MIM-Zeichnung & DFM-Fragen: Guss-zu-MIM-Zeichnungsmerkmale, die eine technische Überprüfung erfordern. Ein praktischer Leitfaden zur Zeichnungsprüfung für Ingenieure, der Guss-ähnliche Teilezeichnungen mit möglichem MIM-Druck vergleicht. Schnelle Antwort: Guss-zu-MIM-Zeichnungsmerkmale erfordern eine technische Überprüfung, wenn Wandstärken, Lochpositionen, Schlitze, Hinterschneidungen, Bezugssysteme, Toleranzangaben, Bearbeitungszugaben, Oberflächenanforderungen oder Inspektionspunkte sich ändern können...
Fragen zu MIM-Zeichnungen und DFM
Zeichnungsmerkmale für Umwandlung von Guss- zu MIM-Teilen, die eine technische Prüfung erfordern
Ein praktischer Leitfaden zur Zeichnungsprüfung für Ingenieure, der Guss-ähnliche Teilezeichnungen mit möglichem MIM-Druck vergleicht.
Kurze Antwort
Guss-zu-MIM-Zeichnungsmerkmale erfordern eine technische Überprüfung, wenn Wandstärken, Lochpositionen, Schlitze, Hinterschneidungen, Bezugssysteme, Toleranzangaben, Bearbeitungszugaben, Oberflächenanforderungen oder Inspektionspunkte während der MIM-Werkzeugkompensation, des Entbinderns, der Sinterschwindung, der sekundären Bearbeitung oder der Endinspektion geändert werden müssen. Die Überprüfung sollte vor dem Angebot oder der Werkzeugerstellung erfolgen, damit das Team entscheiden kann, ob das Teil ein realistischer MIM-Kandidat ist, eine Klärung oder Neugestaltung der Zeichnung erfordert oder beim Feinguss verbleiben soll. Diese Seite konzentriert sich auf Zeichnungsmerkmale und den Umfang der RFQ-Prüfung, während der breitere Prozessvergleich im Abschnitt MIM vs. Feinguss behandelt wird.
Kernaussage: Die Guss-zu-MIM-Prüfung beginnt mit der Zeichnung, nicht mit einem allgemeinen Prozessvergleich.
Warum Guss-Zeichnungen eine separate MIM-Prüfung erfordern
Eine Gusszeichnung spiegelt die Herstellungslogik eines Gießprozesses wider. Sie kann Bearbeitungszugaben, breite Wandübergänge, Entformungsschrägen, Bezugshinweise, Toleranzangaben, Oberflächenbeschaffenheitsanforderungen und Inspektionsannahmen enthalten, die ursprünglich für Feinguss und nachfolgende Bearbeitung erstellt wurden. Diese Annahmen übertragen sich nicht automatisch auf MIM.
MIM verwendet Feedstock-Spritzguss, Entbindern, Sinterschwindung, Werkzeugkompensation und Endinspektion zur Herstellung kleiner, komplexer, hochdichter Metallteile. Aus Sicht der Designprüfung ist die Schlüsselfrage nicht einfach, ob die Teileform formbar aussieht. Die bessere Frage ist, ob die Zeichnungsmerkmale den vollständigen MIM-Prozess überstehen können, ohne vermeidbare Risiken bei Werkzeugbau, Sintern, Sekundärbearbeitungen oder Messungen zu verursachen.
Ein häufiger Fehler ist, eine Gusszeichnung für ein MIM-Angebot einzureichen, ohne geformte Merkmale von bearbeiteten Merkmalen zu trennen. Dies kann zu einem unklaren RFQ-Umfang führen. Ein Lieferant kann das Teil als Near-Net-Shape-MIM mit begrenzten Sekundärbearbeitungen anbieten, während ein anderer Bearbeitungs-, Kalibrierungs-, Polier- oder Inspektionsschritte einschließt. Die angebotenen Preise mögen unterschiedlich aussehen, aber der Herstellungsumfang ist nicht wirklich vergleichbar.
