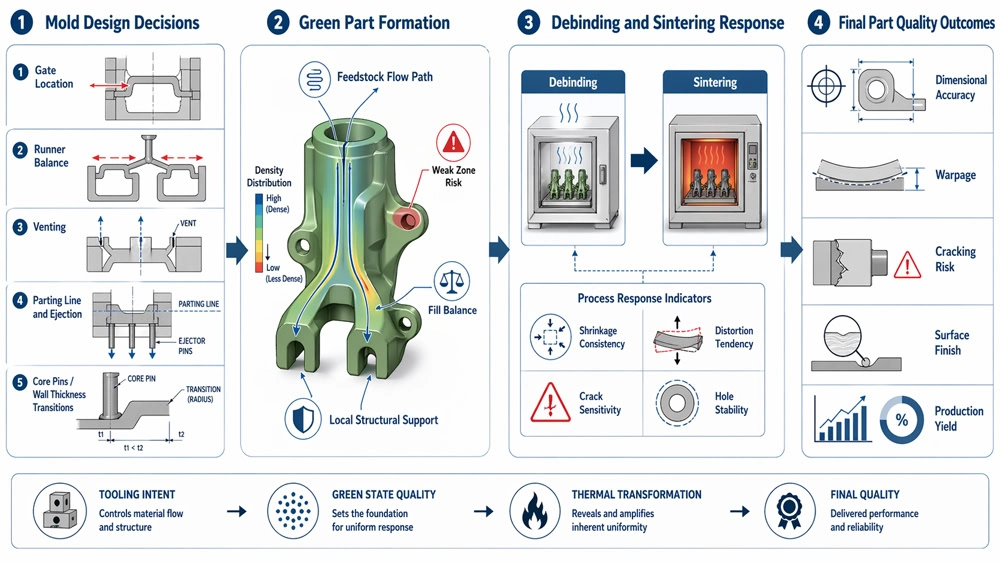
MIM Süreci Kalıp tasarımı, MIM parça kalitesini etkiler çünkü besleme stoğunun kalıbı nasıl doldurduğunu, yeşil parçanın yoğunluğunun ne kadar dengeli olduğunu, hassas özelliklerin çıkarma sırasında nasıl desteklendiğini ve parçanın bağlayıcı giderme ve sinterleme sırasında ne kadar öngörülebilir şekilde büzüldüğünü kontrol eder. Kalıbı dolduran bir kalıp otomatik olarak stabil…
Kalıp tasarımı, MIM parça kalitesini etkiler çünkü besleme stoğunun kalıbı nasıl doldurduğunu, yeşil parçanın yoğunluğunun ne kadar dengeli olduğunu, hassas özelliklerin çıkarma sırasında nasıl desteklendiğini ve parçanın bağlayıcı giderme ve sinterleme sırasında ne kadar öngörülebilir şekilde büzüldüğünü kontrol eder. Kalıbı dolduran bir kalıp, otomatik olarak stabil nihai parçalar üreten bir kalıp anlamına gelmez. Yolluk konumu, besleyici dengesi, havalandırma, ayırma hattı yerleşimi, itici desteği, maça pimi stabilitesi ve büzülmeye duyarlı geometri, daha sonra çarpılma, çatlama, boyutsal kayma, çapak, yüzey kusurları veya kararsız delik konumları olarak ortaya çıkan gizli kalite riskleri oluşturabilir. Bu nedenle, MIM kalıp tasarımı, yalnızca bir kalıplama takımı inşa görevi olarak değil, aynı zamanda erken bir parça kalitesi kararı olarak incelenmelidir.
Bu makale, XTMIM'in MIM parça kalitesi serisinin bir parçasıdır. Daha geniş kalite kontrol çerçevesi için şuradan başlayın: MIM'de parça kalitesini neyin etkilediği, ardından, takım tesliminden önce incelenmesi gereken kalıpla ilgili riskleri değerlendirmek için bu sayfayı kullanın.
