Guia de Qualidade do Processo MIM Na moldagem por injeção de metal, muitos defeitos que os compradores notam na inspeção final não começam realmente na inspeção final. Eles geralmente começam durante a moldagem, quando o feedstock de pó-ligante é injetado através do ferramental, compactado na cavidade, resfriado, ejetado e transferido como uma peça verde frágil. Resposta Rápida A moldagem por injeção afeta a qualidade das peças MIM...
Guia de Qualidade do Processo MIM
Na moldagem por injeção de metal, muitos defeitos que os compradores notam na inspeção final não começam realmente na inspeção final. Eles geralmente começam durante a moldagem, quando o feedstock de pó-ligante é injetado através do ferramental, compactado na cavidade, resfriado, ejetado e transferido como uma peça verde frágil.
Resposta Rápida
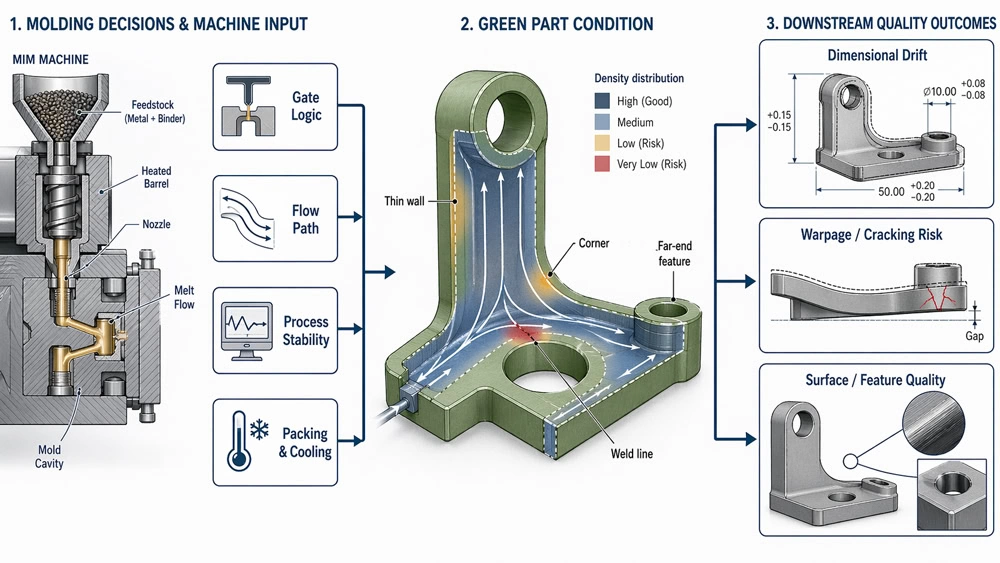
A moldagem por injeção afeta a qualidade das peças MIM controlando como o feedstock preenche a cavidade, como a pressão é transferida durante a compactação, como o ar escapa pelo molde e como a peça verde frágil é ejetada e manuseada com segurança. Mesmo quando uma peça verde moldada parece completa, o desequilíbrio de fluxo, a compactação instável, o cisalhamento excessivo, a ventilação inadequada ou danos na ejeção podem aparecer posteriormente como distorção, trincas, variação de densidade, inconsistência superficial ou desvio dimensional após a remoção do ligante e a sinterização.
Este artigo foca no risco de qualidade na fase de moldagem. Comportamento do material, projeto do molde, geometria da peça, remoção do ligante, sinterização e controle dimensional final são abordados em artigos separados dentro da série de qualidade de peças MIM.
Fundamento da densidade verde: a moldagem deve criar uma peça verde uniforme e estável antes que o processamento térmico possa funcionar de forma previsível.
Principais riscos de moldagem: desequilíbrio de preenchimento, sensibilidade do ponto de injeção, armadilhas de ar, compactação instável, cisalhamento excessivo e danos na ejeção.
Valor para o comprador: a página ajuda engenheiros de OEM a conectar as condições de moldagem com problemas posteriores de distorção, trincas, variação de densidade e repetibilidade.
Por que a Etapa de Moldagem é Mais Importante do que Muitos Compradores Esperam
De acordo com a visão geral do processo da Metal Injection Molding Association, a MIM é valorizada pela produção de formas complexas com bom controle de tolerância dimensional e ferramental de múltiplas cavidades de alta produtividade. A Associação Europeia de Metalurgia do Pó também descreve a MIM como um processo para peças complexas em grandes quantidades, com densidades sinterizadas comumente acima de 95%. Essas vantagens são reais, mas só se mantêm quando a peça verde que sai da prensa de moldagem é consistente o suficiente para que o restante do processo funcione de forma previsível.
