...
دليل جودة عملية MIM
في القولبة بالحقن المعدني (MIM)، العديد من العيوب التي يلاحظها المشترون عند الفحص النهائي لا تبدأ حقًا عند الفحص النهائي. غالبًا ما تبدأ أثناء القولبة، عندما يتم حقن مادة التغذية (خليط المسحوق والمادة الرابطة) عبر القالب، وتعبئتها في التجويف، وتبريدها، وقذفها، ونقلها كجزء أخضر هش.
إجابة سريعة
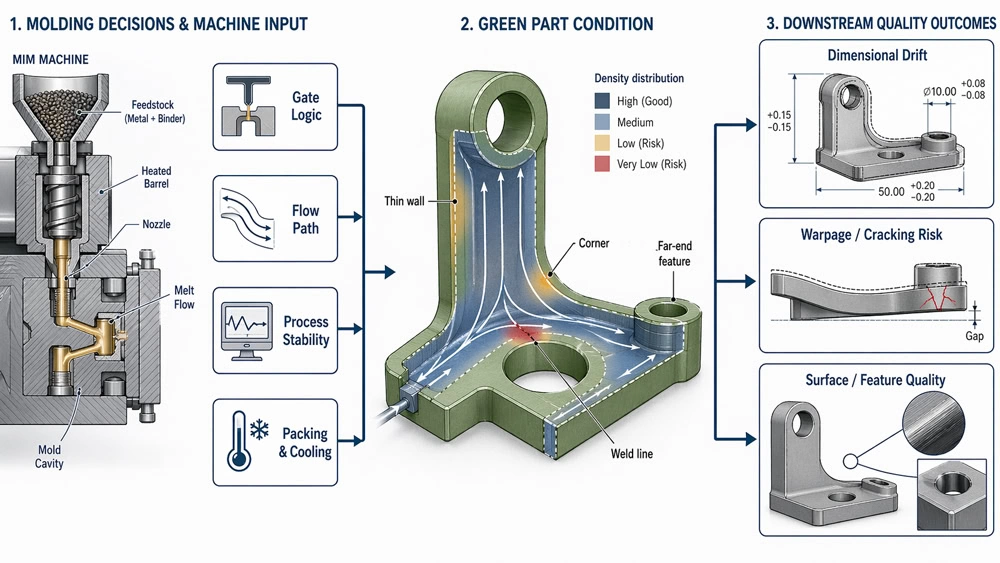
تؤثر القولبة بالحقن على جودة أجزاء MIM من خلال التحكم في كيفية ملء مادة التغذية للتجويف، وكيفية نقل الضغط أثناء التعبئة، وكيفية هروب الهواء عبر القالب، وكيفية قذف الجزء الأخضر الهش والتعامل معه بأمان. حتى عندما يبدو الجزء الأخضر المصقول كاملاً، فإن اختلال توازن التدفق السيئ، أو التعبئة غير المستقرة، أو القص المفرط، أو ضعف التهوية، أو تلف القذف يمكن أن يظهر لاحقًا على شكل تشوه، أو تشقق، أو تباين في الكثافة، أو عدم اتساق السطح، أو انحراف الأبعاد بعد إزالة المادة الرابطة والتلبيد.
تركز هذه المقالة على مخاطر الجودة في مرحلة القولبة. يتم تغطية سلوك المواد، وتصميم القالب، وهندسة الأجزاء، وإزالة المادة الرابطة، والتلبيد، والتحكم في الأبعاد النهائية في مقالات منفصلة ضمن سلسلة جودة أجزاء MIM.
أساس الكثافة للجزء الأخضر: يجب أن تخلق عملية القولبة جزءًا أخضر موحدًا ومستقرًا قبل أن تتمكن المعالجة الحرارية من العمل بشكل متوقع.
مخاطر القولبة الرئيسية: اختلال توازن الملء، وحساسية البوابة، وفخاخ الهواء، والتعبئة غير المستقرة، والقص المفرط، وتلف القذف.