Mühendislik notu: MIM'de, eksiksiz bir yeşil parça üreten bir kalıp, doldurma dengesi, yoğunluk dağılımı ve zayıf özellik desteği baştan doğru tasarlanmamışsa yine de kararsız sinterlenmiş parçalar üretebilir.
Önemli çıkarım: Nihai MIM kalite sorunlarının çoğu, parça fırına ulaşmadan çok önce kalıp tasarımı sorunları olarak başlar.
MIM'de Kalıp Tasarımı Neden Bu Kadar Önemlidir
Bu kalite kontrol serisinde kalıp tasarımı, parça geometrisi, enjeksiyon kalıplama davranışı ve sonraki süreç stabilitesi arasındaki köprüdür. Verilere göre Metal Tozu Endüstrileri Federasyonu (MPIF), MIM süreci ince metal tozu besleme stoğu, enjeksiyon kalıplama, bağlayıcı giderme ve sinterlemeyi tek bir üretim yolunda birleştirir. MIMA'nın süreç genel bakışı ayrıca MIM'in iyi boyutsal tolerans kontrolü ile karmaşık parçalar üretme ve yüksek hacimli çoklu göz üretimini destekleme yeteneğini vurgular. Bu süreç zinciri önemlidir çünkü yeşil parçanın durumu daha sonra olan her şeyi güçlü bir şekilde etkiler.
Takım dengesiz akış, sıkışmış hava, zayıf birleşmeler veya kararsız yerel yoğunluk oluşturursa, parça hemen arızalanmayabilir. Bunun yerine, kusur daha sonra distorsiyon, çatlama, delik kayması, boyutsal sapma veya kozmetik tutarsızlık olarak ortaya çıkabilir.
Bu nedenle kalıp tasarımı asla sadece bir takım maliyeti sorunu olarak değerlendirilmemelidir. Bu bir parça kalitesi sorunudur. Daha düşük maliyetli bir kalıp konsepti, takım ayar süresini, hurdayı, boyutsal kararsızlığı veya tekrarlanan deneme çevrimlerini artırıyorsa, yine de daha pahalı üretim seçeneği haline gelebilir.
Pratik mühendislik mantığı basittir: kalıp tasarımı ham parça homojenliğini, ham parça homojenliği termal proses kararlılığını ve termal proses kararlılığı nihai parça kalitesini şekillendirir. Henüz çizim incelemesinde olan projeler için, özel MIM kalıp tasarım kılavuzu kalıp imalatı öncesinde bu kalite mantığını DFM kararlarına bağlamaya yardımcı olabilir.
Kalıp Tasarımının Parça Kalitesini En Çok Etkilediği Yerler
En kullanışlı kalıp kalite incelemesi, genel bir kalıp kontrol listesi değildir. Kalıbın akış dengesizliği, hapsolmuş hava, yeşil parça zayıflığı, desteksiz geometri veya daha sonra nihai kalite kusuru haline gelecek yoğunluk değişkenliği yaratabileceği yerleri sorgular. Aşağıdaki alanlar genellikle kalıp onayından önce en yakın incelemeyi hak eder.
1. Yolluk Konumu ve Yolluk Dengesi
Yolluk konumu, MIM kalıplamada en etkili kararlardan biridir. Malzemenin boşluğa nasıl girdiğini, akış cephesinin ne kadar ilerlemesi gerektiğini, birleşme hatlarının nerede oluştuğunu ve basıncın parçanın farklı bölgelerine nasıl iletildiğini kontrol eder. Kötü bir yolluk pozisyonu yine de dolu bir ham parça üretebilir, ancak genellikle yoğunluk dengesizliği, zayıf birleşme bölgeleri, kozmetik kusurlar ve daha sonraki büzülme kararsızlığı şeklinde gizli riskler oluşturur.
