Guide de la qualité du processus MIM En moulage par injection de métal, de nombreux défauts que les acheteurs remarquent lors de l'inspection finale ne commencent pas réellement lors de l'inspection finale. Ils commencent souvent pendant le moulage, lorsque le feedstock poudre-liant est injecté à travers l'outillage, rempli dans la cavité, refroidi, éjecté et transféré sous forme de pièce verte fragile. Réponse rapide Le moulage par injection affecte la qualité des pièces MIM...
Guide qualité du procédé MIM
En moulage par injection de métal, de nombreux défauts que les acheteurs remarquent lors de l'inspection finale ne commencent pas réellement lors de l'inspection finale. Ils commencent souvent pendant le moulage, lorsque le feedstock poudre-liant est injecté à travers l'outillage, rempli dans la cavité, refroidi, éjecté et transféré sous forme de pièce verte fragile.
Réponse rapide
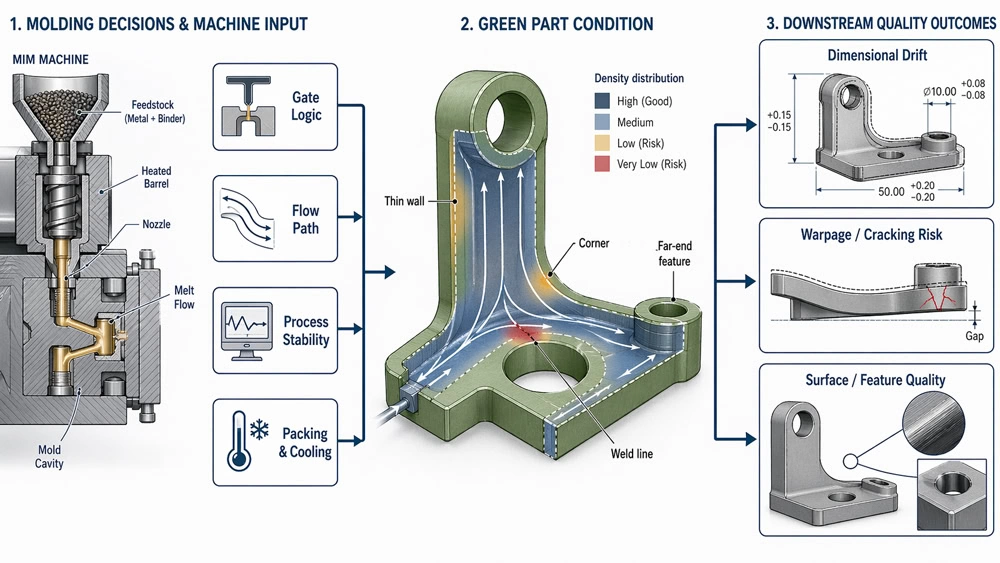
Le moulage par injection affecte la qualité des pièces MIM en contrôlant la façon dont le feedstock remplit la cavité, comment la pression est transférée pendant le remplissage, comment l'air s'échappe par le moule, et comment la pièce verte fragile est éjectée et manipulée en toute sécurité. Même lorsqu'une pièce verte moulée semble complète, un mauvais équilibre de flux, un remplissage instable, un cisaillement excessif, une ventilation insuffisante ou des dommages à l'éjection peuvent plus tard apparaître sous forme de déformation, de fissuration, de variation de densité, d'incohérence de surface ou de dérive dimensionnelle après le déliantage et le frittage.
Cet article se concentre sur le risque qualité au stade du moulage. Le comportement des matériaux, la conception du moule, la géométrie de la pièce, le déliantage, le frittage et le contrôle dimensionnel final sont abordés dans des articles séparés de la série sur la qualité des pièces MIM.
Fondation de la densité verte : le moulage doit créer une pièce verte uniforme et stable avant que le traitement thermique puisse fonctionner de manière prévisible.
Risques clés du moulage : déséquilibre de remplissage, sensibilité de l'entrée, pièges à air, remplissage instable, cisaillement excessif et dommages à l'éjection.
Valeur pour l'acheteur : la page aide les ingénieurs OEM à relier les conditions de moulage aux problèmes ultérieurs de déformation, de fissures, de variation de densité et de répétabilité.
Pourquoi l'étape de moulage est plus importante que ce que de nombreux acheteurs pensent
Selon la aperçu du processus de la Metal Injection Molding Association, le MIM est apprécié pour la production de formes complexes avec un bon contrôle des tolérances dimensionnelles et un outillage multi-empreintes à cadence élevée. La European Powder Metallurgy Association décrit également le MIM comme un procédé pour les pièces complexes en grandes séries, avec des densités frittées généralement supérieures à 95 %. Ces avantages sont réels, mais ils ne tiennent que si la pièce verte sortant de la presse d'injection est suffisamment homogène pour que le reste du procédé fonctionne de manière prévisible.