قيمة للمشتري: تساعد هذه الصفحة مهندسي OEM على ربط ظروف القولبة بالتشوه اللاحق، والشقوق، وتباين الكثافة، ومشاكل التكرار.
لماذا تعتبر مرحلة القولبة أكثر أهمية مما يتوقعه العديد من المشترين
وفقًا لـ نظرة عامة على عملية جمعية القولبة بالحقن المعدني, ، تُقدَّر تقنية MIM لإنتاج الأشكال المعقدة مع تحكم جيد في التفاوتات البعدية وقوالب متعددة التجاويف عالية الإنتاجية. الجمعية الأوروبية لتعدين المساحيق تصف أيضًا تقنية MIM كعملية للأجزاء المعقدة بكميات كبيرة، حيث تزيد كثافات التلبيد عادةً عن 95%. هذه المزايا حقيقية، لكنها تتحقق فقط عندما يكون الجزء الأخضر الخارج من ماكينة القولبة متسقًا بما يكفي لتعمل بقية العملية بشكل يمكن التنبؤ به.
من الناحية العملية، تتمثل المهمة الرئيسية لمرحلة القولبة في ضمان الحصول على جزء أخضر (green part) بملء موحد، وتوزيع متوازن للمسحوق والمادة الرابطة، وإجهاد داخلي منخفض، وقوة كافية لتحمل عمليات النقل، وإزالة المادة الرابطة، والتلبيد. وعندما لا يحدث ذلك، تُجبر خطوات المعالجة اللاحقة على التعامل مع مشكلة لم تنشأ عنها.
ملاحظة هندسية: يمكن أن يبدو الجزء مقبولاً بعد القولبة مباشرةً ومع ذلك يكون معرضًا للخطر. المظهر البصري وحده ليس دليلاً على جودة القولبة الجيدة في MIM.
يجب أيضًا مراجعة القولبة جنبًا إلى جنب مع قرارات الهندسة المحيطة بها. هندسة الجزء يؤثر على طول التدفق، وتوازن المقطع، وخطر الإخراج، والتعامل مع الجزء الأخضر. تصميم القالب يحدد موضع البوابة، والتهوية، والتبريد، ومنطق العدّاء (runner logic)، والدعم أثناء الإخراج. اختيار المواد وسلوك المادة الخام يؤثران على اللزوجة، والاستجابة للقص، وقوة الجزء الأخضر، واستقرار الانكماش. وبالتالي، فإن مرحلة القولبة هي نقطة تحكم في العملية، ولكن لا يمكن فصلها عن تصميم الجزء، والأدوات، والمواد، والسلوك الحراري اللاحق.
قرارات القولبة الأكثر تأثيرًا على جودة أجزاء MIM
لا يؤثر كل متغير من متغيرات القولبة بنفس القدر. في المشاريع الحقيقية، عادة ما تأتي أكبر تأثيرات الجودة من توازن الملء، وموضع البوابة، والتهوية، واستقرار التعبئة، والتحكم في القص، والتحكم في درجة الحرارة، وإخراج الجزء الأخضر. تحدد هذه القرارات ما إذا كان الجزء المقولب يتمتع بتوزيع كثافة مستقر أم أن المعالجة اللاحقة يجب أن تتعامل مع تباين مخفي.
1) توازن التعبئة والتحكم في مسار التدفق
إذا لم يمتلئ التجويف بشكل موحد، فقد يتطور في الجزء تباين موضعي في الكثافة، أو ضعف في خط اللحام، أو احتباس هواء، أو انكماش غير متساوٍ لاحقًا. هذا مهم بشكل خاص في المقاطع الرقيقة، ومسارات التدفق الطويلة، والأجزاء متعددة البوابات، والأشكال الهندسية ذات الانتقالات الحادة في السمك.