Kritik delikler, ince kesitler, düz yüzeyler veya keskin geçişler kötü akış birleşme bölgelerine yakın oturduğunda, kalite riski önemli ölçüde artar. Üretimde bu sorunlar genellikle kararsız boyutlar, yerel deformasyon veya partiler ve boşluklar arasındaki öngörülemeyen değişkenlik olarak ortaya çıkar. Bu özel kararın daha derinlemesine incelenmesi için, özel kılavuza bakın MIM yolluk tasarımı.

Önemli çıkarım: Kötü yolluk yerleşimiyle bir parça yine de dolabilir, ancak dolum başarısı dengeli yoğunluk veya kararlı büzülmeyi garanti etmez.
Bu mühendislik mantığı yayınlanmış literatürle de desteklenmektedir. Yüksek hassasiyetli MIM parçaları üzerine 2026 tarihli bir proses optimizasyon çalışması, yolluk konumunun akış davranışını, kalıntı gerilmeyi ve büzülme dağılımını güçlü bir şekilde etkilediğini belirtmiştir. 2024 tarihli bir büzülme çalışması da MIM'deki büzülme varyasyonunun büyük kısmının, ham kalıplama aşamasında oluşan yoğunluk homojensizliğinden kaynaklandığını bildirmiştir. Pratik anlamda bu, yolluk stratejisinin sadece bir dolum kararı olmadığı, aynı zamanda bir nihai kalite kararı olduğu anlamına gelir.
Kaynaklar: Uluslararası İleri İmalat Teknolojisi Dergisi – 2026 kapı konumu çalışması | Metal Enjeksiyon Kalıplamada Büzülme Analizi (2024)
2. Havalandırma ve Sıkışan Hava Kontrolü
Havalandırma, erken kalıp tartışmalarında genellikle hafife alınır, ancak boşluk doldurma kararlılığı ve yüzey bütünlüğü üzerinde doğrudan etkisi vardır. Hava etkili bir şekilde kaçamazsa, sonuç eksik dolum, lokalize yanık benzeri izler, kararsız yüzey kalitesi veya doldurulması zor bölgelerde iç zayıflık olabilir.
MIM'de bu daha da önemlidir çünkü besleme stoğu davranışı sıradan plastik kalıplamayla aynı değildir. Kalıp doldurma kalıplama aşamasında zaten kararsızsa, sonraki proses adımları tekdüzeliği geri getirmeyecektir. Kötü havalandırma bu nedenle sadece bir kalıp detayı sorunu değil, parça kalitesi riski olarak ele alınmalıdır.
3. Ayırma Hattı ve İtme Stratejisi
Ayırma hattı tasarımı çapak riskini, özellik sadakatini ve kozmetik kaliteyi etkiler. İtme stratejisi, yeşil parçanın kalıptan kararlı destekle mi yoksa lokal deformasyonla mı ayrıldığını etkiler. İtici kuvveti kırılgan bölgelere, ince duvarlara veya desteksiz çıkıntılara yoğunlaşırsa, yeşil parça kalıptan gizli gerilim veya hafif distorsiyonla ayrılabilir ve bu durum sonraki proses aşamalarında daha da şiddetlenebilir.
Bu detaylar, kritik yüzeylerin temiz, düz, sızdırmaz veya boyutsal olarak kararlı kalması gerektiğinde özellikle önemlidir. Kötü ayırma hattı yerleşimi ve itici düzeni her zaman anında reddedilmeye neden olmayabilir, ancak genellikle proses penceresini daraltır ve denemeler sırasında ayarlama zorluğunu artırır.
4. Çekirdek Pimleri, Delikler, İnce Duvarlar ve Kesit Geçişleri
Hassas geometri ve kalıp tasarımı her zaman birlikte incelenmelidir. Derin kör delikler, ince çekirdek pimleri, ince desteksiz duvarlar, ani kalınlık değişimleri ve geniş düz yüzeylerin tümü, kararlı kalıplama ve kararlı büzülme zorluğunu artırır. Sorun sadece bu özelliklerin zor olması değildir. Asıl sorun, bu özelliklerin lokal yoğunluk değişimine, itme gerilimine ve bağlayıcı giderme veya sinterleme sırasında distorsiyona karşı daha hassas olmasıdır.