Em termos práticos, a etapa de moldagem tem uma principal função de qualidade: criar uma peça verde com preenchimento uniforme, distribuição controlada de ligante e pó, baixo estresse interno e integridade suficiente para sobreviver à transferência, remoção do ligante e sinterização. Quando isso não acontece, as etapas posteriores do processo são forçadas a lidar com um problema que não criaram.
Nota de engenharia: uma peça pode parecer aceitável logo após a moldagem e ainda assim estar em risco. A aparência visual por si só não é prova de boa qualidade de moldagem em MIM.
A moldagem também deve ser revisada em conjunto com as decisões de engenharia circundantes. Geometria da peça afeta o comprimento do fluxo, o equilíbrio da seção, o risco de ejeção e o manuseio da peça verde. Projeto do molde determina a posição do ponto de injeção, ventilação, resfriamento, lógica do canal de alimentação e suporte durante a liberação. Seleção de materiais e o comportamento do feedstock influenciam a viscosidade, a resposta ao cisalhamento, a resistência da peça verde e a estabilidade da retração. A etapa de moldagem é, portanto, um ponto de controle do processo, mas não pode ser separada do projeto da peça, do ferramental, dos materiais e do comportamento térmico subsequente.
As Decisões de Moldagem que Mais Afetam a Qualidade da Peça MIM
Nem toda variável de moldagem tem o mesmo impacto. Em projetos reais, os maiores efeitos na qualidade geralmente vêm do equilíbrio de preenchimento, posição do ponto de injeção, ventilação, estabilidade de compactação, controle de cisalhamento, controle de temperatura e liberação da peça verde. Essas decisões determinam se a peça moldada tem uma distribuição de densidade estável ou se o processamento posterior terá que lidar com variações ocultas.
1) Balanceamento de enchimento e controle do fluxo
Se a cavidade não preencher uniformemente, a peça pode desenvolver variação local de densidade, fragilidade na linha de solda, aprisionamento de ar ou retração irregular posteriormente. Isso é especialmente importante em seções finas, percursos de fluxo longos, peças com múltiplos pontos de injeção e geometrias com transições abruptas de espessura.
2) Posição do ponto de injeção e estratégia de injeção
A localização do ponto de injeção afeta como o feedstock entra na cavidade, onde as frentes de fluxo se encontram, como a pressão é transferida e quais áreas são mais propensas a ver hesitação, injeção direta (jetting), sensibilidade à linha de solda ou comportamento de fluxo rico em ligante. Uma decisão ruim de ponto de injeção pode criar problemas que nenhuma alteração posterior nas configurações remove completamente.
3) Qualidade da ventilação
Uma ventilação inadequada torna o ar mais difícil de evacuar e aumenta o risco de preenchimento incompleto (short shots), marcas semelhantes a queimaduras, defeitos de gás aprisionado e preenchimento instável. Em MIM, uma ventilação fraca também pode amplificar a não uniformidade local que posteriormente se torna visível após a remoção do ligante ou a sinterização.
4) Estabilidade de cisalhamento, temperatura e pressão
O feedstock MIM não é um plástico comum. Quando o cisalhamento e a temperatura saem de uma faixa controlada, o comportamento do pó-ligante se torna menos estável. Isso pode prejudicar a moldabilidade, a resistência a verde, o acabamento superficial e a repetibilidade dimensional.
5) Consistência de compactação e densidade a verde
Uma peça que é subcompactada ou compactada de forma desigual pode sair da ferramenta parecendo completa, mas ainda carregar diferenças de densidade internas. Essas diferenças frequentemente se tornam distorção, inconsistência de retração ou variação cavidade a cavidade posteriormente.
6) Extração e manuseio da peça verde
Mesmo uma peça bem preenchida pode perder qualidade durante a extração se a peça verde for tensionada, arrastada, dobrada ou impactada. Marcas, trincas ocultas, danos nas bordas e alterações geométricas geralmente começam aqui, não na sinterização.