2) موقع البوابة واستراتيجية البوابة
يؤثر موقع البوابة على كيفية دخول المادة الخام إلى التجويف، وأين تلتقي جبهات التدفق، وكيفية نقل الضغط، والمناطق الأكثر عرضة للتردد، أو التدفق النفاث، أو حساسية خط اللحام، أو سلوك التدفق الغني بالمادة الرابطة. يمكن لقرار بوابة سيء أن يخلق مشاكل لا يمكن لأي تغيير لاحق في الإعداد إزالتها بالكامل.
3) جودة التهوية
التهوية السيئة تجعل إخلاء الهواء أصعب وتزيد من خطر حدوث لقطات قصيرة (short shots)، أو علامات تشبه الحروق، أو عيوب الغاز المحبوس، أو الملء غير المستقر. في MIM، يمكن للتهوية الضعيفة أيضًا تضخيم عدم الانتظام المحلي الذي يصبح مرئيًا لاحقًا بعد إزالة المادة الرابطة أو التلبيد.
4) استقرار القص ودرجة الحرارة والضغط
مادة تغذية MIM ليست بلاستيكًا عاديًا. عندما يتحرك القص ودرجة الحرارة خارج نطاق مضبوط، يصبح سلوك مسحوق المعدن والمادة الرابطة أقل استقرارًا. يمكن أن يضر ذلك بقابلية القولبة، وقوة الجزء الأخضر، وجودة السطح، والتكرارية البعدية.
5) اتساق التعبئة وكثافة الجزء الأخضر
الجزء الذي يتم تعبئته بشكل غير كافٍ أو غير متساوٍ قد يخرج من القالب ليبدو كاملاً ولكنه لا يزال يحمل اختلافات في الكثافة الداخلية. غالبًا ما تصبح هذه الاختلافات تشوهًا، أو عدم اتساق في الانكماش، أو تباينًا بين تجويف وآخر لاحقًا.
6) القذف ومعالجة الجزء الأخضر
حتى الجزء المملوء جيدًا يمكن أن يفقد جودته أثناء القذف إذا تعرض الجزء الأخضر لإجهاد أو سحب أو انحناء أو صدمة. غالبًا ما تبدأ العلامات والشقوق المخفية وتلف الحواف وتغير الشكل الهندسي هنا، وليس في التلبيد.
تؤكد العديد من المراجع الأكاديمية والهندسية حول قولبة حقن المساحيق على نفس النقطة الأساسية: ترتبط جودة القولبة بالريولوجيا وسلوك ملء التجويف وإخراج الهواء والطريقة التي يتم بها تحقيق تجانس الكثافة قبل المعالجة الحرارية. مثال تقني مفيد يأتي من ورقة محاكاة PIM من مركز الأنظمة المتقدمة للمركبات (جامعة ولاية ميسيسيبي), ، والتي تسلط الضوء على محاكاة زمن الملء وموقع البوابة وخطوط اللحام ومصائد الهواء كأدوات عملية للتحكم في المخاطر المرتبطة بالقولبة.
بالنسبة للمشاريع التي يكون فيها سمك الجدار، أو الثقوب، أو الميزات النحيلة، أو التغييرات المفاجئة في المقطع جزءًا من مصدر قلق للجودة، فمن المفيد أيضًا مراجعة كيف تؤثر أبعاد الجزء على جودة أجزاء MIM النهائية. المخاطر البعدية ومخاطر القولبة موضوعان منفصلان، ولكنهما غالبًا ما يتفاعلان في نفس الجزء.
كيف يؤثر منطق البوابة على توازن الملء والجودة المرئية
غالبًا ما يتم التقليل من أهمية منطق البوابة لأن المشترين يميلون إلى التركيز على شكل الجزء النهائي، وليس على كيفية ملء التجويف فعليًا. في MIM، يؤثر منطق البوابة بشكل مباشر على مسار التدفق، ونقاط التقاء جبهات التدفق، وتاريخ الضغط للمناطق المختلفة، والتوحيد النهائي للجزء الأخضر. قد تظل البوابة التي تبدو مريحة للأدوات تخلق خطرًا على الجودة إذا أدت إلى ملء غير مستقر أو حبست الهواء في ميزات حرجة.
