MIM Süreci Kalite Rehberi Metal enjeksiyon kalıplamada, alıcıların son muayenede fark ettiği birçok kusur aslında son muayenede başlamaz. Genellikle, toz-bağlayıcı besleme stoğu kalıptan enjekte edildiğinde, boşluğa doldurulduğunda, soğutulduğunda, çıkarıldığında ve kırılgan bir yeşil parça olarak aktarıldığında kalıplama sırasında başlarlar. Kısa Cevap Enjeksiyon kalıplama MIM…
MIM Proses Kalite Rehberi
Metal enjeksiyon kalıplamada, alıcıların son muayenede fark ettiği birçok kusur aslında son muayenede başlamaz. Genellikle, toz-bağlayıcı besleme stoğu kalıptan enjekte edildiğinde, boşluğa doldurulduğunda, soğutulduğunda, çıkarıldığında ve kırılgan bir yeşil parça olarak aktarıldığında kalıplama sırasında başlarlar.
Hızlı Cevap
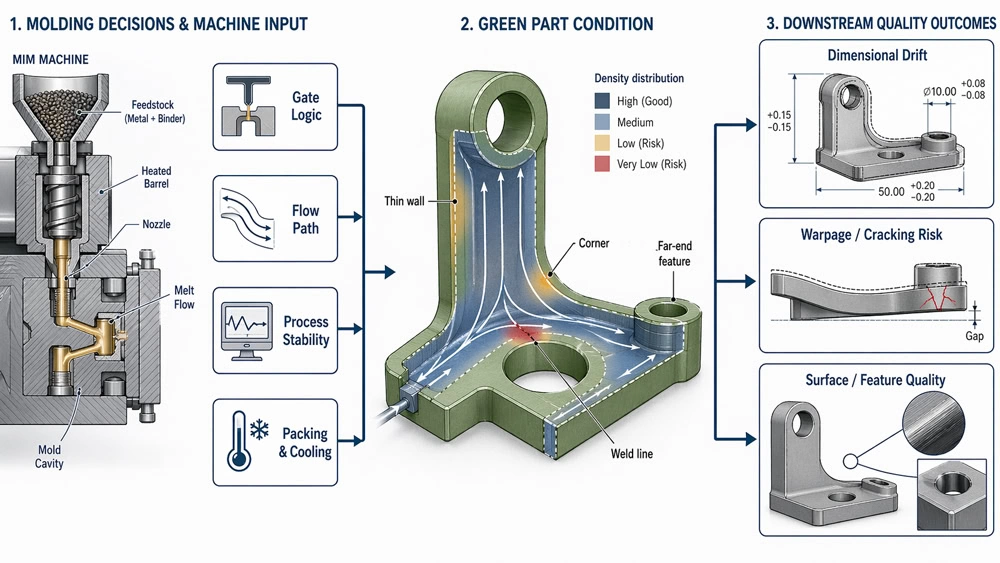
Enjeksiyon kalıplama, besleme stoğunun boşluğu nasıl doldurduğunu, dolum sırasında basıncın nasıl aktarıldığını, kalıptan havanın nasıl kaçtığını ve kırılgan yeşil parçanın ne kadar güvenli bir şekilde çıkarılıp taşındığını kontrol ederek MIM parça kalitesini etkiler. Kalıplanmış yeşil bir parça tam görünse bile, zayıf akış dengesi, kararsız dolum, aşırı kesme, zayıf havalandırma veya çıkarma hasarı, bağlayıcı giderme ve sinterleme sonrası distorsiyon, çatlama, yoğunluk değişimi, boyutsal sapma olarak daha sonra ortaya çıkabilir.
Bu makale kalıplama aşamasındaki kalite riskine odaklanmaktadır. Malzeme davranışı, kalıp tasarımı, parça geometrisi, bağlayıcı giderme, sinterleme ve son boyutsal kontrol, MIM parça kalitesi serisindeki ayrı makalelerde ele alınmaktadır.
Yeşil yoğunluk temeli: kalıplama, termal işlemin öngörülebilir şekilde çalışabilmesi için önce tekdüze ve kararlı bir yeşil parça oluşturmalıdır.
Anahtar kalıplama riskleri: dolum dengesizliği, yolluk hassasiyeti, hava cepleri, kararsız dolum, aşırı kesme ve çıkarma hasarı.
