تؤثر جودة تصميم القالب على جودة أجزاء MIM لأنها تتحكم في كيفية ملء مادة التغذية للتجويف، ومدى توازن كثافة الجزء الأخضر، وكيفية دعم الميزات الهشة أثناء الطرد، ومدى قابلية انكماش الجزء بشكل يمكن التنبؤ به أثناء إزالة المادة الرابطة والتلبيد. القالب الذي يملأ التجويف ليس تلقائيًا قالبًا ينتج أجزاء مستقرة...
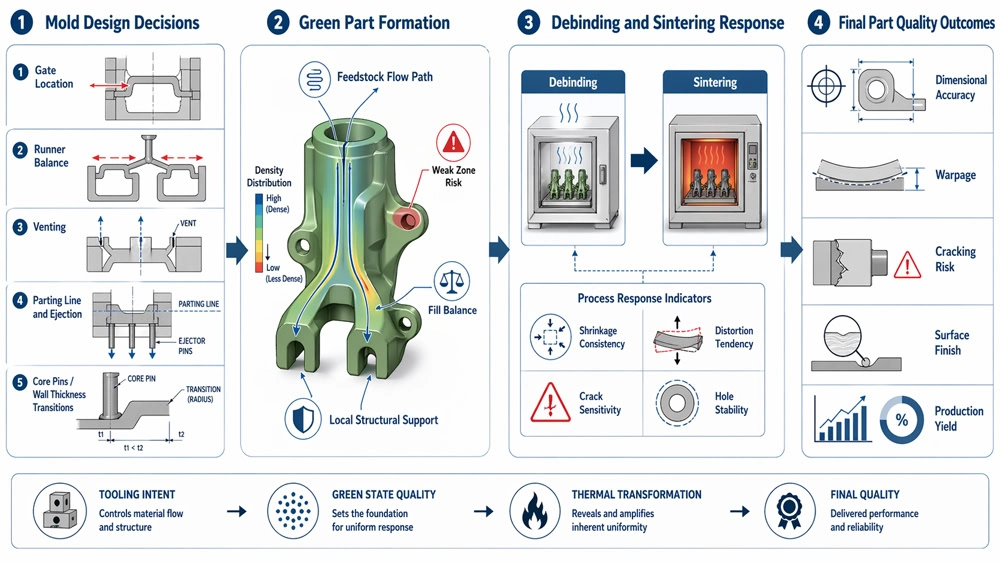
يؤثر تصميم القالب على جودة أجزاء MIM لأنه يتحكم في كيفية ملء مادة التغذية للتجويف، ومدى توازن كثافة الجزء الأخضر، وكيفية دعم الميزات الهشة أثناء الطرد، ومدى قابلية انكماش الجزء بشكل يمكن التنبؤ به أثناء إزالة المادة الرابطة والتلبيد. القالب الذي يملأ التجويف ليس تلقائيًا قالبًا ينتج أجزاء نهائية مستقرة. يمكن أن يؤدي موقع البوابة، وتوازن العدّاء، والتهوية، ووضع خط الفصل، ودعم الطارد، واستقرار دبوس القلب، والهندسة الحساسة للانكماش، كلها إلى مخاطر جودة مخفية تظهر لاحقًا على شكل التواء، أو تشقق، أو انحراف في الأبعاد، أو وميض، أو عيوب سطحية، أو مواضع ثقوب غير مستقرة. لهذا السبب، يجب مراجعة تصميم قوالب MIM كقرار مبكر لجودة الجزء، وليس فقط كمهمة بناء أدوات.
هذه المقالة جزء من سلسلة جودة أجزاء MIM من XTMIM. للحصول على إطار مراقبة الجودة الأوسع، ابدأ بـ ما الذي يؤثر على جودة الأجزاء في MIM, ، ثم استخدم هذه الصفحة لتقييم المخاطر المتعلقة بالقالب التي يجب مراجعتها قبل إصدار الأدوات.
ملاحظة هندسية: في MIM، يمكن للقالب الذي ينتج جزءًا أخضر كاملًا أن ينتج مع ذلك أجزاء ملبدّة غير مستقرة إذا لم يتم تصميم توازن الملء، وتوزيع الكثافة، ودعم الميزات الضعيفة بشكل صحيح من البداية.