تؤدي استراتيجية البوابة الجيدة عادةً أربعة أشياء بشكل جيد: فهي تملأ التجويف بتدفق متوازن، وتقلل من مناطق التردد، وتضع خطوط اللحام في مناطق أقل خطورة، وتدعم التعبئة الأكثر توازناً. تميل استراتيجية البوابة السيئة إلى فعل العكس: فهي تخلق مسارات تدفق ضعيفة أطول، واجتماع جبهات غير مستقر، وهواء محبوس، أو تعبئة زائدة محلية، أو تعبئة ناقصة محلية. لهذا السبب يجب أن يربط مراجعة البوابة بين تجارب القولبة ومراجعة تصميم القالب، ولا يقتصر على مناقشة إعدادات القولبة فقط.

ما يبدو عليه قرار البوابة الجيد عادةً
- تصل جبهة التدفق إلى المناطق الحرجة بتسلسل محكوم ويمكن التنبؤ به.
- لا تُحرم المقاطع الرقيقة من التغذية بسبب المناطق السميكة في المنبع.
- لدى الهواء مسار واقعي للخروج من التجويف.
- تُنقل خطوط الالتحام بعيدًا عن المناطق عالية المخاطر التجميلية أو الهيكلية حيثما أمكن.
- يظل القذف والتشذيب والمناولة اللاحقة عمليين بعد القولبة.
ما الذي يسببه عادةً قرار سيء بشأن البوابة
- ضعف مرئي أو مخفي في خط اللحام.
- حساسية النقص في الحشو في الميزات الرقيقة أو البعيدة.
- الانبعاث أو ملمس سطح غير مستقر بالقرب من منطقة الدخول.
- زيادة أو نقصان موضعي في التعبئة.
- تباين في الكثافة لا يصبح واضحًا إلا بعد التلبيد.
هذا هو أحد الأسباب التي تجعل موردي MIM الجيدين لا يفصلون إعدادات القولبة عن مراجعة تصميم الأدوات. جودة البوابة تنتمي إلى كل من القولبة والأدوات. للحصول على رؤية تركز على الأدوات لموضع البوابة، والتهوية، ودعم الإخراج، وتوازن التجويف، راجع كيف يؤثر تصميم القالب على جودة الأجزاء في MIM.
لماذا تعتبر نافذة العملية المستقرة أكثر أهمية من عينة تشغيل جيدة واحدة
من الأخطاء الشائعة للمشترين الحكم على جودة القولبة من دفعة عينة واحدة مقبولة. في إنتاج MIM الحقيقي، هذا غير كافٍ. الاختبار الحقيقي هو ما إذا كانت العملية يمكن أن تظل مستقرة عبر التباين بين التجاويف، والتباين بين الآلات، وتغيرات دفعات المواد، وظروف بدء التشغيل، ونوبات الإنتاج الروتينية.
لهذا السبب تعتبر نافذة العملية المستقرة أكثر أهمية من نتيجة جيدة لمرة واحدة. العملية التي تعمل فقط عند نقطة إعداد ضيقة جدًا عادة ما تكون أكثر هشاشة في الإنتاج الضخم. في المقابل، نافذة العملية القوية تمنح المصنع مساحة أكبر للتحكم في قابلية التكرار دون إطفاء الحرائق المستمر.

ما الذي يحدد عادةً نافذة القولبة المستقرة في MIM
- يتم الملء دون الاعتماد على إعدادات الطوارئ العدوانية.
- نقل الضغط ثابت من شحنة إلى أخرى.
- يظل وزن الجزء والأبعاد الحرجة ضمن نطاق يمكن التنبؤ به.
