MIMプロセス品質ガイド 金属射出成形(MIM)において、最終検査でバイヤーが気づく多くの欠陥は、最終検査で始まるわけではありません。多くの場合、粉末バインダーフィードストックが金型を通して射出され、キャビティに充填され、冷却され、取り出され、脆いグリーンパーツとして移送される成形段階で始まります。クイックアンサー 射出成形はMIMに影響します…
MIMプロセス品質ガイド
金属射出成形(MIM)において、最終検査でバイヤーが気づく多くの欠陥は、最終検査で始まるわけではありません。多くの場合、粉末バインダーフィードストックが金型を通して射出され、キャビティに充填され、冷却され、取り出され、脆いグリーンパーツとして移送される成形段階で始まります。.
クイックアンサー
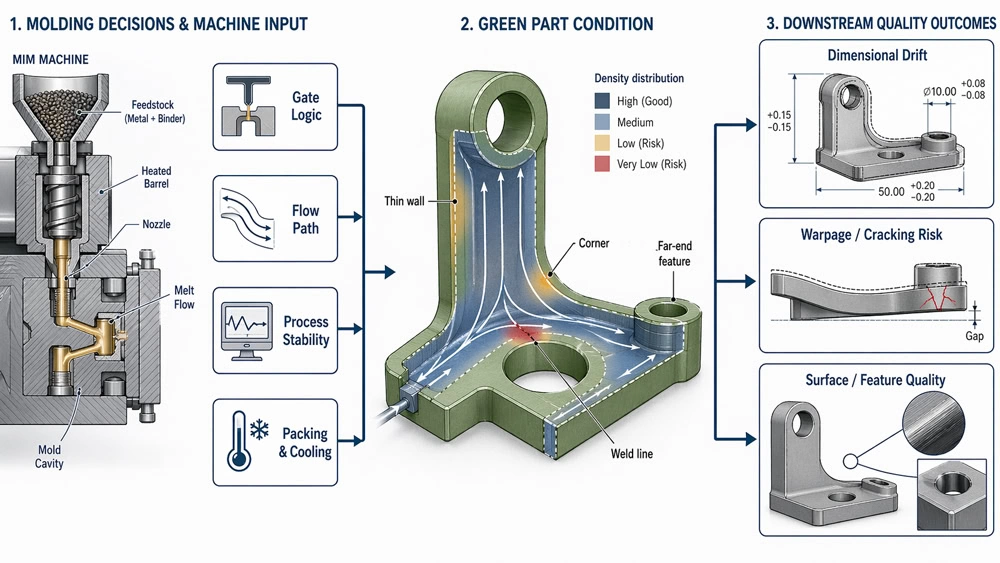
射出成形は、フィードストックがキャビティをどのように充填するか、パッキング中に圧力がどのように伝達されるか、金型から空気がどのように逃げるか、そして脆いグリーンパーツがどれだけ安全に取り出され、扱われるかを制御することによって、MIM部品の品質に影響を与えます。成形されたグリーンパーツが完成したように見えても、不均衡な流れ、不安定なパッキング、過度のせん断、不十分なベント、または取り出し時の損傷は、脱脂および焼結後に、反り、亀裂、密度ばらつき、表面の不均一性、または寸法ドリフトとして現れる可能性があります。.
この記事は、成形段階の品質リスクに焦点を当てています。材料の挙動、金型設計、部品形状、脱脂、焼結、および最終的な寸法管理については、MIM部品品質シリーズの別記事で扱います。.
グリーン密度基盤: 成形は、熱処理が予測可能に機能する前に、均一で安定したグリーンパーツを作成する必要があります。.
主な成形リスク: 充填不均衡、ゲート感度、エアトラップ、不安定なパッキング、過度のせん断、および取り出し時の損傷。.
バイヤー価値: このページは、OEMエンジニアが成形条件と、その後の反り、亀裂、密度ばらつき、および繰り返し精度の問題との関連を理解するのに役立ちます。.