Vor dem Werkzeugbau sollte das Projektteam bestätigen, welche Merkmale funktional sind, welche Oberflächen kosmetisch sind, welche Abmessungen kritisch sind, welche Bereiche neu gestaltet werden können und welche Merkmale als bearbeitete oder kontrollierte Oberflächen beibehalten werden müssen. Für das breitere übergeordnete Thema siehe XTMIM MIM im Vergleich zum Feinguss (Investment Casting) – Übersicht.
Geometrieverantwortlichkeit
Die Prüfung sollte identifizieren, welche Merkmale voraussichtlich formbar sind, welche Merkmale Werkzeugmaßnahmen erfordern könnten und welche Merkmale vor der Diskussion über MIM-Werkzeuge neu gestaltet werden müssen.
Toleranzverantwortlichkeit
Kritische Toleranzen sollten von übernommenen Gussnotizen getrennt werden, damit der Lieferant beurteilen kann, ob das Merkmal formgepresst, kalibriert, bearbeitet oder mit einer speziellen Methode gemessen wird.
Angebotsumfangsverantwortlichkeit
Die RFQ sollte definieren, welche Oberflächen, Bohrungen, kosmetischen Zonen und Bezugsmerkmale im MIM-Angebot enthalten sind und welche Sekundärbearbeitungen Teil des Prozesses bleiben.

Kernaussage: Eine Gusszeichnung spiegelt eine andere Fertigungslogik wider und erfordert eine separate MIM-Machbarkeitsprüfung.
Zeichnungsmerkmale, die eine MIM-Konstruktionsprüfung auslösen sollten
Die wichtigsten Prüfauslöser sind nicht nur Prozessnamen. Es sind Zeichnungsmerkmale, die Formbarkeit, Schwindungsstabilität, Werkzeugdesign, Umfang der Sekundärbearbeitung oder die Endinspektion beeinflussen können.
Wandstärke und dicke Bereiche
Die Wandstärke ist eines der ersten Merkmale, die bei der Betrachtung eines Gussteile-ähnlichen Teils für MIM überprüft werden müssen. Feinguss-Teile können schwerere Abschnitte, dickere Ansätze oder allmähliche Massenübergänge aufweisen, die im ursprünglichen Verfahren akzeptabel sind, aber während des MIM-Sinterns empfindlicher sind. Für verwandte Design-Hintergründe lesen Sie die XTMIM-Anleitung zu Wandstärkendesign.
Rippen, Ansätze und lokale Massenänderungen
Schwere Ansätze, die mit dünnen Wänden verbunden sind, können zu unterschiedlichem Schwindungsverhalten zwischen lokalen Abschnitten führen. Hohe Rippen müssen möglicherweise auf Füllung, Auswerfen und Sinterunterstützung überprüft werden. Das Projektteam sollte feststellen, ob diese Merkmale strukturell, kosmetisch oder aus dem Gussverfahren übernommen sind.
Löcher, Schlitze, Nuten und interne Merkmale
Ein Loch, das auf einer Gusszeichnung dargestellt ist, wurde möglicherweise nach dem Guss gebohrt. Wenn dasselbe Loch in MIM geformt werden soll, muss das Projektteam die Merkmalsgröße, Position, Toleranz, Stifffestigkeit und Prüfmethode prüfen. Verwandte Designüberlegungen werden in behandelt Löcher, Schlitze und Hinterschneidungen.
Rücksprünge und Entformungsrichtung
Feinguss kann manchmal Formen unterstützen, die sich nicht direkt in die Logik von Spritzgusswerkzeugen übertragen lassen. Bei MIM können Rücksprünge Seitenschieber, Einsätze, geteilte Werkzeuge, Nachbearbeitung oder Designanpassungen vor der Angebotserstellung erfordern.
Bezugspunkte, Toleranzangaben und kritische Abmessungen
Enge bezugspunktbasierte Toleranzen sind besonders wichtig. Ein Merkmal kann formbar sein, aber die Toleranzanforderung kann dennoch Kalibrierung, Bearbeitung, Schleifen oder eine andere Nachbearbeitung erfordern. Toleranzannahmen sollten gegen die funktionalen Anforderungen des Projekts und die relevanten MIM-Toleranzen Strategie.