The Metal Enjeksiyon Kalıplama Derneği tasarım rehberliği boşluk tasarımı, draft, filetolar, delik yönelimi ve ayırma hattı stratejisinin önemini vurgular çünkü bu faktörler boyutsal yetenek ve üretilebilirliği doğrudan etkiler. Pratikte, en yüksek kalıp riski genellikle geometri ile kalıp yerleşimi arasındaki etkileşimden gelir, tek bir izole özellikten değil.

Önemli çıkarım: Kalıpla ilgili en yüksek kalite riski genellikle hassas geometri ile kalıp yerleşimi arasındaki etkileşimden gelir, tek bir izole özellikten değil.
Kalıp Tasarımı Boşluk Doldurma ile Sınırlı Değildir
MIM proje incelemelerindeki en yaygın hatalardan biri, kalıp başarısını çok erken yargılamaktır. Tamamen dolan ve başarıyla çıkan bir parça, gerçek kalite testinin yalnızca başlangıcındadır. Daha önemli soru, kalıplanmış yeşil parçanın, kararlı büzülme ve kabul edilebilir nihai geometri ile bağlayıcı giderme ve sinterlemeye dayanacak kadar homojen olup olmadığıdır. Bu nedenle kalıp tasarımı, şunlarla birlikte incelenmelidir: enjeksiyon kalıplama kalitesi ve bağlayıcı giderme ve sinterleme kalitesi, izole bir kalıpçılık konusu olarak değil.
Kalıp tasarımının kalıcı etkisi burada devreye girer. Yolluk, havalandırma, destek ve kesit geçiş mantığı dengelenirse, ham parçanın termal işlem sırasında öngörülebilir davranma olasılığı artar. Kalıp dengesiz yoğunluk veya lokal zayıflık yaratırsa, daha sonraki işaretler genellikle şu şekilde ortaya çıkar:
- sinterleme sonrası eğrilme
- kritik özelliklerde boyutsal sapma
- ince veya gerilimli bölgelerde çatlama
- delik hareketi veya düzlük kararsızlığı
- partiden partiye daha büyük varyasyon
Yayınlanmış sinterleme araştırmaları bunun neden olduğunu göstermiştir. MIM parçalarında gerilim evrimi üzerine 2015 yılında yapılan bir çalışma, düşük yoğunluklu bölgelerin sinterleme sırasında yüksek yoğunluklu bölgelerden daha hızlı büzüldüğünü ve bunun iç gerilim yaratarak distorsiyon riskini artırdığını bildirmiştir. Başka bir deyişle, fırın aşamasındaki birçok semptom aslında yukarı akıştaki kalıp aşaması sorunlarının gizli birer yansımasıdır.
Kaynak: Metal enjeksiyon kalıplama parçalarında sinterleme sırasında gerilimlerin evrimi (2015)
Mühendislerin Kalıp Tesliminden Önce İncelemesi Gerekenler
Güçlü bir MIM kalıpçılık incelemesi, yalnızca kalıbın üretilip üretilemeyeceğine değil, kalite mantığına odaklanmalıdır. Bir kalıp tasarımı yayınlanmadan önce mühendislik ekibi, kalıpçılık stratejisinin parçanın gerçek kalite önceliklerini destekleyip desteklemediğini kontrol etmelidir: boyutsal doğruluk, yüzey durumu, düzlük, delik stabilitesi, mukavemet hassasiyeti olan bölgeler ve uzun süreli tekrarlanabilirlik. Bu aynı zamanda erken aşamada MIM kalıp incelemesi pahalı takım değişikliklerine gerek kalmadan çizim özelliklerini, yolluk stratejisini, deneme geri bildirimlerini ve sonraki kalite hedeflerini bağlayabileceğiniz yerdir.
Yolluk pozisyonu
Akış yolunun kritik özellikleri desteklediğini ve yakınlarında zayıf birleşme bölgeleri oluşturmadığını doğrulayın.