多くのバイヤーが予想する以上に成形段階が重要な理由
によると 金属射出成形協会のプロセス概要, MIMは、複雑形状の部品を高い寸法公差管理と高レートのマルチキャビティ金型で生産できる点で評価されています。 欧州粉末冶金協会 MIMは、複雑形状部品を大量に生産するプロセスとしても説明され、焼結密度は通常95%以上に達します。これらの利点は確かに存在しますが、成形プレスから出るグリーンパーツが、その後のプロセスが予測可能に機能するのに十分な一貫性を持っている場合にのみ有効です。.
実用的な観点から、成形工程における主な品質管理の役割は、均一な充填、制御されたバインダー・粉末分布、低い内部応力、そして移送、脱脂、焼結に耐えうる十分な強度を持つグリーンパートを生成することです。それが達成されない場合、後工程が、自身が原因ではない問題を抱え込むことになります。.
エンジニアリングノート: 部品は成形直後に見た目が許容範囲であっても、リスクを抱えている可能性があります。MIMでは、外観だけでは良好な成形品質の証明にはなりません。.
成形工程は、周辺のエンジニアリング上の決定事項と合わせて検討されるべきです。. 部品形状 フロー長、断面バランス、突き出しリスク、グリーンパートの取り扱いに影響します。. 金型設計 ゲート位置、ベント、冷却、ランナーロジック、離型時のサポートを決定します。. 材料選定 およびフィードストックの挙動は、粘度、せん断応答、グリーン強度、収縮安定性に影響を与えます。したがって、成形工程はプロセス制御のポイントですが、部品設計、金型、材料、および後続の熱挙動から切り離すことはできません。.
MIM部品の品質に最も強く影響する成形の決定事項
すべての成形変数が同じ影響を与えるわけではありません。実際のプロジェクトでは、最大の品質効果は通常、充填バランス、ゲート位置、ベント、パッキング安定性、せん断制御、温度制御、およびグリーンパートの離型から生じます。これらの決定により、成形された部品が安定した密度分布を持つか、あるいは後続の加工で隠れたばらつきに対処する必要があるかが決まります。.
1) 充填バランスと流路制御
キャビティが均一に充填されないと、局所的な密度ばらつき、ウェルドラインの弱さ、エア巻き込み、後工程での不均一な収縮が発生する可能性があります。これは特に、薄肉部、長い流路、マルチゲート部品、急激な肉厚変化のある形状で重要です。.
2) ゲート位置とゲート戦略
ゲート位置は、フィードストックがキャビティにどのように入り、フローフロントがどこで合流し、どのように圧力が伝達され、どの領域がヒテーション、ジェット流、ウェルドライン感受性、またはバインダーリッチなフロー挙動を起こしやすいかに影響します。不適切なゲートの決定は、後続の設定変更では完全に除去できない問題を引き起こす可能性があります。.
3) ベント品質
不十分なベントは、空気の排出を困難にし、ショートショット、焼け跡のようなマーク、トラップガス欠陥、および不安定な充填のリスクを高めます。MIMでは、弱いベントは、脱脂または焼結後に目に見えるようになる局所的な不均一性を増幅させる可能性もあります。.
4) せん断、温度、圧力の安定性
MIMフィードストックは通常のプラスチックとは異なります。せん断と温度が制御範囲を外れると、粉末とバインダーの挙動が不安定になります。これにより、成形性、グリーン強度、表面仕上げ、寸法再現性が損なわれる可能性があります。.
5) 保圧とグリーン密度の均一性
アンダーパックまたは不均一にパックされた部品は、ツールから完了したように見えても、内部に密度の違いを抱えている可能性があります。これらの違いは、しばしば後で歪み、収縮の不均一性、またはキャビティ間ばらつきとなります。.
6) 成形品の取り出しとグリーンパートの取り扱い
良好に充填された部品でも、取り出し時にグリーンパートに応力、引きずり、曲げ、衝撃が加わると品質が低下する可能性があります。傷、隠れたクラック、エッジの損傷、形状のずれは、焼結ではなくここで発生することがよくあります。.