Bearbeitungszugabe und Nachbearbeitung nach dem Sintern
Viele Feingussteile enthalten eine Bearbeitungszugabe. MIM kann die Bearbeitung bei einigen kleinen komplexen Teilen reduzieren, aber Gewinde, Präzisionsbohrungen, ebene Bezugsflächen, kosmetische Kanten und hochgenaue Montageflächen können dennoch erforderlich sein Nachbearbeitung nach dem Sintern.
Oberflächenanforderungen und sichtbare Flächen
Gusszeichnungen können Oberflächenbeschaffenheitsangaben, kosmetische Zonen, Beschichtungsanforderungen oder Anforderungen an sichtbare Flächen enthalten. Diese Anmerkungen müssen überprüft werden, da der Oberflächenzustand durch das Feedstock, die Werkzeugoberfläche, die Trennlinie, den Anschnittbereich, das Sintern, die Nachbearbeitung und die Inspektionserwartungen beeinflusst werden kann.
Zugang zur Inspektion und Messstrategie
Ein Merkmal einer Zeichnung ist erst dann vollständig definiert, wenn es inspiziert werden kann. Interne Schlitze, tiefe Kavitäten, kleine Bohrungen, verdeckte Oberflächen und komplexe Bezugsflächenbeziehungen können einen spezifischen Inspektionsplan vor dem Werkzeugbau oder der endgültigen Kalkulation erfordern.
Risiko-Entscheidungs-Tabelle für Guss-zu-MIM-Prüfung
Eine Guss-zu-MIM-Zeichnungsprüfung ist nützlicher, wenn jedes Zeichnungsmerkmal mit einem Fertigungsrisiko und einer RFQ-Aktion verknüpft ist. Die folgende Tabelle kann als praktischer Screening-Rahmen verwendet werden, bevor die Zeichnung zur Kalkulation gesendet wird.

Kernaussage: Jedes Zeichnungsmerkmal sollte vor dem Werkzeugbau mit einem Fertigungsrisiko und einer RFQ-Aktion verknüpft werden.
| Zeichnungsmerkmal | Warum es im MIM wichtig ist | Risiko prüfen | Technische Maßnahme vor RFQ |
|---|---|---|---|
| Dicke Wand oder starker Querschnitt | Kann die Gleichmäßigkeit der Schwindung, das Sinterverhalten und die Dimensionsstabilität beeinflussen. | Mittel bis Hoch | Querschnittsdicke, Teilegewicht und Gestaltungsfreiheit bestätigen. |
| Dünne Wand an dickem Boss | Kann lokale Schwindungsunterschiede und Verzugsrisiken verursachen. | Mittel bis Hoch | Wandübergang prüfen und ob Masse ausgeglichen werden kann. |
| Rippen und hohe Merkmale | Kann Füllung, Auswerfen, Handhabung und Sinterunterstützung beeinträchtigen. | Mittel | Rippenhöhe, Dicke und Funktion bestätigen. |
| Kleine Löcher | Benötigt möglicherweise geformte Stifte, Bohrungen, Kalibrierung oder Prüfungsüberprüfung. | Mittel | Entscheiden, ob Bohrungen geformt oder bearbeitet werden. |