Alıcı değeri: sayfa, OEM mühendislerinin kalıplama koşullarını daha sonraki distorsiyon, çatlaklar, yoğunluk değişimi ve tekrarlanabilirlik sorunlarıyla ilişkilendirmelerine yardımcı olur.
Kalıplama Aşaması Neden Birçok Alıcının Beklediğinden Daha Önemlidir
Metal Tozu Endüstrileri Federasyonu'na (MPIF) göre Metal Enjeksiyon Kalıplama Derneği proses özeti, MIM, karmaşık şekilli parça üretimi, iyi boyutsal tolerans kontrolü ve yüksek hızlı çok gözlü kalıplama ile değer kazanır. Avrupa Toz Metalurjisi Derneği MIM ayrıca, yüksek miktarlarda karmaşık parçalar için bir süreç olarak tanımlanır ve sinterlenmiş yoğunluklar genellikle 'in üzerindedir. Bu avantajlar gerçektir, ancak yalnızca kalıplama presinden çıkan ham parçanın, sürecin geri kalanının öngörülebilir şekilde çalışması için yeterince tutarlı olması durumunda geçerlidir.
Pratik olarak, kalıplama aşamasının ana bir kalite görevi vardır: tekdüze dolum, kontrollü bağlayıcı-toz dağılımı, düşük iç gerilim ve transfer, bağlayıcı giderme ve sinterleme işlemlerine dayanacak kadar bütünlüğe sahip yeşil bir parça oluşturmak. Bu gerçekleşmediğinde, sonraki işlem adımları, kendilerinin yaratmadığı bir sorunu taşımak zorunda kalır.
Mühendislik notu: Bir parça, kalıplamadan hemen sonra kabul edilebilir görünebilir ve yine de risk altında olabilir. MIM'de görsel görünüm tek başına iyi kalıplama kalitesinin kanıtı değildir.
Kalıplama, çevresindeki mühendislik kararlarıyla birlikte de gözden geçirilmelidir. Parça geometrisi akış uzunluğunu, kesit dengesini, çıkarma riskini ve yeşil parça tutmayı etkiler. Kalıp tasarımı giriş konumu, havalandırma, soğutma, yolluk mantığı ve çıkarma sırasındaki desteği belirler. Malzeme seçimi ve besleme stoğu davranışı viskoziteyi, kesme tepkisini, yeşil mukavemeti ve büzülme stabilitesini etkiler. Bu nedenle kalıplama aşaması bir proses kontrol noktasıdır, ancak parça tasarımı, kalıpçılığı, malzemeleri ve sonraki termal davranışlardan ayrılamaz.
MIM Parça Kalitesini En Güçlü Şekilde Etkileyen Kalıplama Kararları
Her kalıplama değişkeni aynı etkiye sahip değildir. Gerçek projelerde, en büyük kalite etkileri genellikle dolum dengesi, giriş konumu, havalandırma, paketleme stabilitesi, kesme kontrolü, sıcaklık kontrolü ve yeşil parça çıkarmadan gelir. Bu kararlar, kalıplanmış parçanın kararlı bir yoğunluk dağılımına sahip olup olmayacağını veya sonraki işlemlerin gizli varyasyonlarla uğraşmak zorunda kalıp kalmayacağını belirler.
1) Dolum dengesi ve akış yolu kontrolü
Boşluk homojen bir şekilde dolmazsa, parçada yerel yoğunluk farklılıkları, kaynak hattı zayıflığı, hava sıkışması veya daha sonra düzensiz büzülme gelişebilir. Bu, özellikle ince kesitlerde, uzun akış yollarında, çok kapılı parçalarda ve ani kalınlık geçişlerine sahip geometrilerde önemlidir.
2) Kapı konumu ve kapı stratejisi
Giriş konumu, besleme stoğunun kalıbın içine nasıl girdiğini, akış cephelerinin nerede buluştuğunu, basıncın nasıl aktarıldığını ve hangi alanların duraksama, jetlenme, kaynak hattı hassasiyeti veya bağlayıcı açısından zengin akış davranışı görme olasılığının daha yüksek olduğunu etkiler. Kötü bir giriş kararı, sonraki hiçbir ayar değişikliğinin tam olarak gideremeyeceği sorunlar yaratabilir.
3) Havalandırma kalitesi
Kötü havalandırma, havanın tahliyesini zorlaştırır ve kısa dolumlar, yanık benzeri izler, sıkışmış gaz kusurları ve kararsız dolum riskini artırır. MIM'de zayıf havalandırma, bağlayıcı giderme veya sinterlemeden sonra görünür hale gelen yerel tekdüzeliksizlikleri de büyütebilir.