الخلاصة الرئيسية: العديد من مشاكل جودة MIM النهائية تبدأ كمشاكل في تصميم القالب قبل وقت طويل من وصول الجزء إلى الفرن.
لماذا يعتبر تصميم القالب مهمًا جدًا في MIM
في سلسلة مراقبة الجودة هذه، يعد تصميم القالب هو الجسر بين هندسة الجزء، وسلوك القولبة بالحقن، واستقرار العملية اللاحقة. وفقًا لـ اتحاد صناعات مساحيق المعادن (MPIF), ، تجمع عملية MIM بين مادة تغذية مسحوق المعدن الناعم، والحقن، وإزالة المادة الرابطة، والتلبيد في مسار تصنيع واحد. كما يسلط نظرة عامة على العملية من MIMA الضوء على قدرة MIM على إنتاج أجزاء معقدة مع تحكم جيد في التفاوتات البعدية ودعم الإنتاج عالي الحجم متعدد التجاويف. سلسلة العملية هذه مهمة لأن حالة الجزء الأخضر تؤثر بشدة على كل ما يحدث لاحقًا.
إذا أنشأت الأداة تدفقًا غير متساوٍ، أو هواء محبوسًا، أو وصلات ضعيفة، أو كثافة محلية غير مستقرة، فقد لا يفشل الجزء فورًا. بدلاً من ذلك، قد يظهر العيب لاحقًا على شكل تشوه، أو تشقق، أو حركة في الثقوب، أو انحراف في الأبعاد، أو عدم تناسق في المظهر.
لهذا السبب لا ينبغي أبدًا مراجعة تصميم القالب فقط كمسألة تكلفة أدوات. إنها مسألة جودة جزء. قد يصبح مفهوم القالب الأقل تكلفة هو الخيار الإنتاجي الأكثر تكلفة إذا زاد من وقت تعديل الأداة، أو الخردة، أو عدم الاستقرار البعدي، أو دورات التجربة المتكررة.
المنطق الهندسي العملي بسيط: تصميم القالب يُشكّل تجانس الجزء الأخضر، وتجانس الجزء الأخضر يُشكّل استقرار العملية الحرارية، واستقرار العملية الحرارية يُشكّل جودة الجزء النهائي. للمشاريع التي لا تزال قيد مراجعة الرسومات، فإن دليل تصميم قوالب MIM المخصص يمكن أن يساعد في ربط منطق الجودة هذا بقرارات DFM قبل بدء الأدوات.
أين يؤثر تصميم القالب على جودة الجزء أكثر ما يكون
مراجعة جودة القالب الأكثر فائدة ليست قائمة تحقق عامة للأدوات. إنها تسأل أين يمكن للقالب أن يخلق اختلالًا في التدفق، أو هواء محبوسًا، أو ضعفًا في الجزء الأخضر، أو هندسة غير مدعومة، أو تباينًا في الكثافة يصبح لاحقًا عيبًا في الجودة النهائية. عادةً ما تستحق المجالات التالية أقرب مراجعة قبل إصدار الأدوات.
1. موقع بوابة الحقن وتوازن المجاري
موقع بوابة الحقن هو أحد أكثر القرارات تأثيراً في أدوات MIM. فهو يتحكم في كيفية دخول المادة إلى التجويف، ومدى المسافة التي يجب أن يقطعها جبهة التدفق، وأين تتشكل خطوط الالتحام، وكيف ينتقل الضغط إلى مناطق مختلفة من الجزء. قد يؤدي موقع البوابة السيئ إلى إنتاج جزء أخضر مملوء، لكنه غالباً ما يخلق مخاطر خفية تتمثل في عدم توازن الكثافة، ومناطق إعادة الالتحام الضعيفة، وعيوب تجميلية، وعدم استقرار الانكماش لاحقاً.