| Lange Schlitze oder schmale Nuten | Kann Werkzeugfestigkeit, Füllung und Messzugang beeinträchtigen. | Mittel | Schlitzfunktion, Toleranz und Werkzeugmachbarkeit bestätigen. |
| Hinterschnitte | Benötigt möglicherweise Schieber, Einsätze, Konstruktionsänderung oder Bearbeitung. | Hoch | Formtrenrichtung und Bedarf an Nebenaggregaten identifizieren. |
| Toleranzangaben basierend auf Bezugselementen | Übertragung aus Guss-plus-Bearbeitungslogik möglicherweise nicht direkt möglich. | Hoch | Funktionale Bezugselemente und Prüfverfahren bestätigen. |
| Kritische Maße | Kann Größenkorrektur, Bearbeitung oder engere Prozesskontrolle erfordern. | Hoch | Trennen Sie kritische Funktionsabmessungen von allgemeinen Abmessungen. |
| Bearbeitungszugabe | Kann den tatsächlichen Umfang des Angebots ändern. | Mittel | Formteile, bearbeitete und unentschiedene Merkmale trennen. |
| Kosmetische oder sichtbare Oberflächen | Kann Überprüfung von Anschnitt, Trennlinie, Oberflächenbearbeitung oder Handhabung erfordern. | Mittel | Sichtbare Flächen und akzeptabler Oberflächenzustand identifizieren. |
| Prüfpunkte | Nach dem Sintern oder der Montage möglicherweise schwer zu messen. | Mittel bis Hoch | Messverfahren vor der Werkzeugerstellung bestätigen. |
Komplexes Szenario für technische Schulungen
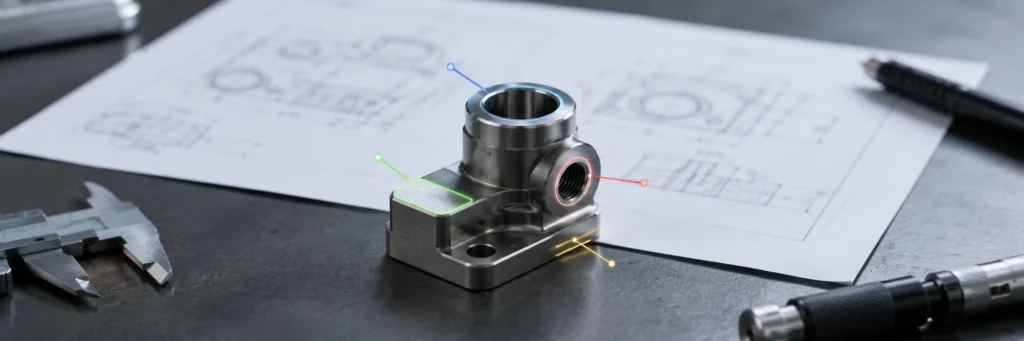
Ein kleiner Edelstahl-Guss-ähnlicher Halter umfasst zwei dicke Ansätze, mehrere Bohrungen, eine toleranzbasierte Anmerkung zu Bezugselementen und eine sichtbare Außenfläche. Die erste Frage bei der Prüfung ist nicht, ob das Teil generell per MIM gefertigt werden kann. Die bessere Frage ist, welche Merkmale geformt, welche bearbeitungsseitig ausgeführt und welche Abmessungen die Funktion des Teils steuern sollen.
Die dicken Ansätze müssen möglicherweise auf Schwindungsgleichgewicht geprüft werden. Die gebohrten Löcher erfordern möglicherweise eine Entscheidung zwischen gespritzten Löchern und der Nachbearbeitung nach dem Sintern. Die Bezugs-Anmerkung erfordert möglicherweise eine klarere Inspektionsstrategie. Die sichtbare Außenfläche erfordert möglicherweise eine Überprüfung von Anguss, Trennlinie und Oberflächengüte.
Überprüfung der Feature-Zugehörigkeit: Spritzgegossen, bearbeitet oder noch in Prüfung
Eine Anfrage von Guss auf MIM wird klarer, wenn die Zeichnung die Feature-Zugehörigkeit trennt. Ziel ist es, zu vermeiden, dass ein Lieferant ein gespritztes Feature übernimmt, während ein anderer Lieferant die Bearbeitung, Kalibrierung oder Oberflächenbearbeitung übernimmt.