En termes pratiques, l'étape de moulage a un objectif qualité principal : créer une pièce verte avec un remplissage uniforme, une distribution contrôlée de poudre-liant, de faibles contraintes internes et une intégrité suffisante pour survivre au transfert, au déliantage et au frittage. Lorsque cela ne se produit pas, les étapes de processus ultérieures sont forcées de gérer un problème qu'elles n'ont pas créé.
Note d'ingénierie : une pièce peut sembler acceptable juste après le moulage et être encore à risque. L'apparence visuelle seule n'est pas une preuve de bonne qualité de moulage en MIM.
Le moulage doit également être examiné conjointement avec les décisions d'ingénierie environnantes. Géométrie de la pièce affecte la longueur d'écoulement, l'équilibre des sections, le risque d'éjection et la manipulation de la pièce verte. Conception du moule détermine la position de l'alimentation, la ventilation, le refroidissement, la logique des canaux d'alimentation et le support lors du démoulage. Sélection des matériaux et le comportement du feedstock influencent la viscosité, la réponse au cisaillement, la résistance à vert et la stabilité du retrait. L'étape de moulage est donc un point de contrôle de processus, mais elle ne peut être séparée de la conception de la pièce, de l'outillage, des matériaux et du comportement thermique en aval.
Les décisions de moulage qui affectent le plus fortement la qualité des pièces MIM
Toutes les variables de moulage n'ont pas le même impact. Dans les projets réels, les effets qualitatifs les plus importants proviennent généralement de l'équilibre de remplissage, de la position de l'alimentation, de la ventilation, de la stabilité du tassage, du contrôle du cisaillement, du contrôle de la température et de la libération de la pièce verte. Ces décisions déterminent si la pièce moulée a une distribution de densité stable ou si le traitement ultérieur doit gérer une variation cachée.
1) Équilibrage du remplissage et contrôle du chemin d'écoulement
Si la cavité ne se remplit pas uniformément, la pièce peut développer des variations locales de densité, des lignes de soudure faibles, des inclusions d'air ou un retrait inégal par la suite. Ceci est particulièrement important dans les sections minces, les longs chemins d'écoulement, les pièces à plusieurs points d'injection et les géométries avec des transitions d'épaisseur brusques.
2) Position et stratégie du point d'injection
L'emplacement de l'alimentation affecte la manière dont le feedstock entre dans la cavité, où les fronts d'écoulement se rencontrent, comment la pression est transférée et quelles zones sont plus susceptibles de présenter une hésitation, un jetting, une sensibilité aux lignes de soudure ou un comportement d'écoulement riche en liant. Une mauvaise décision d'alimentation peut créer des problèmes qu'aucun changement de réglage ultérieur ne supprime entièrement.
3) Qualité de l'éventilation
Une mauvaise ventilation rend l'évacuation de l'air plus difficile et augmente le risque de remplissages incomplets, de marques de brûlure, de défauts de gaz piégés et de remplissage instable. En MIM, une ventilation faible peut également amplifier une non-uniformité locale qui devient plus tard visible après le déliantage ou le frittage.
4) Stabilité du cisaillement, de la température et de la pression
Le feedstock MIM n'est pas un plastique ordinaire. Lorsque le cisaillement et la température sortent d'une plage contrôlée, le comportement poudre-liant devient moins stable. Cela peut nuire à la moulabilité, à la résistance de la pièce verte, à l'état de surface et à la répétabilité dimensionnelle.
5) Maintien et homogénéité de la densité de la pièce verte
Une pièce sous-tassée ou inégalement tassée peut quitter l'outil en apparence complète mais porter toujours des différences de densité internes. Ces différences se traduisent souvent par de la déformation, une incohérence de retrait ou une variation cavité à cavité plus tard.
6) Éjection et manipulation de la pièce verte
Même une pièce bien remplie peut perdre en qualité lors de l'éjection si la pièce verte est contrainte, traînée, pliée ou impactée. Les marques, fissures cachées, dommages sur les bords et déformations géométriques commencent souvent ici, pas au frittage.