- يمكن التعامل مع الأجزاء الخضراء دون تشقق متكرر أو تلف في الحواف.
- لا يرتفع التشوه والخردة في المراحل اللاحقة بشكل مفاجئ عندما يتغير وتيرة الإنتاج.
استقرار العملية يدعم أيضًا تحسين الجودة. إذا كانت النافذة مستقرة، يصبح تتبع العيوب لاحقًا أسهل. إذا كانت النافذة غير مستقرة، يصبح تحليل السبب الجذري أصعب بكثير لأن عددًا كبيرًا من المتغيرات تتحرك في نفس الوقت.
للحصول على بيانات مواد أوسع وقيم مرجعية، يمكن للقراء أيضًا الرجوع إلى قاعدة بيانات الخصائص العالمية للمعادن المسحوقة, ، وهو مورد مشترك تم تطويره بواسطة MPIF و EPMA و JMPA لدعم المقارنات الواقعية لمواد PM و MIM.
علامات عملية تشير إلى أن جودة القولبة تحتاج إلى مراجعة هندسية
بعض مشاكل القولبة يسهل تفويتها لأن الجزء الأخضر قد يبدو كاملاً. تعتبر مراجعة مرحلة القولبة مفيدة بشكل خاص عندما تظهر علامة واحدة أو أكثر مما يلي أثناء التجربة، أو الإنتاج التجريبي، أو الدفعات المتكررة.
- تشوه متأخر: تبدو الأجزاء مقبولة بعد القولبة ولكنها تنحني أو تلتوي أو تنكمش بشكل غير متساوٍ بعد التلبيد.
- ميزات رفيعة غير مستقرة: الأقسام الرفيعة، أو مسارات التدفق الطويلة، أو التحولات الحادة تظهر ملءًا غير متسق أو حساسية للتقصير في الملء.
- علامات سطحية في منطقة البوابة: تظهر علامات مرئية بالقرب من البوابات، أو مناطق خط اللحام، أو مناطق احتباس الهواء.
- تلف الجزء الأخضر: تتشقق الأجزاء أو تنحني أو تتشظى أو تتشوه أثناء القذف أو التجميع أو التحميل أو النقل.
- انحراف الدُفعات المتكررة: تمر دفعة عينة واحدة، ولكن الدُفعات اللاحقة تظهر انحرافًا في الأبعاد، أو عدم اتساق في السطح، أو تباينًا من تجويف إلى آخر.
هذه العلامات لا تثبت تلقائيًا أن القولبة هي السبب الجذري الوحيد. إنها تشير إلى أنه يجب مراجعة تاريخ القولبة، وحالة الجزء الأخضر، وتصميم الأداة، وعمليات إزالة المادة الرابطة والتلبيد اللاحقة معًا قبل تغيير معلمة عملية واحدة بشكل عشوائي.
لماذا تظهر عيوب أصل القولبة غالبًا لاحقًا في إزالة المادة الرابطة أو التلبيد
من أكثر الأمور إرباكًا في مراقبة جودة MIM هو التوقيت. العيب الذي يصبح مرئيًا أثناء إزالة المادة الرابطة أو التلبيد لا يحدث دائمًا خلال هاتين المرحلتين. في كثير من الحالات، تكون المرحلة الحرارية هي فقط المكان الذي يصبح فيه الضعف السابق مرئيًا أخيرًا.
الأمثلة شائعة. يمكن أن يؤدي اختلاف الكثافة المخفي الذي نشأ أثناء القولبة إلى انكماش تفاضلي أثناء التلبيد. يمكن أن يتسع الشق الموضعي الذي بدأ أثناء القذف بشكل أكبر أثناء إزالة المادة الرابطة. يمكن أن يتحول عدم توازن التدفق إلى تشويه لأن المناطق المختلفة لا تتكثف بنفس المعدل. يمكن أن يصبح عدم اتساق السطح أكثر وضوحًا بعد إزالة المادة الرابطة والانكماش النهائي.