粉末射出成形に関するいくつかの学術・技術文献は、成形品質がレオロジー、キャビティ充填挙動、空気排出、および熱処理前に密度均一性が確立される方法に結びついているという同じ基本点を強調しています。有用な技術例として、 Center for Advanced Vehicular Systems (ミシシッピ州立大学) のPIMシミュレーションペーパー, があり、充填時間、ゲート位置、ウェルドライン、エアトラップのシミュレーションを成形関連リスクを管理する実用的なツールとして強調しています。.
肉厚、穴、細長い形状、または急激な断面変化が品質懸念の一部であるプロジェクトでは、以下の検討も有用です。 部品寸法が最終的なMIM部品品質に与える影響. 寸法リスクと成形リスクは別個のトピックですが、同じ部品で相互に作用することがよくあります。.
ゲートロジックが充填バランスと外観品質を変える方法
ゲートロジックは、購入者が完成した部品形状に注目し、キャビティが実際にどのように充填されるかには注目しないため、しばしば過小評価されます。MIMでは、ゲートロジックはフローパス、フローフロントの合流点、各領域の圧力履歴、およびグリーンパートの最終的な均一性に直接影響します。金型にとって都合の良いように見えるゲートでも、不安定な充填を引き起こしたり、重要な形状に空気を閉じ込めたりすると、品質リスクを生じる可能性があります。.
適切なゲート戦略は通常、4つのことをうまく行います。それは、キャビティをバランスの取れたフローで充填し、ウェーブゾーンを減らし、ウェルドラインをリスクの低い領域に配置し、より均一なパッキングをサポートすることです。不適切なゲート戦略は、その逆を行う傾向があります。つまり、長い弱いフローパス、不安定な前面合流、閉じ込められた空気、局所的な過剰パッキング、または局所的なパッキング不足を引き起こします。このため、ゲートレビューは、金型設計レビューと成形トライアルを連携させるべきであり、単なるプレス設定の議論に留まるべきではありません。.

適切なゲート設計の特徴
- フローフロントが重要領域に制御され予測可能な順序で到達する。.
- 薄肉部が厚肉部によって材料不足にならない。.
- エアが現実的にキャビティ外へ排出される経路がある。.
- ウェルドラインが可能な限り外観上または構造上の高リスクゾーンから離れる。.
- 成形後の突き出し、トリミング、後工程の取り扱いが実用的である。.
不適切なゲート設計が引き起こす問題
- 目に見える、または隠れたウェルドラインの弱点。.
- 薄肉部や離れた形状でのショートショット感受性。.
- ゲート付近でのジェッティングや不安定な表面テクスチャ。.
- 局所的なオーバーパックまたはアンダーパック。.
- 焼結後に初めて明らかになる密度ばらつき。.
これが、優れたMIMサプライヤーが良い成形設定と金型設計レビューを切り離さない理由の1つです。ゲートの品質は、成形とツーリングの両方に属します。ゲート位置、ベント、エジェクターサポート、およびキャビティバランスに関するツーリング中心の視点については、こちらをご覧ください。 金型設計がMIM部品の品質に与える影響.
安定したプロセスウィンドウが、1回の良好なサンプルランよりも重要な理由
一般的なバイヤーの誤りは、1回の合格サンプルバッチから成形品質を判断することです。実際のMIM量産では、それでは不十分です。本当のテストは、キャビティ間のばらつき、機械間のばらつき、材料ロットの変更、立ち上げ条件、日常的な生産シフトにわたってプロセスが安定を維持できるかどうかです。.
だからこそ、安定したプロセスウィンドウは、一度の良好な結果よりも重要なのです。非常に狭い設定ポイントでのみ機能するプロセスは、量産では通常もろくなります。対照的に、堅牢なプロセスウィンドウは、工場に常時トラブル対応を強いることなく、再現性を制御するためのより多くの余裕を与えます。.

MIMにおける安定した成形ウィンドウの定義
- 過度な緊急設定に頼らずに充填が完了する。.
- 圧力伝達がショットごとに安定している。.
- 部品重量と重要寸法が予測可能な範囲内に収まる。.
- グリーンパーツを頻繁な割れやエッジ損傷なく取り扱える。.