| Feature-Gruppe | Wahrscheinliche Prüfkategorie | Was die Zeichnung klären sollte |
|---|---|---|
| Allgemeines Außenprofil | Normalerweise gespritzt, vorbehaltlich Werkzeug- und Schwindungsprüfung | Funktionsflächen, kosmetische Zonen, Empfindlichkeit der Trennlinie und akzeptabler Oberflächenzustand. |
| Kleine Freigabelöcher | Gespritzt oder bearbeitet, abhängig von Größe, Toleranz und Position | Lochfunktion, Positionstoleranz, Inspektionsmethode und ob Bohren akzeptabel ist. |
| Gewindebohrungen | Normalerweise Überprüfung von Sekundärbearbeitungen | Gewindetyp, Eingriffslänge, Bezugsbeziehung und ob ein Nachschneiden nach dem Sintern erforderlich ist. |
| Bezugsflächen und Präzisionsebenen | Oftmals Kalibrierungs- oder Bearbeitungsprüfung | Funktionale Bezugspriorität, Ebenheitserwartung, Inspektionsmethode und Montageanforderung. |
| Sichtbare Außenflächen | Formteil plus Nachbearbeitungsprüfung | Kosmetikstandard, Anguss-Empfindlichkeit, Formteilnaht-Akzeptanz und Nachbearbeitungsanforderung. |
| Tiefe Nuten oder interne Schlitze | Werkzeugbau-, Bearbeitungs- oder Konstruktionsänderungsprüfung | Merkmals-Tiefe, Zugänglichkeit, Funktionszweck und ob eine einfachere MIM-freundliche Geometrie möglich ist. |
Wann ein Gussmerkmal dennoch den Feinguss begünstigen kann
Nicht jedes gussähnliche Teil sollte auf MIM umgestellt werden. Eine fundierte Prüfung muss sowohl die Chance als auch die Grenze identifizieren.
Ein Teil kann näher am Feinguss bleiben, wenn die Bauteilgröße groß ist, die Masse hoch ist, die Wandstärken sehr dick sind, das jährliche Volumen gering ist oder die Geometrie nicht von der Fähigkeit des MIM-Verfahrens profitiert, kleine komplexe Merkmale zu formen. Wenn die meisten Funktionsflächen bereits nach dem Guss bearbeitet werden, kann der Kostenvorteil von MIM ebenfalls weniger klar werden.
Große Teile mit starken Abschnitten erfordern möglicherweise einen sorgfältigeren Prozessvergleich. MIM ist am stärksten für kleine komplexe Teile die wiederholbar und schwer oder teuer aus dem Vollen zu bearbeiten sind. Es kann weniger attraktiv sein, wenn die Form einfach ist, das Produktionsvolumen gering ist oder die Zeichnung wenig Raum für geometrische Anpassungen lässt.
Aus diesem Grund sollte eine Umstellung von Guss auf MIM nicht mit einer allgemeinen Aussage wie “MIM ist besser” oder “Feinguss ist besser” beginnen. Sie sollte mit der Zeichnung beginnen.
| Prüfergebnis | Was es normalerweise bedeutet | Nächste technische Maßnahme |
|---|---|---|
| Fortsetzung der MIM-Prüfung | Das Teil erscheint klein, komplex, wiederholbar und profitiert wahrscheinlich von der MIM-Nahezu-Netzform-Fertigung. | Detaillierte RFQ-Eingaben vorbereiten, kritische Abmessungen identifizieren und den Werkzeugbauansatz überprüfen. |
| Zeichnung vor MIM-Angebot überarbeiten | Das Teil weist prüfbare Merkmale auf, aber die aktuelle Gusszeichnung trennt den gegossenen und den bearbeiteten Umfang nicht klar. | Klären Sie Wandstärken, Bohrungen, Bezugsflächen, kosmetische Zonen und Bearbeitungszugaben. |
| Behalten Sie das Feingussverfahren als Hauptroute bei | Das Teil ist möglicherweise zu groß, zu schwer, zu geringvolumig oder zu einfach, um MIM-Werkzeugkosten und Neugestaltungsaufwand zu rechtfertigen. | Verwenden Sie MIM nur als Vergleichsreferenz, es sei denn, Geometrie, Volumen oder Kostentreiber ändern sich. |
Zeichnungsinformationen zur Vorbereitung vor der Anforderung einer MIM-Prüfung
Eine nützliche MIM-Prüfung benötigt mehr als nur einen Teiledynamen oder ein Foto. Der Lieferant sollte sowohl die Geometrie als auch die Funktion des Teils verstehen. Ein vollständiges Eingabepaket hilft auch beim Vergleich von MIM und Feinguss im gleichen technischen Umfang.