هذا هو السبب تحديدًا في أن إلقاء اللوم على مرحلة العملية يمكن أن يكون مضللاً. عندما يلتوي جزء ملبد، لا ينبغي للفريق أن يفترض تلقائيًا أن الفرن هو المشكلة الوحيدة. السؤال الصحيح هو ما إذا كان الجزء الأخضر قد دخل مرحلة إزالة المادة الرابطة في حالة موحدة ومستقرة حقًا.
يتم تغطية هذا المنطق متعدد المراحل بمزيد من التفصيل في كيف تؤثر إزالة المادة الرابطة والتلبيد على جودة الأجزاء في MIM. تشرح المقالة الخاصة بالمرحلة الحرارية كيف يمكن لإزالة المادة الرابطة، وسلوك الانكماش، وظروف الدعم، واستقرار التلبيد أن تكشف عن نقاط الضعف التي تم بناؤها بالفعل في الجزء الأخضر.
قائمة مراجعة هندسية عملية لتقييم مخاطر جودة القولبة
عند تقييم مورد MIM جديد أو مراجعة جزء به مشكلات، هذه هي الأسئلة الأكثر فائدة المتعلقة بمرحلة القولبة التي يجب طرحها.
- مراجعة بوابة الحقن: هل تم اختيار موضع بوابة الحقن بناءً على سلوك التعبئة الفعلي وليس فقط لسهولة التصنيع؟
- توازن التدفق: هل المناطق ذات التدفق الطويل أو الجدران الرقيقة أو الانتقالات الحادة معروفة وتم التحقق منها؟
- التنفيس: هل يتم التعامل مع طرد الهواء كموضوع تصميم حقيقي وليس كفكرة لاحقة؟
- نطاق عملية قوي: هل يمكن للمورد شرح النطاق المقبول وليس فقط إعدادًا اسميًا واحدًا؟
- التعامل مع الأجزاء الخضراء: هل هناك طريقة واضحة لحماية الأجزاء الهشة أثناء القذف والتجميع والتحميل والنقل؟
- إمكانية التتبع عبر المراحل: عند ظهور عيوب بعد التلبيد، هل يقوم الفريق بتتبعها إلى تاريخ القولبة وحالة الجزء الأخضر؟
- طريقة التحقق: هل ترتبط فحوصات الخواص والكثافة النهائية بالمعايير المعترف بها عندما يتطلب المشروع ذلك؟
للمشاريع التي تتطلب التحقق الرسمي من الخواص، من المفيد مواءمة المناقشات مع مراجع معترف بها مثل معيار MPIF 35-MIM لبيانات خواص مواد MIM،, ASTM B962 لاختبار كثافة منتجات المساحيق المعدنية باستخدام مبدأ أرخميدس، و ISO 2740:2023 لعينات اختبار الشد المستخدمة للمعادن الملبدة، بما في ذلك MIM والتلبيد. هذه المعايير لا تحل مشاكل القولبة بحد ذاتها، لكنها تساعد في إبقاء مناقشات الجودة موضوعية.
تابع سلسلة جودة أجزاء MIM
القولبة بالحقن هي جزء واحد من سلسلة جودة MIM الكاملة. استخدم المقالات ذات الصلة أدناه لفصل المخاطر ذات المنشأ في القولبة عن مشكلات التصميم، والمواد الخام، والأدوات، والمعالجة الحرارية، والتحكم في الأبعاد.
- ما الذي يؤثر على جودة الأجزاء في تقنية MIM؟ — نظرة عامة على سلسلة جودة العملية والتصميم الكاملة.
- كيف تؤثر مادة التغذية على جودة الأجزاء في MIM — سلوك المواد الخام، وملء القالب، وقوة الجزء الأخضر، واتساق الانكماش.
- كيف يؤثر تصميم الجزء على جودة الجزء في MIM — الهندسة، وسمك الجدار، والانتقالات، ومخاطر التعامل.