4) Kayma, sıcaklık ve basınç kararlılığı
MIM besleme stoğu sıradan plastik değildir. Kayma ve sıcaklık kontrollü bir aralığın dışına çıktığında, toz-bağlayıcı davranışı daha az kararlı hale gelir. Bu, kalıplanabilirliği, ham mukavemeti, yüzey kalitesini ve boyutsal tekrarlanabilirliği olumsuz etkileyebilir.
5) Paketleme ve ham yoğunluk tutarlılığı
Yetersiz veya dengesiz paketlenmiş bir parça, aletten tam görünse de hala iç yoğunluk farklılıkları taşıyabilir. Bu farklılıklar genellikle daha sonra distorsiyon, büzülme tutarsızlığı veya kalıp-kalıp arası varyasyonlara dönüşür.
6) Çıkarma ve ham parça taşıma
İyi doldurulmuş bir parça bile, çıkarma sırasında ham parça gerilirse, sürüklenirse, bükülürse veya darbe alırsa kalite kaybına uğrayabilir. İzler, gizli çatlaklar, kenar hasarı ve geometri kayması genellikle sinterlemede değil, burada başlar.
Toz enjeksiyon kalıplama üzerine birçok akademik ve mühendislik referansı aynı temel noktayı vurgular: kalıplama kalitesi, reoloji, boşluk doldurma davranışı, hava tahliyesi ve termal işlemden önce yoğunluk homojenliğinin nasıl sağlandığı ile bağlantılıdır. Yararlı bir teknik örnek, Center for Advanced Vehicular Systems (Mississippi State University) PIM simülasyon makalesi, nden gelir; bu makale, dolum süresi, besleme konumu, kaynak hatları ve hava ceplerinin simülasyonunu, kalıplama ile ilgili riski kontrol etmek için pratik araçlar olarak vurgular.
Duvar kalınlığı, delikler, ince özellikler veya ani kesit değişikliklerinin kalite endişesinin bir parçası olduğu projeler için, ayrıca gözden geçirmek faydalıdır parça boyutları nihai MIM parça kalitesini nasıl etkiler. Boyutsal risk ve kalıplama riski ayrı konulardır, ancak genellikle aynı parçada etkileşime girerler.
How Gate Logic Changes Fill Balance and Visible Quality
Giriş mantığı genellikle hafife alınır çünkü alıcılar bitmiş parça şekline odaklanma eğilimindedir, kalıbın aslında nasıl doldurulduğuna değil. MIM'de giriş mantığı, akış yolunu, akış cephelerinin buluşma noktalarını, farklı bölgelerin basınç geçmişini ve yeşil parçanın nihai tekdüzeliliğini doğrudan etkiler. Kalıpçılık için uygun görünen bir giriş, kararsız doluma neden olursa veya kritik özelliklerde hava sıkıştırırsa yine de kalite riski oluşturabilir.
İyi bir yolluk stratejisi normalde dört şeyi iyi yapar: boşluğu dengeli akışla doldurur, duraksama bölgelerini azaltır, kaynak hatlarını daha az riskli alanlara yerleştirir ve daha eşit dolum (packing) desteği sağlar. Kötü bir yolluk stratejisi ise tam tersini yapma eğilimindedir: daha uzun zayıf akış yolları, kararsız cephe buluşmaları, hapsolmuş hava, yerel aşırı dolum veya yerel yetersiz dolum yaratır. Bu nedenle yolluk incelemesi, sadece pres ayarı tartışması olarak kalmayıp, kalıplama denemelerini kalıp tasarım incelemesiyle ilişkilendirmelidir.

İyi bir geçit kararı genellikle nasıl görünür
- Akış cephesi kritik alanlara kontrollü ve öngörülebilir bir sırayla ulaşır.
- İnce kesitler, daha kalın yukarı akış bölgeleri tarafından aç bırakılmaz.
- Havanın boşluktan çıkması için gerçekçi bir yol vardır.
- Kaynak hatları mümkün olduğunda kozmetik veya yapısal yüksek riskli bölgelerden uzaklaştırılır.
- Kalıptan çıkarma, kesme ve sonraki taşıma işlemleri kalıplamadan sonra pratik kalır.
Kötü bir geçit kararı genellikle neye neden olur
- Görünür veya gizli kaynak hattı zayıflığı.