Kernaussage: Bessere Eingabedaten führen zu einer zuverlässigeren MIM-Machbarkeitsprüfung.
| Benötigte Informationen | Warum das wichtig ist |
|---|---|
| 2D-Zeichnung | Zeigt Toleranzen, Bezüge, Oberflächenangaben, Materialangaben und kritische Abmessungen an. |
| 3D-Modell | Hilft bei der Prüfung der Formbarkeit, Wandstärke, Trennrichtung und lokaler Merkmale. |
| Materialanforderung | Beeinflusst die Auswahl des Feedstocks, die Sinterroute, die Wärmebehandlung und die Endbearbeitungsprüfung. |
| Kritische Maße | Trennt funktionale Anforderungen von allgemeinen Zeichnungsabmessungen. |
| Oberflächen- und kosmetische Anforderungen | Hilft bei der Identifizierung sichtbarer Flächen, des Bearbeitungsumfangs und des Prüfbedarfs. |
| Aktueller Gießprozess oder Problemstellung | Erklärt, warum das Team MIM in Betracht zieht. |
| Jahresvolumen | Hilft bei der Beurteilung, ob Werkzeuginvestitionen und Nachbearbeitungen realistisch sind. |
| Montage- oder Anwendungskontext | Hilft bei der Identifizierung von Anforderungen an Last, Verschleiß, Ausrichtung, Abdichtung oder Aussehen. |
Warnung zum RFQ-Umfang
Ein Guss-zu-MIM-Angebot ist nur dann vergleichbar, wenn die Lieferanten den gleichen Umfang anbieten. Bestätigen Sie vor dem Preisvergleich, ob das Angebot Werkzeugprüfung, gespritzte Geometrie, Bearbeitung, Kalibrierung, Oberflächenveredelung, Inspektion und spezielle Verpackungs- oder Projektdokumentationsanforderungen beinhaltet. Für die damit verbundene Kosten-Umfangs-Planung, überprüfen Sie, wie Auswirkungen von Sekundärbearbeitungen auf MIM-RFQ-Kosten.
Bereiten Sie das Zeichnungspaket vor dem Angebot vor.
Wenn die Zeichnung unklare Toleranzhinweise, fehlende 3D-Daten oder keine Schätzung des Jahresvolumens aufweist, kann die Prüfung dennoch beginnen, das Angebot kann jedoch vorläufig bleiben. Nutzen Sie den RFQ-Leitfaden, um das Eingabepaket vor dem Lieferantenvergleich zu organisieren.
Wie XTMIM die Machbarkeit von Guss-zu-MIM-Zeichnungen prüft
XTMIM prüft Guss-zu-MIM-Projekte aus der Perspektive der Zeichnungs- und Produktionsmachbarkeit. Die Prüfung beginnt normalerweise mit der Teilegeometrie: Wandstärke, lokale Masse, Bohrungen, Schlitze, Hinterschneidungen, Trennrichtung und Merkmale, die möglicherweise bearbeitet werden müssen.
Geometrieprüfung
Der erste Schritt prüft Wandstärke, lokale Masse, Spritzgussteile, Hinterschneidungen, Trennrichtung und mögliche Designanpassungen vor der Werkzeugdiskussion.
Material- und Prozessprüfung
Materialanforderungen, Sinterroute, Maßkontrolle, Oberflächenerwartungen sowie Anforderungen an Wärmebehandlung oder Nachbearbeitung werden anhand der Projektanforderungen geprüft.
Bearbeitungs- und Inspektionsprüfung
Das Team trennt Spritzgussteile von Sekundärbearbeitungen und identifiziert, wie kritische Merkmale nach dem Sintern und der Oberflächenbearbeitung gemessen werden sollen.
Für die MIM-Produktion werden Spritzguss und Entbindern intern durchgeführt, und die Sinterprüfung kann Batch-Vakuumsintern und kontinuierliche Ofenrouten berücksichtigen, wenn sie den Material- und Projektanforderungen entsprechen. Das Feedstock wird als vorbereitetes Pelletmaterial geprüft und nicht intern hergestellt. Der Werkzeugbau wird in der Regel von Werkzeugbaupartnern durchgeführt, während Formteilversuche, Überprüfung von Musterkorrekturen und technisches Feedback im Rahmen des Projektentwicklungsprozesses unterstützt werden können.