Yolluk ve dolum dengesi
Malzemenin hassas bölgelere kararlı ve öngörülebilir bir sırayla ulaştığını inceleyin.
Havalandırma
İnce veya kapalı uçlu bölgelerde hava sıkışması riskini azaltın ve dolum kararlılığını koruyun.
Ayırma hattı yerleşimi
Çapak riskini ve uyumsuzluğu kritik yüzeylerden ve görünüm alanlarından uzak tutun.
Çıkarma desteği
Hassas ham parça bölgelerini serbest bırakma sırasında yerel gerilim ve deformasyondan koruyun.
Kesit geçişleri
Ani kalınlık değişikliklerinin veya desteklenmeyen detayların distorsiyon riskini artırıp artırmadığını kontrol edin.
Büzülmeye duyarlı geometri
Ek inceleme gerektiren delikleri, düz yüzeyleri, ince duvarları ve uzun desteklenmeyen alanları belirleyin.
Kalite hedefi uyumu
Kalıp konseptinin, projenin gerçek tolerans ve performans beklentileriyle uyumlu olduğundan emin olun.

Önemli çıkarım: Kalıpla ilgili kalite riskini düzeltmek için en düşük maliyetli zaman, kalıp serbest bırakılmadan öncesidir; deneme parçaları başarısız olmaya başladıktan sonra değil.
Standartlar ve malzeme verileri bu aşamada hala önemlidir. Örneğin, mühendisler genellikle MPIF Standard 35-MIM temel malzeme özellikleri ve proje beklentilerini tartışırken bu standarda başvururlar. MPIF ayrıca metal enjeksiyon kalıplama parçalarında kullanılan malzeme standartları için 2025 baskı güncellemesini duyurdu. Güçlü malzeme verileri önemlidir, ancak başlangıçtan itibaren dengesiz yeşil parça koşulları yaratan bir kalıp konseptini telafi edemez.
Kaynaklar: MPIF Standartları | MPIF – Metal Enjeksiyon Kalıplama Parçaları için Malzeme Standartları, 2025 Baskısı
Temsili Mühendislik Senaryosu: Sinterleme Sonrası Kalıp Riski Ortaya Çıktığında
Temsili bir MIM kalıpçılık incelemesi genellikle deneme kalıplamasının kabul edilebilir göründüğü, ancak sinterlenmiş parçalarda daha sonra delik kayması, düzlükte değişim veya lokalize deformasyon görüldüğünde başlar. Bu durumda ilk varsayım genellikle fırın profilinin ayarlanması gerektiğidir. Bu kısmen doğru olabilir, ancak mühendislik ekibi ayrıca yolluk konumu, runner dengesi, havalandırma, ejektör desteği ve lokal duvar geçişlerinin termal işlem başlamadan önce düzensiz yeşil yoğunluk oluşturup oluşturmadığını da incelemelidir.
Bu tür bir senaryo tek bir müşteri vakası değildir. MIM proje incelemelerinde yaygın bir mühendislik örüntüsüdür: kusur bağlayıcı giderme veya sinterlemeden sonra ortaya çıkar, ancak kök neden kalıp tarafından tanıtılmış olabilir. Kalıp konseptini parça tasarımı, malzeme davranışı ve proses kontrolü ile birlikte incelemek, genellikle yalnızca fırın parametrelerini ayarlamaktan daha net bir yol sunar.
Sinterleme Sorunları Gibi Görünen Ancak Kalıptan Kaynaklanan Yaygın Hatalar
“Fırın çarpılmaya neden oldu.”
Bazen evet, ancak genellikle temel neden daha erken başlar: dengesiz dolum, zayıf destek veya yoğunluğa duyarlı bir kalıp koşuluna yerleştirilmiş geometri. Fırın sorunu ortaya çıkarabilir, ancak mutlaka onu yaratmamıştır.
“Parça doldu, yani kalıp iyidir.”