- 生産ペースが変わっても、後工程の変形やスクラップが急増しない。.
プロセスの安定性は品質調査の向上にも寄与する。ウィンドウが安定していれば、後発の欠陥の追跡が容易になる。ウィンドウが不安定だと、原因分析が非常に困難になる。なぜなら、同時に多くの変数が動くからである。.
より広範な材料データとベンチマーク値については、読者は以下も参照できます。 Global PM Property Database, を参照されたい。これはMPIF、EPMA、JMPAが共同で開発したリソースであり、現実的なPMおよびMIM材料の比較を支援する。.
成形品質にエンジニアリングレビューが必要な実践的な兆候
グリーンパーツ(成形直後の状態)は依然として完成しているように見えるため、見逃しやすい成形上の問題もあります。トライアル、パイロット生産、またはリピートロット中に、以下の兆候の1つ以上が現れた場合は、特に成形段階のレビューが役立ちます。.
- 遅延した歪み: 成形後は問題ないように見える部品が、焼結後に曲がったり、ねじれたり、不均一に収縮したりする。.
- 不安定な薄肉部: 薄肉部、長いフローパス、または急峻な遷移部で、充填の一貫性がなかったり、ショートショットの感度が高かったりする。.
- ゲート部表面マーク: ゲート付近、ウェルドライン領域、またはエアトラップゾーンに目に見えるマークが現れる。.
- グリーンパーツの損傷: エジェクション、回収、ローディング、または移送中に部品が割れ、曲がり、欠け、または変形する。.
- ロット間ばらつき: 1つのサンプルバッチは合格したが、後続のロットで寸法ドリフト、表面の不均一性、またはキャビティ間のばらつきが見られる。.
これらの兆候は、必ずしも成形のみが根本原因であることを証明するものではありません。これらは、成形履歴、グリーン部品の状態、金型設計、および後続の脱脂・焼結応答を、ランダムに1つのプロセスパラメータを変更する前に、まとめてレビューする必要があることを示しています。.
成形に起因する欠陥が脱脂や焼結で後から現れる理由
MIM品質管理において最も混乱しやすい点の一つがタイミングです。脱脂や焼結中に可視化する欠陥は、必ずしも脱脂や焼結中に発生したものではありません。多くの場合、熱処理工程は、それ以前の弱点がようやく顕在化する場に過ぎません。.
例はよくあります。成形時に生じた隠れた密度差が、焼結時に差動収縮となることがあります。離型時に発生した局所的なクラックが、脱脂中にさらに開くことがあります。流動バランスの不均一は、領域ごとに緻密化速度が異なるため、変形につながります。表面の不均一性は、バインダー除去と最終収縮後により顕著になります。.

これこそが、工程ごとの責任追及が誤解を招く理由です。焼結部品が反った場合、チームは自動的に炉だけが問題だと想定すべきではありません。正しい質問は、グリーンパートが真に均一で安定した状態で脱脂工程に入ったかどうかです。.
このステージ間のロジックについては、 脱脂と焼結がMIM部品の品質に与える影響. でさらに詳しく説明しています。熱処理ステージの記事では、バインダー除去、収縮挙動、サポート条件、焼結安定性が、グリーン部品にすでに組み込まれていた弱点をどのように露呈させるかを説明しています。.
成形品質リスク評価のための実践的エンジニアリングチェックリスト
新しいMIMサプライヤーを評価する際や、問題のある部品をレビューする際に、以下の成形工程に関する質問が最も有用です。.
- ゲートレビュー: ゲート位置は金型の都合だけでなく、実際の充填挙動に基づいて選定されていますか?
- 流動バランス: 長流動、薄肉、急峻な断面変化部は把握され、検証されていますか?
- ガス抜き: エア抜きは設計上の実質的なテーマとして扱われ、後付けではありませんか?
- ロバストなプロセスウィンドウ: サプライヤーは公称値だけでなく、許容範囲を説明できますか?
- グリーンパートの取り扱い: 脆い部品をエジェクション、回収、搬送、移載時に保護する明確な方法はありますか?