Diversas referências acadêmicas e de engenharia sobre moldagem por injeção de pós enfatizam o mesmo ponto básico: a qualidade da moldagem está ligada à reologia, ao comportamento de preenchimento da cavidade, à evacuação de ar e à forma como a uniformidade de densidade é estabelecida antes do processamento térmico. Um exemplo técnico útil vem do artigo de simulação PIM do Center for Advanced Vehicular Systems (Mississippi State University), que destaca a simulação do tempo de preenchimento, posição do ponto de injeção, linhas de solda e bolsas de ar como ferramentas práticas para controlar riscos relacionados à moldagem.
Para projetos onde a espessura da parede, furos, características esbeltas ou mudanças abruptas de seção fazem parte da preocupação com a qualidade, também é útil revisar como as dimensões das peças afetam a qualidade final das peças MIM. Risco dimensional e risco de moldagem são tópicos separados, mas frequentemente interagem na mesma peça.
Como a Lógica do Ponto de Injeção Altera o Equilíbrio de Preenchimento e a Qualidade Visível
A lógica do ponto de injeção é frequentemente subestimada porque os compradores tendem a focar na forma final da peça, e não em como a cavidade é realmente preenchida. Em MIM, a lógica do ponto de injeção influencia diretamente o caminho do fluxo, os pontos de encontro das frentes de fluxo, o histórico de pressão de diferentes regiões e a uniformidade final da peça verde. Um ponto de injeção que parece conveniente para o ferramental ainda pode criar risco de qualidade se levar a um preenchimento instável ou aprisionar ar em características críticas.
Uma boa estratégia de canal de injeção normalmente faz quatro coisas bem: preenche a cavidade com fluxo balanceado, reduz zonas de hesitação, posiciona linhas de solda em áreas de menor risco e suporta um empacotamento mais uniforme. Uma estratégia de canal de injeção ruim tende a fazer o oposto: cria caminhos de fluxo fracos mais longos, encontro de frente instável, ar aprisionado, sobre-empacotamento local ou sub-empacotamento local. É por isso que a revisão do canal de injeção deve conectar os testes de moldagem com a revisão do projeto do molde, não permanecer apenas uma discussão de configuração da máquina.

Como geralmente é uma boa decisão de ponto de injeção
- A frente de fluxo atinge áreas críticas em uma sequência controlada e previsível.
- Seções finas não são privadas de material por zonas mais espessas a montante.
- O ar tem um caminho realista para sair da cavidade.
- Linhas de solda são movidas para longe de zonas cosméticas ou estruturais de alto risco, quando possível.
- Extração, rebarbação e manuseio downstream permanecem práticos após a moldagem.
O que uma decisão ruim de ponto de injeção geralmente causa
- Fragilidade visível ou oculta na linha de solda.
- Sensibilidade a short-shot em regiões finas ou distantes.
- Jateamento ou textura superficial instável próximo à região de entrada.
- Sobrepressão ou subpressão localizada.
- Variação de densidade que só se torna evidente após a sinterização.
Esta é uma razão pela qual bons fornecedores de MIM não separam as configurações de moldagem da revisão do projeto da ferramenta. A qualidade do canal de injeção pertence tanto à moldagem quanto ao ferramental. Para uma visão focada em ferramental da posição do canal de injeção, ventilação, suporte de ejeção e balanceamento da cavidade, consulte Como o Projeto do Molde Afeta a Qualidade das Peças em MIM.
Por que uma Janela de Processo Estável é Mais Importante que uma Única Amostra Boa
Um erro comum de compradores é julgar a qualidade da moldagem a partir de um único lote de amostras aceitável. Na produção real de MIM, isso não é suficiente. O verdadeiro teste é se o processo pode permanecer estável diante de variações cavidade a cavidade, máquina a máquina, mudanças de lote de material, condições de inicialização e turnos de produção rotineiros.
É por isso que uma janela de processo estável é mais importante do que um resultado bom único. Um processo que funciona apenas em um ponto de ajuste muito estreito geralmente é mais frágil na produção em massa. Em contraste, uma janela de processo robusta dá à fábrica mais margem para controlar a repetibilidade sem apagar incêndios constantemente.

O que geralmente define uma janela de moldagem estável em MIM
- O preenchimento é completo sem depender de configurações agressivas de emergência.
- A transferência de pressão é consistente de ciclo para ciclo.
- O peso da peça e as dimensões críticas permanecem dentro de uma faixa previsível.
- As peças verdes podem ser manuseadas sem trincas frequentes ou danos nas bordas.
- Distorção e refugo a jusante não aumentam quando o ritmo de produção muda.