Dolum sadece bir kontrol noktasıdır. Daha önemli soru, ham parçanın daha sonra tutarlı bir şekilde büzülmesi için yeterince homojen olup olmadığıdır. Başarılı bir dolum, kararlı bir proses penceresi anlamına gelmez.
“Bunu daha sonra proses ayarıyla düzeltebiliriz.”
Proses ayarı kenarlarda yardımcı olabilir, ancak temelde zayıf bir besleme, havalandırma, itme veya destek konseptini nadiren düzeltir. Kötü kalıp mantığı genellikle varyasyon, düşük verim veya uzun deneme süresi olarak geri döner.
“Kalıp karmaşıklığı otomatik olarak kaliteyi artırır.”
Her zaman değil. Daha fazla sürgü, insert ve karmaşık kalıp hareketleri bazı geometrileri mümkün kılabilir, ancak aynı zamanda tolerans birikimi, bakım ihtiyacı ve yeni kararsızlık noktaları ekleyebilir. En iyi kalıp, genellikle gerçek kalite hedefini koruyan en basit sağlam tasarımdır.
Referans Alınan Standartlar, Tasarım Kılavuzları ve Literatür
MIM kalıp stratejisini değerlendiren mühendislik ekipleri için en yararlı dış referanslar, genel üretim makaleleri değil, kalıplama aşaması koşullarını nihai boyutsal ve distorsiyon sonuçlarına bağlayan resmi standartlar, dernek tasarım kılavuzları ve proses çalışmalarıdır.
-
MPIF Standard 35-MIM – metal enjeksiyon kalıplama parçaları için malzeme standartları.
MPIF Standartlarını Görüntüle -
MPIF 2025 Baskısı Duyurusu – mevcut güncelleme döngüsünü ve yeni eklenen veya güncellenen MIM malzemelerini onaylar.
2025 baskısı duyurusunu okuyun -
MIMA – MIM ile Karmaşık Tasarımlar – kalıp boşluğu tasarımının neden boyutsal kontrol üzerinde önemli bir sınır oluşturduğunu açıklar.
Tasarım rehberini okuyun -
MIMA – Süreç Genel Bakış: MIM – MIM'in karmaşık şekiller, boyutsal kontrol ve çoklu boşluklu üretim kapasitesini özetler.
Süreç genel bakışını okuyun -
Metal Enjeksiyon Kalıplamada Büzülme Analizi (2024) – MIM'deki büzülme değişiminin, enjeksiyon kalıplama sırasında oluşan yoğunluk homojensizliği ile güçlü bir şekilde bağlantılı olduğunu gösterir.
Büzülme çalışmasını okuyun -
Yolluk konumu optimizasyon çalışması (2026) – hassas MIM parçalarında yolluk konumunun akış davranışı, kalıntı gerilme ve sinterleme büzülmesi dağılımı üzerindeki etkisini vurgular.
Yolluk konumu çalışmasını okuyun -
Metal enjeksiyon kalıplama parçalarında sinterleme sırasında gerilimlerin evrimi (2015) – yoğunluk farklılıklarının sinterleme sırasında neden gerilme ve distorsiyon yaratabileceğini gösterir.
Sinterleme gerilmesi çalışmasını okuyun
Bu MIM Parça Kalitesi Serisindeki İlgili Makaleler
Kalıp tasarımı tek başına bir kalite sürücüsüdür. Nihai MIM parça kalitesini etkileyen parça tasarımı, malzeme seçimi, besleme stoğu, enjeksiyon kalıplama, bağlayıcı giderme, sinterleme ve boyutların nasıl bir araya geldiğini gözden geçirmek için aşağıdaki ilgili makaleleri kullanın.
MIM'de Parça Kalitesini Ne Etkiler?