- İnce veya uzak bölgelerde kısa atış hassasiyeti.
- Giriş bölgesine yakın jetleme veya dengesiz yüzey dokusu.
- Yerel aşırı dolum veya eksik dolum.
- Sinterlemeden sonra belirgin hale gelen yoğunluk farkı.
İyi MIM tedarikçilerinin kalıplama ayarlarını takım tasarım incelemesinden ayırmamasının bir nedeni budur. Yolluk kalitesi hem kalıplamaya hem de takımlamaya aittir. Yolluk konumu, havalandırma, ejeksiyon desteği ve boşluk dengesi için takımlama odaklı bir görünüm için şuraya bakın: Kalıp Tasarımı MIM'de Parça Kalitesini Nasıl Etkiler.
Kararlı Bir Proses Penceresi Neden Tek Bir İyi Numune Koşusundan Daha Önemlidir
Yaygın bir alıcı hatası, kalıplama kalitesini kabul edilebilir tek bir numune partisinden değerlendirmektir. Gerçek MIM üretiminde bu yeterli değildir. Asıl test, prosesin boşluktan boşluğa değişim, makineden makineye değişim, malzeme partisi farklılıkları, başlangıç koşulları ve rutin üretim vardiyaları boyunca istikrarlı kalıp kalamayacağıdır.
Bu nedenle kararlı bir proses penceresi, tek seferlik iyi bir sonuçtan daha önemlidir. Yalnızca çok dar bir ayar noktasında çalışan bir proses, seri üretimde genellikle daha kırılgandır. Buna karşılık, sağlam bir proses penceresi, fabrikaya sürekli yangın söndürme yapmadan tekrarlanabilirliği kontrol etmek için daha fazla alan sağlar.

MIM'de stabil bir kalıplama penceresini genellikle ne belirler?
- Dolum, agresif acil durum ayarlarına gerek kalmadan tamamlanır.
- Basınç transferi atıştan atışa tutarlıdır.
- Parça ağırlığı ve kritik boyutlar öngörülebilir bir aralıkta kalır.
- Yeşil parçalar sık sık çatlama veya kenar hasarı olmadan taşınabilir.
- Üretim hızı değiştiğinde aşağı yönlü distorsiyon ve hurda oranı artmaz.
Proses stabilitesi aynı zamanda daha iyi kalite araştırmasını destekler. Pencere stabil ise, sonraki kusurların izini sürmek daha kolaydır. Pencere stabil değilse, kök neden analizi çok daha zorlaşır çünkü aynı anda çok fazla değişken hareket eder.
Daha geniş malzeme verileri ve referans değerleri için okuyucular şunlara da başvurabilir: Global PM Property Database, 'e yönlendirilebilir. Bu veritabanı, MPIF, EPMA ve JMPA tarafından gerçekçi PM ve MIM malzeme karşılaştırmalarını desteklemek için geliştirilmiş ortak bir kaynaktır.
Kalıplama Kalitesinin Mühendislik İncelemesi Gerektirdiğine Dair Pratik İşaretler
Bazı kalıplama sorunları gözden kaçırmak kolaydır çünkü yeşil parça hala tam görünmüş olabilir. Özellikle deneme, pilot üretim veya tekrar lotlar sırasında aşağıdaki işaretlerden biri veya daha fazlası göründüğünde bir kalıplama aşaması incelemesi faydalıdır.
- Gecikmiş deformasyon: parçalar kalıplamadan sonra kabul edilebilir görünür ancak sinterlemeden sonra eğilir, bükülür veya düzensiz büzülür.
- Kararsız ince özellikler: ince kesitler, uzun akış yolları veya keskin geçişler tutarsız dolum veya eksik dolum hassasiyeti gösterir.
- Yolluk alanı yüzey izleri: yolluklar, kaynak hattı bölgeleri veya hava hapsetme bölgeleri yakınında görünür izler belirir.
- Yeşil parça hasarı: parçalar kalıptan çıkarma, toplama, yükleme veya transfer sırasında çatlayabilir, bükülebilir, yontulabilir veya deforme olabilir.
- Tekrarlayan parti sapması: bir numune parti geçer, ancak sonraki partilerde boyutsal sapma, yüzey tutarsızlığı veya boşluktan boşluğa varyasyon görülür.