A estabilidade do processo também favorece uma melhor investigação da qualidade. Se a janela é estável, defeitos posteriores são mais fáceis de rastrear. Se a janela é instável, a análise de causa raiz se torna muito mais difícil porque muitas variáveis se movem ao mesmo tempo.
Para dados de materiais mais amplos e valores de referência, os leitores também podem consultar o Global PM Property Database, um recurso conjunto desenvolvido pela MPIF, EPMA e JMPA para apoiar comparações realistas de materiais PM e MIM.
Sinais Práticos de Que a Qualidade da Moldagem Precisa de Revisão de Engenharia
Alguns problemas de moldagem são fáceis de perder porque a peça verde ainda pode parecer completa. Uma revisão da fase de moldagem é especialmente útil quando um ou mais dos seguintes sinais aparecem durante testes, produção piloto ou lotes repetidos.
- Distorção tardia: as peças parecem aceitáveis após a moldagem, mas dobram, torcem ou encolhem de forma desigual após a sinterização.
- Recursos finos instáveis: seções finas, caminhos de fluxo longos ou transições abruptas mostram preenchimento inconsistente ou sensibilidade a falhas de preenchimento (short-shot).
- Marcas superficiais na área do canal de injeção: marcas visíveis aparecem perto dos canais de injeção, regiões de linha de solda ou zonas de aprisionamento de ar.
- Danos na peça verde: peças racham, dobram, lascam ou deformam durante a ejeção, coleta, carregamento ou transferência.
- Derivação de lote repetida: um lote de amostra é aprovado, mas lotes posteriores mostram deriva dimensional, inconsistência de superfície ou variação cavidade a cavidade.
Esses sinais não provam automaticamente que a moldagem é a única causa raiz. Eles indicam que o histórico de moldagem, a condição da peça verde, o projeto da ferramenta e a resposta subsequente de remoção do ligante e sinterização devem ser revisados em conjunto antes de alterar um parâmetro de processo aleatoriamente.
Por Que Defeitos de Origem na Moldagem Frequentemente Aparecem Tarde na Remoção do Ligante ou na Sinterização
Uma das coisas mais confusas no controle de qualidade MIM é o timing. O defeito que se torna visível durante a remoção do ligante ou sinterização nem sempre é causado durante essas etapas. Em muitos casos, a etapa térmica é apenas onde a fraqueza anterior finalmente se torna visível.
Exemplos são comuns. Uma diferença oculta de densidade criada durante a moldagem pode se tornar retração diferencial durante a sinterização. Uma trinca local iniciada durante a ejeção pode se abrir ainda mais durante a remoção do ligante. O desequilíbrio de fluxo pode se transformar em distorção porque diferentes regiões não densificam na mesma taxa. A inconsistência superficial pode se tornar mais óbvia após a remoção do ligante e a retração final.

É exatamente por isso que atribuir a culpa a uma etapa do processo pode ser enganoso. Quando uma peça sinterizada empena, a equipe não deve assumir automaticamente que o forno é o único problema. A pergunta correta é se a peça verde entrou na remoção do ligante em uma condição verdadeiramente uniforme e estável.
Essa lógica inter-estágios é abordada com mais detalhes em Como a Remoção do Ligante e a Sinterização Afetam a Qualidade das Peças em MIM. O artigo sobre o estágio térmico explica como a remoção do ligante, o comportamento de retração, as condições de suporte e a estabilidade da sinterização podem expor fraquezas que já foram incorporadas à peça verde.
Um Checklist Prático de Engenharia para Avaliar o Risco de Qualidade na Moldagem
Ao avaliar um novo fornecedor MIM ou revisar uma peça problemática, estas são as perguntas mais úteis sobre a etapa de moldagem a serem feitas.
- Revisão do ponto de injeção: A posição do ponto de injeção foi escolhida com base no comportamento real de preenchimento e não apenas na conveniência do ferramental?
- Balanço de fluxo: As áreas de fluxo longo, parede fina ou transição abrupta são conhecidas e validadas?
- Ventilação: A evacuação de ar é tratada como um tópico de projeto real, não como uma reflexão tardia?
- Janela de processo robusta: O fornecedor consegue explicar a faixa aceitável, e não apenas um único valor nominal?
- Manuseio da peça verde: Existe um método claro para proteger peças frágeis durante a ejeção, coleta, carregamento e transferência?
- Rastreabilidade entre etapas: Quando defeitos aparecem após a sinterização, a equipe os rastreia até o histórico de moldagem e a condição da peça verde?