Plusieurs références académiques et techniques sur le moulage par injection de poudre soulignent le même point fondamental : la qualité du moulage est liée à la rhéologie, au comportement de remplissage de la cavité, à l'évacuation de l'air et à la manière dont l'uniformité de la densité est établie avant le traitement thermique. Un exemple technique utile provient de l' article de simulation PIM du Center for Advanced Vehicular Systems (Mississippi State University), qui met en évidence la simulation du temps de remplissage, de la position du point d'injection, des lignes de soudure et des poches d'air comme outils pratiques pour contrôler les risques liés au moulage.
Pour les projets où l'épaisseur de paroi, les trous, les caractéristiques fines ou les changements de section abrupts font partie des préoccupations qualité, il est également utile de revoir comment les dimensions des pièces affectent la qualité finale des pièces MIM. Le risque dimensionnel et le risque de moulage sont des sujets distincts, mais ils interagissent souvent dans la même pièce.
Comment la logique des points d'injection modifie l'équilibre de remplissage et la qualité visible
La logique d'alimentation est souvent sous-estimée car les acheteurs ont tendance à se concentrer sur la forme de la pièce finie, et non sur la manière dont la cavité est réellement remplie. En MIM, la logique d'alimentation influence directement le chemin d'écoulement, les points de rencontre des fronts d'écoulement, l'historique de pression des différentes régions et l'uniformité finale de la pièce verte. Une alimentation qui semble pratique pour l'outillage peut encore créer un risque qualité si elle entraîne un remplissage instable ou piège l'air dans des caractéristiques critiques.
Une bonne stratégie de point d'injection remplit normalement quatre fonctions essentielles : elle remplit la cavité avec un flux équilibré, réduit les zones d'hésitation, place les lignes de soudure dans des zones à moindre risque et favorise un remplissage plus uniforme. Une mauvaise stratégie de point d'injection tend à faire le contraire : elle crée des chemins d'écoulement faibles plus longs, des fronts de matière instables, de l'air piégé, un sur-remplissage localisé ou un sous-remplissage localisé. C'est pourquoi la revue des points d'injection doit relier les essais de moulage à la revue de conception de l'outillage, et ne pas se limiter à une discussion sur les paramètres de la presse.

À quoi ressemble généralement une bonne décision de point d'injection
- Le front d'écoulement atteint les zones critiques dans une séquence contrôlée et prévisible.
- Les sections minces ne sont pas affamées par des zones amont plus épaisses.
- L'air a un chemin réaliste pour sortir de la cavité.
- Les lignes de soudure sont déplacées des zones à haut risque esthétique ou structurel lorsque cela est possible.
- L'éjection, l'ébavurage et la manutention en aval restent pratiques après le moulage.
Ce que provoque généralement une mauvaise décision de point d'injection
- Ligne de soudure visible ou cachée.
- Sensibilité aux courtes injections dans les zones fines ou éloignées.
- Jetting ou texture de surface instable près de la zone d'entrée.
- Surcompaction ou sous-compaction locale.
- Variation de densité qui ne devient évidente qu'après frittage.
C'est l'une des raisons pour lesquelles les bons fournisseurs MIM ne séparent pas les paramètres de moulage de la revue de conception de l'outillage. La qualité du point d'injection relève à la fois du moulage et de l'outillage. Pour une perspective axée sur l'outillage concernant la position du point d'injection, la ventilation, le support d'éjection et l'équilibrage de cavité, consultez Comment la conception du moule affecte la qualité des pièces en MIM.
Pourquoi une fenêtre de procédé stable est plus importante qu'un bon lot d'essai
Une erreur courante des acheteurs est de juger la qualité du moulage à partir d'un seul lot d'échantillons acceptable. Dans la production MIM réelle, cela ne suffit pas. Le véritable test est de savoir si le procédé peut rester stable face aux variations entre cavités, entre machines, aux changements de lots de matière, aux conditions de démarrage et aux changements d'équipe de production courants.
C'est pourquoi une fenêtre de procédé stable est plus importante qu'un bon résultat ponctuel. Un procédé qui ne fonctionne qu'à un point de réglage très étroit est généralement plus fragile en production de masse. En revanche, une fenêtre de procédé robuste donne à l'usine plus de marge pour contrôler la répétabilité sans interventions correctives constantes.

Ce qui définit généralement une fenêtre de moulage stable en MIM
- Le remplissage est complet sans recourir à des réglages d'urgence agressifs.
- Le transfert de pression est constant d'une injection à l'autre.
- Le poids des pièces et les cotes critiques restent dans une plage prévisible.
- Les pièces vertes peuvent être manipulées sans fissures fréquentes ni dommages sur les bords.
- Les déformations et rebuts en aval n'augmentent pas brusquement lorsque le rythme de production change.