Diese Prüfung garantiert nicht, dass jedes gussähnliche Teil zu MIM überführt werden kann. Sie hilft dem Projektteam zu identifizieren, ob die Zeichnung für eine weitere MIM-Werkzeugprüfung geeignet ist, ob Designänderungen erforderlich sind oder ob der Feinguss die bessere Route bleibt. Wenn das Teil weiterverfolgt wird, die breitere MIM-Konstruktionsleitfaden kann helfen, spätere Designfragen zu organisieren.
| Prüfschritt | Technische Frage | Ausgabe vor RFQ |
|---|---|---|
| Geometrie-Screening | Zeigt die Zeichnung Merkmale, die vernünftigerweise in die MIM-Werkzeugprüfung übernommen werden können? | Funktionsliste, Hauptrisiken und Fragen zur Neukonstruktion. |
| Überprüfung des Materialpfads | Passt die geforderte Legierung, Härte, Oberfläche oder das Oberflächenfinish zum vorgesehenen MIM-Prozess? | Anmerkungen zur Materialprüfung und Annahmen zum Prozesspfad. |
| Werkzeug- und Schwindungsprüfung | Können das Werkzeugkonzept, die Auswerferrichtung, die lokale Masse und die Schwindungskompensation ohne größere Unsicherheiten geprüft werden? | Zu klärende Punkte und Merkmale der Werkzeugprüfung. |
| Überprüfung der Sekundäroperationen | Welche Bohrungen, Gewinde, Bezugsflächen oder kosmetischen Oberflächen müssen möglicherweise noch bearbeitet oder veredelt werden? | Umfang der Spritzgussteile im Vergleich zu Bearbeitungsteilen für die Angebotserstellung. |
| Prüfungsüberprüfung | Können die kritischen Merkmale nach dem Sintern und der Oberflächenbearbeitung konsistent gemessen werden? | Anmerkungen zur Prüfmethode und Prioritäten für kritische Merkmale. |

Kernaussage: Eine fundierte Entscheidung für MIM statt Guss hängt von Geometrie, Prozessweg, Umfang der Nachbearbeitungen und Inspektionsmöglichkeiten ab.
Praktische Prüfliste vor dem Werkzeugbau
Bevor das Projektteam von einer gussähnlichen Zeichnung in die Diskussion über MIM-Werkzeuge übergeht, sollten die folgenden Prüfpunkte bestätigt werden.
Zeichnung und Funktion
- Welche Merkmale sind funktional und welche stammen aus dem alten Gussdesign.
- Welche Maße sind für Montage, Abdichtung, Ausrichtung oder Verschleiß kritisch.
- Ob das Bezugssystem und die Inspektionsmethode realistisch sind.
- Ob alte Gusstoleranzangaben für den MIM-Prüfumfang überarbeitet werden sollten.
Fertigungsumfang
- Welche Oberflächen werden umgeformt, bearbeitet, veredelt oder sind kosmetisch.
- Ob Bohrungen, Schlitze, Nuten und Hinterschneidungen umgeformt oder bearbeitet werden sollen.
- Ob das Jahresvolumen Werkzeugbau und technische Prüfung unterstützt.
- Ob die RFQ den gleichen Leistungsumfang für MIM- und Feingusslieferanten vergleicht.
Technischer Hinweis
Wenn diese Punkte unklar sind, sollte das Projekt vor der Werkzeugerstellung oder der endgültigen Angebotserstellung in der technischen Prüfung verbleiben. Der nützlichste Lieferantenvergleich basiert auf dem gleichen Funktionsumfang, nicht nur auf dem gleichen Teilenamen.
FAQ zur Zeichnungsprüfung von Guss-zu-MIM-Teilen
Diese Fragen sind üblich, wenn ein Ingenieur- oder Beschaffungsteam entscheidet, ob eine Zeichnung im Gussstil in die MIM-Prüfung überführt werden soll.
Kann eine Zeichnung für Feinguss direkt für ein MIM-Angebot verwendet werden?