- Método de verificação: As verificações de propriedades e densidade downstream estão vinculadas a normas reconhecidas quando exigido pelo projeto?
Para projetos que exigem verificação formal de propriedades, é útil alinhar as discussões com referências reconhecidas, como A norma MPIF 35-MIM para dados de propriedades de materiais MIM, ASTM B962 para teste de densidade de produtos PM usando o princípio de Arquimedes, e ISO 2740:2023 para corpos de prova de tração usados para metais sinterizados, incluindo MIM e sinterização. Essas normas não resolvem problemas de moldagem por si só, mas ajudam a manter as discussões de qualidade objetivas.
Continue a Série de Qualidade de Peças MIM
A moldagem por injeção é uma parte da cadeia completa de qualidade MIM. Use os artigos relacionados abaixo para separar os riscos de origem da moldagem de problemas de projeto, feedstock, ferramental, processamento térmico e controle dimensional.
- O que Afeta a Qualidade das Peças em MIM? — visão geral do processo completo e da cadeia de qualidade de projeto.
- Como o Feedstock Afeta a Qualidade das Peças em MIM — comportamento do feedstock, preenchimento do molde, resistência da peça verde e consistência da retração.
- Como o Projeto da Peça Afeta a Qualidade na MIM — geometria, espessura de parede, transições e riscos de manuseio.
- Como a Seleção de Material Afeta a Qualidade das Peças MIM — escolha de material, resposta à sinterização e expectativas de propriedades.
- Como o Projeto do Molde Afeta a Qualidade das Peças em MIM — pino de injeção, ventilação, extração e estabilidade do ferramental.
- Como a Remoção do Ligante e a Sinterização Afetam a Qualidade das Peças em MIM — causas da etapa térmica e visibilidade tardia de defeitos.
- Como as Dimensões da Peça Afetam a Qualidade Final da Peça MIM — risco dimensional, balanceamento de seção e preocupações com a inspeção final.
Precisa Revisar uma Peça MIM Quanto a Riscos de Qualidade na Etapa de Moldagem?
Se sua peça possui seções finas, longos caminhos de fluxo, marcas visíveis na área do pino de injeção, desvio em lotes repetidos ou distorção após a sinterização, o desenho deve ser revisado em conjunto com os requisitos de moldagem, ferramental, material, remoção do ligante, sinterização e inspeção.
Conclusão Final
A qualidade da moldagem por injeção no MIM não se resume apenas ao preenchimento da cavidade. Trata-se de saber se a etapa de moldagem cria uma peça verde que seja uniforme o suficiente, resistente o suficiente e estável o suficiente para tudo o que vem depois. Quando a moldagem é bem controlada, as etapas posteriores se tornam mais fáceis de estabilizar. Quando a moldagem é fraca, o restante do processo gasta tempo expondo problemas que já estavam incorporados.
Portanto, se seu objetivo é melhor qualidade das peças MIM, não pergunte apenas se a peça final passou. Pergunte se a etapa de moldagem construiu a base certa para a peça final existir.
FAQ
Não. No MIM, uma peça verde pode parecer aceitável e ainda conter desequilíbrio de fluxo, variação de densidade, tensão oculta ou pequenos danos causados pela ejeção e manuseio. Esses problemas geralmente se tornam óbvios apenas durante a remoção do ligante ou a sinterização.
A localização do ponto de injeção altera como a cavidade é preenchida, onde as frentes de fluxo se encontram, como a pressão é distribuída e onde se formam linhas de solda ou zonas de hesitação. Isso afeta diretamente a uniformidade da densidade da peça verde e a estabilidade dimensional posterior.
Sim. Isso é comum em MIM. A causa raiz pode começar durante a moldagem, enquanto o sintoma visível só aparece mais tarde, quando a peça passa pela remoção do ligante, sinterização, calibração ou inspeção final.
Não. O verdadeiro teste é se o processo é estável dentro da variação normal de produção. Um fornecedor deve ser capaz de explicar uma janela de processo robusta, não apenas mostrar um único ensaio bem-sucedido.
Eles devem ser revisados separadamente para clareza, mas não tratados como não relacionados. A qualidade da moldagem depende do projeto da peça, do comportamento do feedstock, do projeto da ferramenta, da remoção do ligante e da sinterização, portanto, a análise de causa raiz deve conectar essas etapas.