La stabilité du procédé facilite également une meilleure investigation qualité. Si la fenêtre est stable, les défauts ultérieurs sont plus faciles à tracer. Si la fenêtre est instable, l'analyse des causes profondes devient beaucoup plus difficile car trop de variables bougent en même temps.
Pour des données matériaux plus complètes et des valeurs de référence, les lecteurs peuvent également se référer à la Global PM Property Database, une ressource conjointe développée par MPIF, EPMA et JMPA pour soutenir des comparaisons réalistes de matériaux PM et MIM.
Signes pratiques indiquant qu'une qualité de moulage nécessite une revue d'ingénierie
Certains problèmes de moulage sont faciles à manquer car la pièce brute peut encore sembler complète. Une revue de l'étape de moulage est particulièrement utile lorsqu'un ou plusieurs des signes suivants apparaissent lors des essais, de la production pilote ou des lots répétés.
- Déformation retardée : les pièces semblent acceptables après moulage mais se tordent, se déforment ou se rétractent de manière inégale après frittage.
- Caractéristiques fines instables : les sections fines, les longs chemins d'écoulement ou les transitions brusques présentent un remplissage incohérent ou une sensibilité aux remplissages incomplets.
- Marques de surface près du point d'injection : des marques visibles apparaissent près des points d'injection, des zones de lignes de soudure ou des zones de piégeage d'air.
- Dommages sur la pièce brute : les pièces se fissurent, se plient, s'ébrèchent ou se déforment lors de l'éjection, de la collecte, du chargement ou du transfert.
- Dérive des lots répétés : un lot d'échantillon réussit, mais les lots ultérieurs présentent une dérive dimensionnelle, une incohérence de surface ou une variation cavité à cavité.
Ces signes ne prouvent pas automatiquement que le moulage est la seule cause profonde. Ils indiquent que l'historique du moulage, l'état de la pièce verte, la conception de l'outillage, ainsi que la réponse du déliantage et du frittage en aval doivent être examinés ensemble avant de modifier un paramètre de processus au hasard.
Pourquoi les défauts d'origine du moulage apparaissent souvent plus tard lors du déliantage ou du frittage
L'un des aspects les plus déroutants du contrôle qualité en MIM est le timing. Le défaut qui devient visible lors du déliantage ou du frittage n'est pas toujours causé lors de ces étapes. Dans de nombreux cas, l'étape thermique n'est que le moment où la faiblesse antérieure devient enfin visible.
Les exemples sont courants. Une différence de densité cachée créée lors du moulage peut entraîner un retrait différentiel lors du frittage. Une fissure locale initiée lors de l'éjection peut s'ouvrir davantage lors du déliantage. Un déséquilibre d'écoulement peut se transformer en déformation car différentes régions ne se densifient pas à la même vitesse. Une irrégularité de surface peut devenir plus évidente après l'élimination du liant et le retrait final.

C'est exactement pourquoi l'attribution de la faute à une étape du procédé peut être trompeuse. Lorsqu'une pièce frittée se déforme, l'équipe ne doit pas supposer automatiquement que le four est le seul problème. La bonne question est de savoir si la pièce verte est entrée dans le déliantage dans un état véritablement uniforme et stable.
Cette logique inter-étapes est couverte plus en détail dans Comment le déliantage et le frittage affectent la qualité des pièces en MIM. L'article sur l'étape thermique explique comment l'élimination du liant, le comportement au retrait, les conditions de support et la stabilité du frittage peuvent exposer des faiblesses déjà intégrées dans la pièce verte.
Une liste de contrôle technique pratique pour évaluer le risque qualité du moulage
Lorsque vous évaluez un nouveau fournisseur MIM ou examinez une pièce problématique, voici les questions les plus utiles à poser concernant l'étape de moulage.
- Revue du point d'injection : La position du point d'injection a-t-elle été choisie en fonction du comportement réel de remplissage et non seulement de la commodité de l'outillage ?
- Équilibrage de l'écoulement : Les zones à écoulement long, à paroi mince ou à transition brusque sont-elles connues et validées ?
- Échappement d'air : L'évacuation de l'air est-elle traitée comme un véritable sujet de conception, et non comme une simple considération secondaire ?
- Fenêtre de procédé robuste : Le fournisseur peut-il expliquer la plage acceptable, et non seulement un réglage nominal ?
- Manutention des pièces vertes : Existe-t-il une méthode claire pour protéger les pièces fragiles lors de l'éjection, de la collecte, du chargement et du transfert ?
- Traçabilité inter-étapes : Lorsque des défauts apparaissent après le frittage, l'équipe remonte-t-elle jusqu'à l'historique de moulage et à l'état de la pièce verte ?