عندما تكون الثقوب الحرجة، أو الأقسام الرقيقة، أو الأسطح المسطحة، أو الانتقالات الحادة قريبة من مناطق إعادة الالتحام الضعيفة للتدفق، فإن خطر الجودة يزداد بشكل كبير. في الإنتاج، غالبًا ما تظهر هذه المشكلات على شكل أبعاد غير مستقرة، أو تشوه موضعي، أو تباين غير متوقع بين الدُفعات والتجاويف. لمراجعة أعمق لهذا القرار المحدد، راجع الدليل المخصص لـ تصميم بوابة الحقن MIM.

الخلاصة الرئيسية: قد يمتلئ الجزء مع وضع بوابة سيئ، لكن نجاح التعبئة لا يضمن كثافة متوازنة أو انكماشاً مستقراً.
هذا المنطق الهندسي مدعوم أيضاً بالأدبيات المنشورة. أشارت دراسة لتحسين العملية عام 2026 على أجزاء MIM عالية الدقة إلى أن موقع البوابة يؤثر بقوة على سلوك التدفق، والإجهاد المتبقي، وتوزيع الانكماش. كما أفادت دراسة عن الانكماش عام 2024 أن الكثير من تباين الانكماش في MIM ينشأ من عدم تجانس الكثافة الذي يتكون بالفعل في مرحلة القولبة الخضراء. من الناحية العملية، هذا يعني أن استراتيجية البوابة ليست مجرد قرار تعبئة، بل هي قرار جودة نهائي.
المصادر: المجلة الدولية لتكنولوجيا التصنيع المتقدمة – دراسة موقع البوابة لعام 2026 | تحليل انكماش التلبيد في القولبة بالحقن المعدني (2024)
2. التحكم في التهوية واحتجاز الهواء
غالبًا ما يتم التقليل من أهمية التهوية في المناقشات المبكرة لأدوات التصنيع، لكن لها تأثيرًا مباشرًا على استقرار ملء التجويف وسلامة السطح. إذا لم يتمكن الهواء من الهروب بفعالية، فقد ينتج عن ذلك ملء غير كامل، أو علامات تشبه الحروق الموضعية، أو تشطيب سطحي غير مستقر، أو ضعف داخلي في الميزات التي يصعب ملؤها.
في تقنية MIM، هذا الأمر أكثر أهمية لأن سلوك مادة التغذية ليس مماثلاً لقولبة البلاستيك العادية. إذا كان ملء التجويف غير مستقر بالفعل في مرحلة القولبة، فإن خطوات العملية اللاحقة لن تستعيد التجانس. لذلك يجب التعامل مع ضعف التهوية كخطر على جودة الجزء، وليس مجرد مشكلة تفصيلية في القالب.
3. استراتيجية خط الفصل والإخراج
يؤثر تصميم خط الفصل على خطر النتوءات، ودقة الميزات، والجودة التجميلية. تؤثر استراتيجية الإخراج على ما إذا كان الجزء الأخضر يغادر التجويف بدعم مستقر أم بتشوه موضعي. إذا كانت قوة القاذف مركزة بالقرب من الأقسام الهشة، أو الجدران الرقيقة، أو النتوءات غير المدعومة، فقد يغادر الجزء الأخضر القالب بإجهاد مخفي أو تشوه طفيف يصبح أكثر حدة خلال مراحل العملية اللاحقة.
هذه التفاصيل مهمة بشكل خاص عندما يجب أن تظل الأسطح الحرجة نظيفة، مسطحة، محكمة الإغلاق، أو مستقرة الأبعاد. قد لا يتسبب سوء وضع خط الفصل وتخطيط القاذفات دائمًا في رفض فوري، لكنها غالبًا ما تقلل من نافذة العملية وتزيد من صعوبة التعديل أثناء التجارب.
4. دبابيس القلب، الثقوب، الجدران الرقيقة، وانتقالات المقاطع
يجب دائمًا مراجعة الهندسة الحساسة وتصميم القالب معًا. تزيد الثقوب العمياء العميقة، ودبابيس القلب النحيلة، والجدران الرقيقة غير المدعومة، والتغيرات المفاجئة في السمك، والأسطح المسطحة الكبيرة من صعوبة القولبة المستقرة والانكماش المستقر. المشكلة ليست فقط أن هذه الميزات صعبة. المشكلة الحقيقية هي أنها أكثر حساسية لتباين الكثافة الموضعي، وإجهاد الإخراج، والتشوه أثناء إزالة المادة الرابطة أو التلبيد.
