Solicite um Orçamento de Moldagem por Injeção de Metal
Compartilhe seu desenho, requisitos de material, volume anual, necessidades de tolerância ou detalhes da aplicação. Nossa equipe de engenharia revisará seu projeto MIM e responderá com feedback técnico ou orçamento.
Como as Dimensões da Peça Afetam a Qualidade Final da Peça MIM
Projeto para Manufaturabilidade em MIM: Como as Dimensões da Peça Afetam a Qualidade Final da Peça MIM Na moldagem por injeção de metal, as dimensões não são apenas números no desenho. O tamanho geral, a espessura da parede, as transições de espessura, a geometria dos furos, a esbeltez e os vãos não suportados influenciam o comportamento de preenchimento, a eficiência da remoção do ligante, a retração na sinterização, o risco de distorção e a estabilidade dimensional final. É por isso que muitos problemas de qualidade em MIM…
Como as Dimensões da Peça Afetam a Qualidade Final da Peça MIM
Na moldagem por injeção de metal, as dimensões não são apenas números no desenho. O tamanho geral, a espessura da parede, as transições de espessura, a geometria dos furos, a esbeltez e os vãos não suportados influenciam o comportamento de preenchimento, a eficiência da remoção do ligante, a retração na sinterização, o risco de distorção e a estabilidade dimensional final.
É por isso que muitos problemas de qualidade em MIM não começam apenas com o material. Eles começam com a forma como o tamanho é distribuído pela peça. Uma geometria pode parecer aceitável no CAD e ainda se tornar instável na produção se sua lógica dimensional levar o processo para fora de uma janela de fabricação robusta.
Resposta rápida: As dimensões da peça afetam a qualidade final da peça MIM porque a distribuição de tamanho controla como o feedstock preenche a cavidade, como o ligante escapa durante a remoção do ligante, como a retração se desenvolve durante a sinterização e quão estável a peça permanece antes da inspeção final. O tamanho geral importa, mas a espessura da parede, as transições de espessura fina para espessa, os furos, as ranhuras, as áreas sensíveis à planicidade, os recursos esbeltos e os vãos não suportados geralmente criam o maior risco de qualidade. Uma peça pode se encaixar em uma faixa de tamanho MIM geral e ainda apresentar empenamento, desvio de furo, erro de planicidade, trincas ou ajuste de montagem instável se sua lógica dimensional não for balanceada. Esta página explica quais recursos dimensionais devem ser revisados antes do ferramental e quando a usinagem secundária, o dimensionamento ou o ajuste de projeto podem ser necessários.
Perspectiva da Revisão de Engenharia
Escrito para engenheiros OEM, compradores e revisores de DFM que avaliam riscos reais de produção em MIM
Este artigo é estruturado a partir de uma perspectiva do lado da fabricação, e não de marketing. O foco não é se uma peça pode ser moldada uma vez em teoria, mas se sua lógica dimensional suporta preenchimento estável, remoção de ligante mais limpa, retração de sinterização previsível e controle realista de tolerância final.
A discussão é intencionalmente centrada na espessura da parede, transições de seção, furos, rasgos, recursos esbeltos, geometria sensível a planicidade e no limite prático entre o controle como sinterizado e a usinagem secundária.
Visão do processo: moldagem, remoção do ligante, sinterização, risco de calibração, acompanhamento CNC e estabilidade dimensional são tratados como um sistema interligado.
Valor para o usuário: o objetivo é ajudar a determinar se um desenho é adequado para produção estável por MIM, não apenas se parece fabricável em CAD.
Padrão editorial: esta página prioriza o julgamento de engenharia, a lógica de manufaturabilidade e a prevenção de defeitos em detrimento de alegações amplas de capacidade.
Por que as dimensões importam mais do que muitos compradores esperam no MIM
Quando os engenheiros avaliam uma peça MIM, a primeira pergunta não deve ser se a peça é simplesmente “pequena o suficiente”. A pergunta mais importante é se suas dimensões são balanceadas o suficiente para moldagem estável, remoção de ligante eficaz, retração de sinterização previsível, controle de tolerância realista após a sinterização e uma decisão clara de usinagem secundária para recursos críticos.
Publicado O guia de projeto MIM mostra que o MIM pode cobrir uma ampla faixa dimensional, mas essas janelas de referência devem ser tratadas como orientação de triagem, não como garantia de que toda geometria dentro desse intervalo funcionará de forma robusta. Pequenos detalhes ainda podem apresentar risco de distorção, e o tamanho geral sozinho diz muito pouco sobre a estabilidade dimensional.
Para uma visão geral do processo, você também pode consultar nossa processo de moldagem por injeção de metal página. Para revisão em nível de desenho, nosso guia de projeto de peças MIM explica como as decisões de geometria afetam a manufaturabilidade antes do ferramental. O ponto principal aqui é que o tamanho não é um parâmetro passivo de desenho no MIM. Ele muda ativamente o comportamento do processo.