- 工程間トレーサビリティ: 焼結後に欠陥が発生した場合、チームは成形履歴とグリーンパートの状態まで遡って調査しますか?
- 検証方法: プロジェクトで要求される場合、下流の特性と密度チェックは認知された規格に基づいて行われていますか?
正式な特性検証が必要なプロジェクトでは、認知されたリファレンスに沿って議論を進めると有用です。例えば、 MPIF規格35-MIM MIM材料特性データについては、, ASTM B962 (PM製品のアルキメデス法による密度試験)、および ISO 2740:2023 (焼結金属(MIMおよび焼結を含む)の引張試験片)などがあります。これらの規格は成形問題を解決するものではありませんが、品質に関する議論を客観的に保つのに役立ちます。.
MIM部品品質シリーズを続ける
射出成形は、MIM品質チェーン全体の1つの部分です。成形由来のリスクを、設計、フィードストック、金型、熱処理、寸法管理の問題から切り分けるために、以下の関連記事を使用してください。.
- MIM部品の品質に影響を与える要因は? — プロセス全体と設計品質チェーンの概要。.
- フィードストックがMIM部品の品質に与える影響 — フィードストックの挙動、金型充填、グリーン強度、収縮の一貫性。.
- 部品設計がMIM部品の品質に与える影響 — ジオメトリ、肉厚、遷移、および取り扱いリスク。.
- 材料選定がMIM部品の品質に与える影響 — 材料選択、焼結応答、および特性の期待値。.
- 金型設計がMIM部品の品質に与える影響 — ゲート、ベント、エジェクション、および金型安定性。.
- 脱脂と焼結がMIM部品の品質に与える影響 — 熱工程による原因と、欠陥の発見遅延。.
- 部品寸法が最終的なMIM部品品質に与える影響 — 寸法リスク、肉厚バランス、および最終検査に関する懸念。.
MIM部品の成形工程における品質リスクをレビューする必要がありますか?
部品に薄肉部、長い流動パス、ゲート周辺の目立つ痕跡、ロットごとのばらつき、または焼結後の反りがある場合、図面は成形、金型、材料、脱脂、焼結、および検査の要件と合わせてレビューする必要があります。.
最終的な要点
MIMにおける射出成形の品質は、単にキャビティが充填されるかどうかだけではありません。成形段階で、その後のすべての工程に十分均一で、強度があり、安定したグリーンパーツが作られるかどうかが重要です。成形が適切に制御されていれば、後続の工程が安定しやすくなります。成形が不十分だと、残りの工程は既に組み込まれた問題を露呈するのに時間を費やすことになります。.
したがって、MIM部品の品質向上を目指すなら、完成品が検査に合格したかどうかだけでなく、成形段階で完成品が存在するための適切な基盤が構築されたかどうかを問うべきです。.
FAQ
いいえ。MIMでは、グリーンパーツが見た目に問題がなくても、流動バランスの不均一、密度変動、内部応力、または離型や取り扱いによる小さな損傷を含んでいる可能性があります。これらの問題は、多くの場合、脱脂や焼結の段階で初めて明らかになります。.
ゲート位置は、キャビティの充填方法、フローフロントの合流箇所、圧力分布、およびウェルドラインやヒジテーションゾーンの形成に影響を与えます。これは、グリーン密度の均一性とその後の寸法安定性に直接影響します。.
はい。これはMIMでは一般的な現象です。根本原因は成形時に始まる可能性があり、脱脂、焼結、サイジング、または最終検査の段階で初めて目に見える症状が現れることがあります。.
いいえ。本当のテストは、プロセスが通常の生産変動に対して安定しているかどうかです。サプライヤーは、単一の成功した試作を示すだけでなく、堅牢なプロセスウィンドウを説明できる必要があります。.
これらは明確さのために個別にレビューされるべきですが、無関係として扱われるべきではありません。成形品質は、部品設計、フィードストックの挙動、金型設計、脱脂、焼結に依存するため、根本原因のレビューではこれらの工程を関連付ける必要があります。.