إن إرشادات تصميم جمعية القولبة بالحقن المعدني تؤكد على أهمية تصميم التجويف، وزاوية السحب، والشرائح، واتجاه الثقوب، واستراتيجية خط الفصل لأن هذه العوامل تؤثر بشكل مباشر على القدرة البعدية وقابلية التصنيع. عمليًا، عادةً ما يأتي أعلى خطر في أدوات التصنيع من التفاعل بين الهندسة وتخطيط القالب، وليس من ميزة منفردة واحدة.

الخلاصة الرئيسية: عادةً ما يأتي أعلى خطر جودة متعلق بالقالب من التفاعل بين الهندسة الحساسة وتخطيط القالب، وليس من ميزة منفردة واحدة.
تصميم القالب لا يتوقف عند ملء التجويف
أحد الأخطاء الأكثر شيوعًا في مراجعات مشاريع MIM هو الحكم على نجاح القالب مبكرًا جدًا. الجزء الذي يمتلئ بالكامل ويتم طرده بنجاح هو فقط في بداية اختبار الجودة الحقيقي. السؤال الأكثر أهمية هو ما إذا كان الجزء الأخضر المصبوب موحدًا بما يكفي لتحمل إزالة المادة الرابطة والتلبيد بانكماش مستقر وهندسة نهائية مقبولة. هذا هو السبب في أنه يجب مراجعة تصميم القالب جنبًا إلى جنب مع جودة القولبة بالحقن و جودة إزالة المادة الرابطة والتلبيد, وليس كموضوع منفصل لأدوات التصنيع.
هنا يكون لتصميم القالب تأثير دائم. إذا كانت منطقيات البوابات، والتهوية، والدعم، وانتقال المقاطع متوازنة، فمن المرجح أن يتصرف الجزء الأخضر بشكل يمكن التنبؤ به أثناء المعالجة الحرارية. إذا أنشأ القالب كثافة غير متساوية أو ضعفًا موضعيًا، فغالبًا ما تظهر العلامات اللاحقة على النحو التالي:
- التواء بعد التلبيد
- انحراف أبعادي في الميزات الحرجة
- تشقق في المناطق الرقيقة أو المجهدة
- عدم استقرار الثقوب أو استواء السطح
- تباين أكبر من دفعة إلى أخرى
أظهرت الأبحاث المنشورة حول التلبيد سبب حدوث ذلك. دراسة عام 2015 حول تطور الإجهادات في أجزاء MIM أثناء التلبيد أفادت أن المناطق منخفضة الكثافة تنكمش أسرع من المناطق عالية الكثافة أثناء التلبيد، مما يخلق إجهادًا داخليًا ويزيد من خطر التشوه. بعبارة أخرى، العديد من الأعراض التي تظهر في مرحلة الفرن هي في الواقع مشاكل من مرحلة القالب في صورة مقنعة.
المصدر: تطور الإجهادات في أجزاء القولبة بالحقن المعدني أثناء التلبيد (2015)
ما يجب على المهندسين مراجعته قبل إطلاق القالب
يجب أن تركز مراجعة قوية لأدوات القولبة بالحقن المعدني (MIM) على منطق الجودة، وليس فقط على ما إذا كان يمكن بناء الأداة. قبل إصدار تصميم القالب، يجب على فريق الهندسة التحقق مما إذا كانت استراتيجية الأدوات تدعم أولويات الجودة الحقيقية للجزء: الدقة الأبعاد، حالة السطح، الاستواء، ثبات الثقوب، المناطق الحساسة للقوة، وقابلية التكرار على المدى الطويل. هذا هو أيضًا المكان الذي يمكن فيه لـ "مراجعة مبكرة" مراجعة أدوات MIM ربط ميزات الرسم، واستراتيجية البوابة، وملاحظات التجربة، وأهداف الجودة اللاحقة قبل الحاجة إلى تغييرات مكلفة في الأدوات.
موضع بوابة الحقن
تأكد من أن مسار التدفق يدعم الميزات الحرجة بدلاً من إنشاء مناطق إعادة تلاقٍ ضعيفة بالقرب منها.