- كيف يؤثر اختيار المواد على جودة أجزاء MIM — اختيار المواد، واستجابة التلبيد، وتوقعات الخصائص.
- كيف يؤثر تصميم القالب على جودة الأجزاء في MIM — البوابة، التهوية، الطرد، وثبات أدوات التصنيع.
- كيف تؤثر إزالة المادة الرابطة والتلبيد على جودة الأجزاء في MIM — مرحلة الحرارة تسبب ظهور العيوب المتأخر.
- كيف تؤثر أبعاد الجزء على جودة الجزء النهائي في MIM — مخاطر الأبعاد، توازن المقطع، ومخاوف الفحص النهائي.
هل تحتاج إلى مراجعة جزء MIM لمخاطر جودة مرحلة القولبة؟
إذا كان جزءك يحتوي على مقاطع رقيقة، مسارات تدفق طويلة، علامات واضحة في منطقة البوابة، انحراف متكرر للدُفعات، أو تشوه بعد التلبيد، فيجب مراجعة الرسم الهندسي مع متطلبات القولبة، أدوات التصنيع، المواد، إزالة المادة الرابطة، التلبيد، والفحص.
الخلاصة النهائية
جودة القولبة بالحقن في تقنية MIM لا تتعلق فقط بملء التجويف. بل تتعلق بما إذا كانت مرحلة القولبة تنتج جزءًا أخضر موحدًا بما يكفي، وقويًا بما يكفي، ومستقرًا بما يكفي لكل ما يليه. عندما تكون القولبة مضبوطة جيدًا، تصبح المراحل اللاحقة أسهل في التثبيت. وعندما تكون القولبة ضعيفة، تقضي بقية العملية وقتًا في كشف المشكلات التي كانت مدمجة بالفعل.
لذا، إذا كان هدفك هو تحسين جودة أجزاء MIM، فلا تسأل فقط عما إذا كان الجزء النهائي قد اجتاز الاختبار. بل اسأل عما إذا كانت مرحلة القولبة قد بنت الأساس الصحيح لوجود الجزء النهائي من الأساس.
الأسئلة الشائعة
لا. في تقنية MIM، يمكن أن يبدو الجزء الأخضر مقبولًا مع احتوائه على اختلال في التدفق، أو تباين في الكثافة، أو إجهاد خفي، أو تلف طفيف ناتج عن القذف والمناولة. غالبًا ما تصبح هذه المشكلات واضحة فقط أثناء إزالة المادة الرابطة أو التلبيد.
يغير موقع البوابة كيفية ملء التجويف، وأين تلتقي جبهات التدفق، وكيف يتم توزيع الضغط، وأين تتشكل خطوط اللحام أو مناطق التوقف. يؤثر ذلك بشكل مباشر على تجانس كثافة الجزء الأخضر والاستقرار البعدي لاحقًا.
نعم. هذا شائع في القولبة بالحقن المعدني (MIM). قد تبدأ المشكلة الجذرية أثناء عملية القولبة، بينما يظهر العرض المرئي لاحقًا فقط عندما تمر القطعة بعمليات إزالة المادة الرابطة، أو التلبيد، أو التقييس، أو الفحص النهائي.
لا، الاختبار الحقيقي هو ما إذا كانت العملية مستقرة عبر التباين الطبيعي للإنتاج. يجب أن يكون المورد قادرًا على شرح نطاق عملية قوي، وليس فقط إظهار تجربة ناجحة واحدة.
يجب مراجعتها بشكل منفصل للوضوح، ولكن ليس معاملتها كأمور غير مترابطة. تعتمد جودة القولبة على تصميم الجزء، وسلوك مادة التغذية (feedstock)، وتصميم القالب، وإزالة المادة الرابطة (debinding)، والتلبيد (sintering)، لذا يجب أن يربط فحص السبب الجذري بين هذه المراحل.