- Méthode de vérification : Les contrôles de propriétés et de densité en aval sont-ils liés à des normes reconnues lorsque le projet l'exige ?
Pour les projets nécessitant une vérification formelle des propriétés, il est utile d'aligner les discussions sur des références reconnues telles que La norme MPIF 35-MIM pour les données de propriétés des matériaux MIM, ASTM B962 pour les essais de densité des produits métallurgiques des poudres selon le principe d'Archimède, et ISO 2740:2023 pour les éprouvettes de traction utilisées pour les métaux frittés, y compris le MIM et le frittage. Ces normes ne résolvent pas les problèmes de moulage en elles-mêmes, mais elles aident à maintenir l'objectivité des discussions qualité.
Poursuivre la série sur la qualité des pièces MIM
Le moulage par injection est une partie de la chaîne complète de qualité MIM. Utilisez les articles connexes ci-dessous pour séparer les risques d'origine du moulage des problèmes de conception, de feedstock, d'outillage, de traitement thermique et de contrôle dimensionnel.
- Qu'est-ce qui affecte la qualité des pièces en MIM ? — aperçu du processus complet et de la chaîne de qualité de conception.
- Comment le feedstock affecte la qualité des pièces en MIM — comportement du feedstock, remplissage du moule, résistance verte et cohérence du retrait.
- Comment la conception des pièces affecte la qualité des pièces en MIM — géométrie, épaisseur de paroi, transitions et risques de manipulation.
- Comment le choix du matériau affecte la qualité des pièces MIM — choix du matériau, réponse au frittage et attentes en matière de propriétés.
- Comment la conception du moule affecte la qualité des pièces en MIM — l'arrivée, le dégazage, l'éjection et la stabilité de l'outillage.
- Comment le déliantage et le frittage affectent la qualité des pièces en MIM — causes au stade thermique et visibilité retardée des défauts.
- Comment les dimensions des pièces affectent la qualité finale des pièces MIM — risque dimensionnel, équilibrage des sections et préoccupations d'inspection finale.
Besoin d'une revue de pièce MIM pour un risque qualité au stade du moulage ?
Si votre pièce présente des sections fines, de longs parcours d'écoulement, des marques visibles à l'emplacement de l'arrivée, une dérive sur plusieurs lots, ou une déformation après frittage, le plan doit être revu conjointement avec les exigences de moulage, d'outillage, de matériau, de déliantage, de frittage et d'inspection.
Conclusion finale
La qualité du moulage par injection dans le MIM ne se limite pas à savoir si la cavité se remplit. Il s'agit de savoir si l'étape de moulage crée une pièce brute suffisamment uniforme, résistante et stable pour tout ce qui suit. Lorsque le moulage est bien contrôlé, les étapes ultérieures deviennent plus faciles à stabiliser. Lorsque le moulage est faible, le reste du processus passe son temps à révéler des problèmes déjà intégrés.
Donc, si votre objectif est d'obtenir une meilleure qualité de pièce MIM, ne vous demandez pas seulement si la pièce finie est conforme. Demandez-vous si l'étape de moulage a construit la bonne fondation pour que la pièce finie existe tout simplement.
FAQ
Non. En MIM, une pièce brute peut sembler acceptable et pourtant contenir un déséquilibre d'écoulement, une variation de densité, des contraintes cachées ou de petits dommages dus à l'éjection et à la manipulation. Ces problèmes ne deviennent souvent évidents que lors du déliantage ou du frittage.
L'emplacement du point d'injection modifie la façon dont la cavité se remplit, où les fronts d'écoulement se rencontrent, comment la pression est répartie et où se forment les lignes de soudure ou les zones d'hésitation. Cela affecte directement l'uniformité de la densité de la pièce brute et la stabilité dimensionnelle ultérieure.
Oui. C'est courant en MIM. La cause première peut provenir du moulage, tandis que le symptôme visible n'apparaît que plus tard, lorsque la pièce passe par le déliantage, le frittage, le calibrage ou l'inspection finale.
Non. Le véritable test est de savoir si le processus est stable dans les variations normales de production. Un fournisseur doit être capable d'expliquer une fenêtre de processus robuste, pas seulement de montrer un seul essai réussi.
Ils doivent être examinés séparément pour plus de clarté, mais pas traités comme sans rapport. La qualité du moulage dépend de la conception de la pièce, du comportement du feedstock, de la conception de l'outillage, du déliantage et du frittage ; par conséquent, l'examen des causes profondes devrait relier ces étapes.