توازن المجرى والقنوات
مراجعة ما إذا كانت المادة تصل إلى المناطق الحساسة بتسلسل مستقر ويمكن التنبؤ به.
التنفيس
تقليل خطر احتباس الهواء وحماية استقرار الملء في المناطق الرقيقة أو ذات النهايات المغلقة.
موضع خط الفصل
إبعاد خطر النتوءات وعدم التطابق عن الأسطح الحرجة ووجوه المظهر.
دعم القذف
حماية مناطق الأجزاء الخضراء الهشة من الإجهاد الموضعي والتشوه أثناء التحرير.
انتقالات المقاطع
التحقق مما إذا كانت التغيرات المفاجئة في السمك أو التفاصيل غير المدعومة ستزيد من خطر التشوه.
هندسة حساسة للانكماش
تحديد الثقوب والأسطح المسطحة والجدران الرقيقة والمناطق الطويلة غير المدعومة التي تحتاج إلى مراجعة إضافية.
مواءمة أهداف الجودة
تأكد من أن مفهوم القالب يتوافق مع تفاوتات الأداء الفعلية وتوقعات المشروع.

الخلاصة الرئيسية: أقل وقت تكلفة لإصلاح مخاطر الجودة المرتبطة بالقالب هو قبل إصدار أدوات التصنيع، وليس بعد فشل قطع التجارب.
لا تزال المعايير وبيانات المواد مهمة في هذه المرحلة. على سبيل المثال، يشير المهندسون عادةً إلى معيار MPIF 35-MIM عند مناقشة خصائص المواد الأساسية وتوقعات المشروع. أعلنت MPIF أيضًا عن تحديث إصدار 2025 لمعايير المواد المستخدمة في الأجزاء المصنعة بالحقن المعدني. بيانات المواد القوية مهمة، لكنها لا يمكنها تعويض مفهوم أدوات التصنيع الذي يخلق ظروفًا غير مستقرة للجزء الأخضر منذ البداية.
المصادر: معايير MPIF | MPIF – معايير المواد للأجزاء المصنعة بالحقن المعدني، إصدار 2025
سيناريو هندسي تمثيلي: عندما يظهر خطر القالب بعد التلبيد
تبدأ مراجعة أدوات القولبة بالحقن المعدني (MIM) التمثيلية غالبًا عندما تبدو تجربة القولبة مقبولة، ولكن الأجزاء الملبدة تظهر لاحقًا انحرافًا في الثقوب، أو تباينًا في الاستواء، أو تشوهًا موضعيًا. في هذا الموقف، غالبًا ما يكون الافتراض الأول هو أن ملف تعريف الفرن يحتاج إلى تعديل. قد يكون هذا صحيحًا جزئيًا، ولكن يجب على فريق الهندسة أيضًا مراجعة ما إذا كانت موضع البوابة، وتوازن العدّاء، والتهوية، ودعم الطارد، وانتقالات الجدار الموضعية قد خلقت كثافة غير متساوية للجزء الأخضر قبل بدء المعالجة الحرارية.
هذا النوع من السيناريو ليس حالة عميل فردية. إنه نمط هندسي شائع في مراجعات مشاريع MIM: يظهر العيب بعد إزالة المادة الرابطة أو التلبيد، ولكن قد يكون السبب الجذري قد تم إدخاله بواسطة القالب. عادةً ما توفر مراجعة مفهوم الأداة جنبًا إلى جنب مع تصميم الجزء، وسلوك المادة، والتحكم في العملية مسارًا أوضح من مجرد تعديل معلمات الفرن.
أخطاء شائعة تبدو وكأنها مشاكل تلبيد ولكنها تبدأ في القالب
“الفرن هو سبب التشوه.”
أحيانًا نعم، لكن السبب الجذري غالبًا ما يبدأ مبكرًا بملء غير متوازن، أو دعم ضعيف، أو هندسة وُضعت في حالة أدوات تصنيع حساسة للكثافة. قد يكشف الفرن المشكلة، لكنه لم يخلقها بالضرورة.
“تم ملء الجزء، لذا فإن القالب جيد.”