Bu belirtiler, kalıplamanın tek kök neden olduğunu otomatik olarak kanıtlamaz. Bunlar, kalıplama geçmişinin, yeşil parça durumunun, takım tasarımının ve sonraki bağlayıcı giderme ve sinterleme tepkisinin, rastgele bir işlem parametresi değiştirilmeden önce birlikte gözden geçirilmesi gerektiğini gösterir.
Kalıplama Kaynaklı Kusurlar Neden Genellikle Bağlayıcı Giderme veya Sinterleme Sırasında Ortaya Çıkar
MIM kalite kontrolünde en kafa karıştırıcı konulardan biri zamanlamadır. Bağlayıcı giderme veya sinterleme sırasında görünür hale gelen kusur, her zaman bu işlemler sırasında oluşmaz. Çoğu durumda, termal aşama yalnızca önceki zayıflığın nihayet görünür hale geldiği yerdir.
Örnekler yaygındır. Kalıplama sırasında oluşan gizli bir yoğunluk farkı, sinterleme sırasında diferansiyel büzülmeye dönüşebilir. Çıkarma sırasında başlayan yerel bir çatlak, bağlayıcı giderme sırasında daha da açılabilir. Akış dengesizliği, farklı bölgelerin aynı oranda yoğunlaşmaması nedeniyle distorsiyona yol açabilir. Yüzey tutarsızlığı, bağlayıcı giderme ve nihai büzülmeden sonra daha belirgin hale gelebilir.

İşte bu nedenle süreç aşaması suçlaması yanıltıcı olabilir. Sinterlenmiş bir parça eğrildiğinde, ekip otomatik olarak fırının tek sorun olduğunu varsaymamalıdır. Doğru soru, yeşil parçanın bağlayıcı gidermeye gerçekten homojen ve kararlı bir durumda girip girmediğidir.
Bu aşamalar arası mantık, daha ayrıntılı olarak Bağlayıcı Giderme ve Sinterleme MIM'de Parça Kalitesini Nasıl Etkiler. Termal aşama makalesi, bağlayıcı gidermenin, büzülme davranışının, destek koşullarının ve sinterleme kararlılığının, yeşil parçaya zaten yerleştirilmiş zayıflıkları nasıl ortaya çıkarabileceğini açıklar.
Kalıplama Kalitesi Riskini Değerlendirmek İçin Pratik Bir Mühendislik Kontrol Listesi
Yeni bir MIM tedarikçisini değerlendirirken veya sorunlu bir parçayı incelerken sorulması gereken en yararlı kalıplama aşaması soruları şunlardır:.
- Yolluk incelemesi: Yolluk pozisyonu, yalnızca kalıp kolaylığına değil, gerçek dolum davranışına göre mi seçildi?
- Akış dengesi: Uzun akışlı, ince cidarlı veya keskin geçişli alanlar biliniyor ve doğrulanıyor mu?
- Havalandırma: Hava tahliyesi, sonradan akla gelen bir konu değil, gerçek bir tasarım konusu olarak ele alınıyor mu?
- Sağlam proses penceresi: Tedarikçi, yalnızca bir nominal ayarı değil, kabul edilebilir aralığı açıklayabiliyor mu?
- Ham parça taşıma: Hassas parçaların ejeksiyon, toplama, yükleme ve transfer sırasında korunması için net bir yöntem var mı?
- Aşamalar arası izlenebilirlik: Sinterleme sonrası kusurlar ortaya çıktığında, ekip bunları kalıplama geçmişine ve ham parça durumuna kadar izleyebiliyor mu?
- Doğrulama yöntemi: Proje gerektirdiğinde, alt akış özellikleri ve yoğunluk kontrolleri tanınmış standartlarla ilişkilendiriliyor mu?
Resmi özellik doğrulaması gerektiren projeler için, tartışmaları aşağıdaki gibi tanınmış referanslarla uyumlu hale getirmek faydalıdır: MPIF Standard 35-MIM MIM malzeme özellik verileri için, ASTM B962 Arşimet prensibini kullanarak PM ürünlerinin yoğunluk testi için ve ISO 2740:2023 MIM ve sinterleme dahil sinterlenmiş metaller için kullanılan çekme test numuneleri için. Bu standartlar tek başına kalıplama sorunlarını çözmez, ancak kalite tartışmalarının objektif kalmasına yardımcı olur.