Es kann als Ausgangspunkt dienen, sollte aber nicht als vollständig MIM-fertig betrachtet werden. Die Zeichnung sollte vor der Angebotserstellung oder dem Werkzeugbau hinsichtlich Wandstärke, Bohrungen, Schlitzen, Hinterschneidungen, Bezugszeichen, Toleranzanforderungen, Bearbeitungszugabe und Prüfzugänglichkeit überprüft werden.
Welche Konstruktionsmerkmale erfordern am häufigsten eine MIM-Prüfung?
Die häufigsten Auslöser für eine DFM-Prüfung sind dicke Bereiche, massive Ansätze, dünne Rippen, kleine Bohrungen, lange Schlitze, Hinterschneidungen, enge Bezugsmaß-Toleranzen, bearbeitete Oberflächen, kosmetische Flächen und schwer messbare Merkmale.
Sollten Gusstoleranzhinweise direkt in eine MIM-Anfrage kopiert werden?
Nicht automatisch. Gusstoleranzangaben können den ursprünglichen Guss-plus-Bearbeitungsablauf widerspiegeln. Vor einer MIM-Anfrage (RFQ) sollte das Team identifizieren, welche Toleranzen funktionsrelevant sind, welche Abmessungen allgemein sind und welche Merkmale eine Kalibrierung, Bearbeitung oder eine andere Prüfmethode erfordern könnten.
Entfernt MIM die gesamte Zerspanung von einem Feingussteil?
Nein, MIM kann bei einigen kleinen komplexen Teilen die Bearbeitung reduzieren, aber Gewinde, Präzisionsbohrungen, exakte Bezugsflächen, Dichtbereiche und kritische Montagefunktionen erfordern möglicherweise dennoch eine Bearbeitung, Kalibrierung, Endbearbeitung oder spezielle Inspektion.
Wann sollte ein Bauteil beim Feinguss bleiben und nicht im MIM-Verfahren gefertigt werden?
Ein Teil kann besser für den Feinguss geeignet sein, wenn es groß, schwer, sehr dick, geringvolumig, geometrisch einfach ist oder wenn MIM-Werkzeugkosten und Konstruktionsänderungen nicht gerechtfertigt werden können. Die Entscheidung sollte auf einer Zeichnungsprüfung und nicht auf einer allgemeinen Prozesspräferenz basieren.
Welche Dateien sollten für eine Umwandlungsprüfung von Guss- zu MIM-Teilen gesendet werden?
Senden Sie die 2D-Zeichnung, das 3D-Modell, die Materialanforderung, das Jahresvolumen, kritische Abmessungen, Oberflächenanforderungen, Inspektionserwartungen und eine kurze Erklärung, warum das Projektteam MIM anstelle des aktuellen Gussverfahrens in Betracht zieht.
Hinweis zu Standards und Toleranzen: Dieser Artikel ist aus der Perspektive der technischen Zeichnungsprüfung verfasst. Er definiert keine universelle Toleranzgarantie oder Prozessgrenze. Die endgültige Machbarkeit hängt von der Teilegeometrie, dem Material, dem Jahresvolumen, der Werkzeugstrategie, den Sekundärbearbeitungen und den Inspektionsanforderungen ab.
Hinweis zur technischen Referenz: Das Design Center der Metal Injection Molding Association (MIMA) behandelt MIM-Konstruktionsaspekte wie Kernbohrungen, Anschnitte, Löcher und Schlitze sowie Trennlinien. Diese Themen unterstützen die Begründung, warum Guss-Zeichnungsmerkmale vor der MIM-Werkzeugdiskussion geprüft werden sollten, anstatt sie direkt von einer Feingusszeichnung zu kopieren.
MIMA Design Center: Komplexe Designs mit MIM
MIMA Design Center: Komplexe Designs mit MIM
Benötigen Sie eine Zeichnung im Gussstil, die auf MIM-Machbarkeit geprüft werden soll?
Senden Sie die 2D-Zeichnung, das 3D-Modell, die Materialanforderung, das Jahresvolumen, kritische Abmessungen und Oberflächenhinweise. XTMIM kann helfen zu prüfen, ob das Teil für eine MIM-Werkzeugdiskussion geeignet ist, Designanpassungen erfordert oder näher am Feinguss bleiben sollte.