الملء هو مجرد نقطة تفتيش واحدة. السؤال الأكثر أهمية هو ما إذا كان الجزء الأخضر موحدًا بما يكفي لينكمش بشكل متسق لاحقًا. الملء الناجح لا يثبت نطاق عملية مستقر.
“يمكننا تصحيح ذلك لاحقًا بضبط العملية.”
يمكن أن يساعد ضبط العملية في تحسين الأمور على الحواف، لكنه نادرًا ما يصلح مفهومًا ضعيفًا جوهريًا للبوابة أو التهوية أو القذف أو الدعم. عادةً ما يعود منطق القالب الضعيف كتغيرات أو إنتاجية منخفضة أو وقت تجربة ممتد.
“تعقيد القالب يحسن الجودة تلقائيًا.”
ليس دائمًا. يمكن أن تؤدي المزيد من الشرائح والإدراجات وإجراءات القالب المعقدة إلى جعل بعض الأشكال الهندسية ممكنة، ولكنها قد تضيف أيضًا تراكم التفاوتات ومتطلبات الصيانة ونقاط عدم استقرار جديدة. أفضل أدوات التصنيع عادةً هي أبسط تصميم قوي يحمي هدف الجودة الحقيقي.
المعايير المرجعية والإرشادات التصميمية والمراجع العلمية
بالنسبة للفرق الهندسية التي تقيّم استراتيجية أدوات التصنيع بتقنية MIM، فإن المراجع الخارجية الأكثر فائدة ليست المقالات التصنيعية العامة، بل المعايير الرسمية وإرشادات التصميم من الجمعيات والدراسات العملية التي تربط ظروف مرحلة القولبة بنتائج الأبعاد النهائية والتشوه.
-
معيار MPIF 35-MIM – معايير المواد للأجزاء المصنّعة بالقولبة بالحقن المعدني.
عرض معايير MPIF -
إشعار طبعة MPIF 2025 – يؤكد دورة التحديث الحالية والمواد MIM المضافة أو المحدثة حديثًا.
اقرأ إعلان طبعة 2025 -
MIMA – التصميمات المعقدة باستخدام MIM – يشرح لماذا يحدد تصميم تجويف القالب بطبيعته حدًا مهمًا للتحكم في الأبعاد.
اقرأ الإرشادات التصميمية -
MIMA – نظرة عامة على العملية: MIM – يوضح قدرة MIM على الأشكال المعقدة والتحكم في الأبعاد والإنتاج متعدد التجاويف.
اقرأ نظرة عامة على العملية -
تحليل انكماش التلبيد في القولبة بالحقن المعدني (2024) – يظهر أن تباين الانكماش في MIM مرتبط بقوة بعدم تجانس الكثافة المتكون أثناء القولبة بالحقن.
اقرأ دراسة الانكماش -
دراسة تحسين موضع البوابة (2026) – تُبرز تأثير موضع البوابة على سلوك التدفق والإجهاد المتبقي وتوزيع الانكماش في أجزاء MIM الدقيقة.
اقرأ دراسة موضع البوابة -
تطور الإجهادات في أجزاء القولبة بالحقن المعدني أثناء التلبيد (2015) – تُظهر كيف يمكن لاختلافات الكثافة أن تُحدث إجهادًا وتشوهًا أثناء التلبيد.
اقرأ دراسة إجهاد التلبيد
مقالات ذات صلة في سلسلة جودة أجزاء MIM هذه
تصميم القالب هو مجرد محرك جودة واحد. استخدم المقالات ذات الصلة أدناه لمراجعة كيفية عمل تصميم الجزء، واختيار المواد، والمادة الخام، والقولبة بالحقن، وإزالة المادة الرابطة، والتلبيد، والأبعاد معًا للتأثير على جودة أجزاء MIM النهائية.