MIM Parça Kalitesi Serisine Devam Edin
Enjeksiyon kalıplama, tam MIM kalite zincirinin bir parçasıdır. Kalıplama kaynaklı riskleri tasarım, besleme stoğu, kalıp, termal işlem ve boyutsal kontrol sorunlarından ayırmak için aşağıdaki ilgili makaleleri kullanın.
- MIM'de Parça Kalitesini Ne Etkiler? — tam sürecin ve tasarım kalite zincirinin genel bakışı.
- MIM'de Besleme Stoğu Parça Kalitesini Nasıl Etkiler — besleme stoğu davranışı, kalıp doldurma, yeşil mukavemet ve büzülme tutarlılığı.
- Parça Tasarımının MIM'de Parça Kalitesini Nasıl Etkilediği — geometri, et kalınlığı, geçişler ve taşıma riskleri.
- Malzeme Seçimi MIM Parça Kalitesini Nasıl Etkiler — malzeme seçimi, sinterleme tepkisi ve özellik beklentileri.
- Kalıp Tasarımı MIM'de Parça Kalitesini Nasıl Etkiler — kalıp ağzı, havalandırma, itici ve kalıp stabilitesi.
- Bağlayıcı Giderme ve Sinterleme MIM'de Parça Kalitesini Nasıl Etkiler — termal aşama nedenleri ve gecikmiş kusur görünürlüğü.
- Parça Boyutlarının Nihai MIM Parça Kalitesine Etkisi — boyutsal risk, kesit dengesi ve son muayene endişeleri.
MIM Parçasını Kalıplama Aşaması Kalite Riski Açısından İncelemeniz mi Gerekiyor?
Parçanızda ince kesitler, uzun akış yolları, görünür kalıp ağzı alanı izleri, tekrar eden lot sapmaları veya sinterleme sonrası deformasyon varsa, teknik resim kalıplama, kalıp, malzeme, bağlayıcı giderme, sinterleme ve muayene gereksinimleriyle birlikte incelenmelidir.
Son Çıkarım
MIM'de enjeksiyon kalıplama kalitesi sadece boşluğun dolup dolmadığıyla ilgili değildir. Kalıplama aşamasının, sonraki tüm işlemler için yeterince homojen, yeterince güçlü ve yeterince kararlı bir ham parça oluşturup oluşturmadığıyla ilgilidir. Kalıplama iyi kontrol edildiğinde, sonraki aşamaları stabilize etmek daha kolay hale gelir. Kalıplama zayıf olduğunda, sürecin geri kalanı zaten yerleşik olan sorunları ortaya çıkarmak için zaman harcar.
Bu nedenle, amacınız daha iyi MIM parça kalitesiyse, yalnızca bitmiş parçanın geçip geçmediğini sormayın. Kalıplama aşamasının, bitmiş parçanın var olması için doğru temeli oluşturup oluşturmadığını sorun.
SSS
Hayır. MIM'de, ham bir parça kabul edilebilir görünebilir ancak yine de akış dengesizliği, yoğunluk değişimi, gizli gerilim veya ejeksiyon ve taşıma kaynaklı küçük hasarlar içerebilir. Bu sorunlar genellikle yalnızca bağlayıcı giderme veya sinterleme sırasında belirgin hale gelir.
Yolluk konumu, boşluğun nasıl dolduğunu, akış cephelerinin nerede buluştuğunu, basıncın nasıl dağıldığını ve kaynak hatları veya duraklama bölgelerinin nerede oluştuğunu değiştirir. Bu, doğrudan ham parça yoğunluk homojenliğini ve sonraki boyutsal kararlılığı etkiler.
Evet. Bu MIM'de yaygındır. Temel neden kalıplama sırasında başlayabilir, ancak görünür belirti yalnızca parça bağlayıcı giderme, sinterleme, boyutlandırma veya son muayeneden geçerken daha sonra ortaya çıkar.
Hayır. Gerçek test, sürecin normal üretim değişkenliği boyunca kararlı olup olmadığıdır. Bir tedarikçi, yalnızca tek bir başarılı denemeyi göstermek yerine, sağlam bir proses penceresini açıklayabilmelidir.
Açıklık için ayrı ayrı incelenmelidirler, ancak ilgisiz olarak görülmemelidirler. Kalıplama kalitesi, parça tasarımına, besleme stoğu davranışına, kalıp tasarımına, bağlayıcı gidermeye ve sinterlemeye bağlıdır, bu nedenle kök neden incelemesi bu aşamaları birbirine bağlamalıdır.