Parça Tasarımının MIM'de Parça Kalitesini Nasıl Etkilediği
Malzeme Seçimi MIM Parça Kalitesini Nasıl Etkiler
MIM'de Besleme Stoğu Parça Kalitesini Nasıl Etkiler
Enjeksiyon Kalıplama MIM'de Parça Kalitesini Nasıl Etkiler
Bağlayıcı Giderme ve Sinterleme MIM'de Parça Kalitesini Nasıl Etkiler
Parça Boyutlarının Nihai MIM Parça Kalitesine Etkisi
Sonuç
Kalıp tasarımı, MIM'deki en erken ve en güçlü kalite sürücülerinden biridir. Besleme stoğunun nasıl dolduğunu, yeşil parçanın ne kadar stabil olduğunu, bağlayıcı giderme ve sinterlemenin ne kadar öngörülebilir olduğunu ve seri üretimde nihai parçanın ne kadar tutarlı kaldığını etkiler.
En önemli ders şudur: parça üretebilen bir kalıp, mutlaka tutarlı kalitede parça üretebilen bir kalıp değildir. İyi bir MIM kalıbı sadece boşluğu doldurmamalıdır. Ardından gelen tüm proses zinciri için doğru kalite temelini oluşturmalıdır.
Bu nedenle, en iyi kalıp incelemeleri asla izole takım incelemeleri değildir. Bunlar, pahalı aşağı akış düzeltmelerini önlemek için yeterince erken yapılan parça kalitesi incelemeleridir.
Çiziminiz ince duvarlar, derin delikler, düzlüğe duyarlı yüzeyler, sıkı pozisyonel toleranslar veya karmaşık yolluk kısıtlamaları içeriyorsa, MIM çiziminizi inceleme için gönderebilirsiniz kalıp salımından önce, böylece kalıpla ilgili kalite riskleri daha erken kontrol edilebilir.
Sıkça Sorulan Sorular
Bu sorular, kalıp tasarımı ile nihai MIM parça kalitesi arasındaki pratik ilişkiye odaklanmaktadır.
Kalıp tasarımı, besleme stoğunun kalıbı doldurma, sıkıştırma, hava tahliyesi, itme ve yeşil parçayı oluşturma şeklini etkiler. Kalıp kararsız akış, zayıf destek veya yerel yoğunluk dengesizliği yaratırsa, nihai sonuç daha sonra eğrilme, çatlama, boyutsal sapma, çapak veya yüzey kusurları olarak görünür hale gelebilir.
Yolluk konumu, akış yönünü, kaynak hattı konumunu, basınç transferini ve yerel sıkıştırma davranışını etkiler. Kötü bir yolluk stratejisi, kritik özelliklerin yakınında zayıf birleşme bölgeleri oluşturabilir ve dengesiz yoğunluk, distorsiyon ve kararsız büzülme riskini artırabilir.
Evet, dolaylı olarak. Kalıp tek başına sinterlemeyi kontrol etmez, ancak yeşil parçanın kalitesini ve homojenliğini kontrol eder. Daha iyi dolum dengesi, hava tahliyesi, itme desteği ve geometri yönetimi, sonraki termal işlem sırasında kararlı büzülme şansını artırır.
Bu detaylar çapak riskini, kozmetik kaliteyi ve yeşil parçanın itme sırasındaki stabilitesini etkiler. Bir ayırma hattı veya itici izi kritik bir sızdırmazlık yüzeyine, görünüm yüzeyine veya hassas alana denk gelirse, kalite riski hemen artar.
Hayır. Sürgüler, insertler ve karmaşık hareketler bazı geometrileri mümkün kılabilir, ancak aynı zamanda tolerans birikimine, bakım ihtiyaçlarına ve ek istikrarsızlık kaynaklarına yol açabilir. En iyi kalıp, genellikle gerçek kalite hedefini koruyan en basit sağlam tasarımdır.
En iyi zaman, kalıp üretimine geçilmeden öncedir. Kalıp tasarımı, parça geometrisi, malzeme seçimi, tolerans hedefleri, yüzey gereksinimleri ve sinterleme sonrası operasyonlarla birlikte incelenmelidir. Kalıpla ilgili kalite sorunlarını kalıp yapıldıktan sonra düzeltmek genellikle daha yavaş ve çok daha pahalıdır.