ما الذي يؤثر على جودة الأجزاء في تقنية MIM؟
كيف يؤثر تصميم الجزء على جودة الجزء في MIM
كيف يؤثر اختيار المواد على جودة أجزاء MIM
كيف تؤثر مادة التغذية على جودة الأجزاء في MIM
كيف يؤثر الحقن على جودة الأجزاء في MIM
كيف تؤثر إزالة المادة الرابطة والتلبيد على جودة الأجزاء في MIM
كيف تؤثر أبعاد الجزء على جودة الجزء النهائي في MIM
الخلاصة
يُعد تصميم القالب من أقدم وأقوى محركات الجودة في تقنية MIM. فهو يؤثر على كيفية ملء مادة التغذية، ومدى استقرار الجزء الأخضر، ومدى قابلية التنبؤ بعمليات إزالة المادة الرابطة والتلبيد، ومدى اتساق الجزء النهائي في الإنتاج الضخم.
أهم درس هو: القالب الذي يمكنه إنتاج أجزاء ليس بالضرورة قالبًا يمكنه إنتاج أجزاء عالية الجودة باستمرار. لا ينبغي لأدوات MIM الجيدة أن تملأ التجويف فحسب. بل يجب أن تبني أساس الجودة الصحيح لسلسلة العمليات بأكملها التي تليها.
لهذا السبب، فإن أفضل مراجعات القوالب ليست أبدًا مراجعات معزولة للأدوات. بل هي مراجعات لجودة الأجزاء تُجرى في وقت مبكر بما يكفي لمنع التصحيحات المكلفة لاحقًا.
إذا كان رسمك يتضمن جدرانًا رفيعة، أو ثقوبًا عميقة، أو أسطحًا حساسة للاستواء، أو تفاوتات موضعية دقيقة، أو قيودًا معقدة على البوابات، يمكنك تقديم رسم MIM الخاص بك للمراجعة قبل إصدار القالب حتى يمكن فحص المخاطر المتعلقة بالقالب في وقت مبكر.
الأسئلة الشائعة
تركز هذه الأسئلة على العلاقة العملية بين تصميم القالب وجودة أجزاء MIM النهائية.
يؤثر تصميم القالب على كيفية ملء مادة التغذية، وتعبئتها، وتفريغ الهواء، وإخراج الجزء، وتشكيل الجزء الأخضر. إذا تسبب القالب في تدفق غير مستقر، أو دعم ضعيف، أو اختلال في الكثافة المحلية، فقد تظهر النتيجة النهائية لاحقًا على شكل اعوجاج، أو تشقق، أو انحراف أبعادي، أو نتوءات، أو عيوب سطحية.
يؤثر موقع البوابة على اتجاه التدفق، وموضع خط اللحام، ونقل الضغط، وسلوك التعبئة الموضعي. يمكن لاستراتيجية بوابة سيئة أن تضع مناطق إعادة الالتحام الضعيفة بالقرب من الميزات الحرجة وتزيد من خطر عدم انتظام الكثافة والتشوه وانكماش غير مستقر.
نعم، بشكل غير مباشر. القالب لا يتحكم في التلبيد بذاته، لكنه يتحكم في جودة وتجانس الجزء الأخضر. التوازن الأفضل في الملء، والتهوية، ودعم الإخراج، ومعالجة الهندسة يحسن فرصة الانكماش المستقر أثناء المعالجة الحرارية اللاحقة.
تؤثر هذه التفاصيل على خطر النتوءات، والجودة التجميلية، واستقرار الجزء الأخضر أثناء الإخراج. إذا وقع خط الفصل أو علامة دبوس الإخراج على سطح إغلاق حرج، أو سطح مظهر، أو منطقة دقة، فإن خطر الجودة يرتفع فورًا.
لا. يمكن للمنزلقات والإدراجات والحركات المعقدة أن تجعل بعض الأشكال الهندسية ممكنة، ولكنها قد تضيف أيضًا تراكمًا في التفاوتات، واحتياجات صيانة، ومصادر إضافية لعدم الاستقرار. أفضل أدوات التصنيع عادةً هي أبسط تصميم متين يحمي هدف الجودة الحقيقي.
أفضل وقت هو قبل إطلاق أدوات التصنيع. يجب مراجعة تصميم القالب مع هندسة الجزء، واختيار المادة، وأهداف التفاوتات، ومتطلبات السطح، وعمليات ما بعد التلبيد. إصلاح مشاكل الجودة المتعلقة بالقالب بعد بناء الأداة يكون عادةً أبطأ وأكثر تكلفة بكثير.