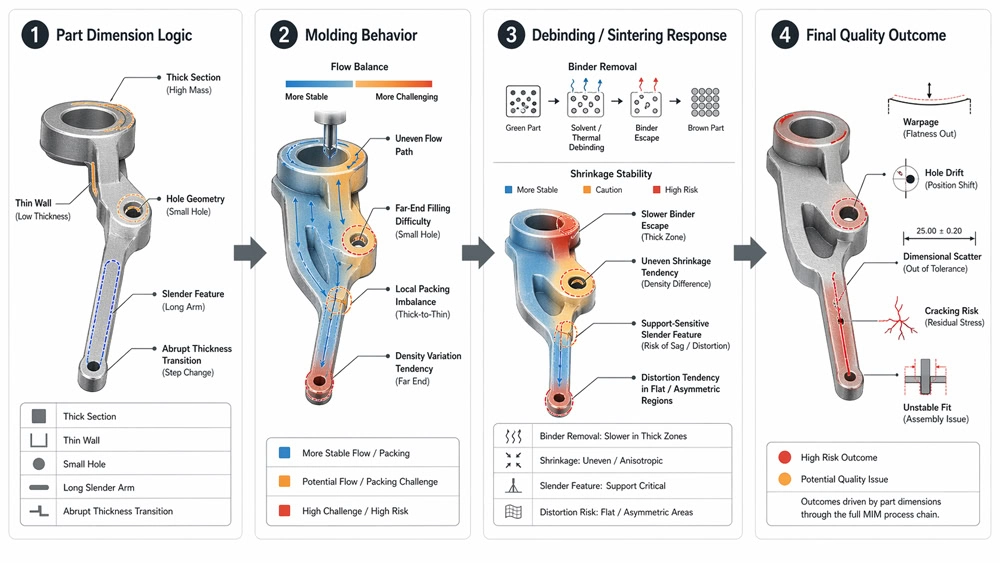
Figura 1. As dimensões da peça influenciam toda a cadeia do processo MIM. Espessura de parede, tamanho de recurso e transições de seção afetam primeiro o comportamento de preenchimento, depois a remoção do ligante, a estabilidade da retração e a qualidade dimensional final.
Como as Dimensões Influenciam Toda a Cadeia do Processo MIM
1. Durante a Moldagem
As dimensões controlam o comprimento do fluxo, a transferência de pressão, a eficácia do empacotamento e se os recursos finos a jusante podem preencher de forma consistente. Seções finas longas, nervuras estreitas e mudanças abruptas de seção geralmente aumentam o risco de desequilíbrio de densidade, definição incompleta de recursos e manuseio instável da peça verde.
Se você estiver revisando onde a instabilidade dimensional começa no processamento inicial, consulte nossa moldagem por injeção MIM página para o elo da fase de moldagem entre o fluxo do feedstock, o preenchimento da cavidade, a lógica do ponto de injeção e a qualidade da peça verde.
2. Durante a Remoção do Ligante
As dimensões também afetam a facilidade com que o ligante pode sair da peça. Seções espessas, massa fechada e caminhos de escape ruins tornam a remoção do ligante mais lenta e menos tolerante. Na prática, seções transversais pesadas e concentração abrupta de massa geralmente criam riscos maiores do que muitos compradores esperam.
Para uma explicação mais aprofundada do processo, consulte nosso guia sobre o Processo de remoção do ligante MIM, onde a remoção do ligante é tratada como preparação para uma sinterização estável, em vez de uma etapa isolada.
3. Durante a Sinterização
Após a remoção do ligante, a distribuição de tamanho influencia a consistência da retração, as condições de suporte e a tendência de deformação. Vãos longos não suportados, superfícies planas finas e distribuição de massa assimétrica são causas comuns de empenamento, flexão e desvio posicional. Para dimensões que não podem permanecer estáveis após a sinterização, o desenho deve identificar se compensação de retração, dimensionamento ou usinagem secundária é o caminho mais seguro.
4. Durante a Inspeção Final e Montagem
Muitas peças não falham porque as dimensões nominais são impossíveis. Elas falham porque as tolerâncias críticas são aplicadas a características que são instáveis após a sinterização. A posição de furos, planicidade, retilinidade e a largura de rasgos tornam-se difíceis quando sua geometria de referência se move durante a retração. O planejamento dimensional final deve, portanto, conectar o desenho a Planejamento de tolerâncias MIM e inspeção e teste.
Quais Detalhes Dimensionais Mais Frequentemente Afetam a Qualidade Final
Os pontos de revisão dimensional mais importantes em MIM raramente são apenas as dimensões externas gerais. Em projetos reais, as dimensões de maior risco são geralmente dimensões funcionais localizadas em características instáveis: furos próximos a bordas livres, rasgos em ligamentos fracos, requisitos de planicidade em chapas finas ou datum de montagem colocados em geometria longa e sem suporte.
Detalhe Dimensional
Por Que Isso Importa na MIM
Risco Típico de Qualidade
Espessura de parede
Controla o preenchimento, a velocidade de remoção do ligante e o comportamento local da retração.
Short shot, variação local de densidade, trincas, empenamento, dimensões instáveis.
Transições de espessura
Grandes saltos de espessura grossa para fina criam diferentes respostas locais do processo dentro de uma mesma peça.
Distorção, concentração de tensão, desvio dimensional, fragilidade local.
Comprimento e esbeltez
Características longas sem suporte tendem a entortar ou torcer durante a sinterização.
Falha de retilineidade, torção, desvio posicional, desalinhamento na montagem.
Furos e rasgos
Aberturas pequenas e ligações estreitas são sensíveis à estabilidade de preenchimento e ao movimento de retração.
Desvio de furo, alargamento de rasgo, circularidade deficiente, deformação de borda, problemas de ajuste.
Grandes áreas planas
Geometrias planas oferecem menor resistência à retração não uniforme.
Falha de planeza, empenamento, superfícies de referência instáveis.
Dimensões críticas em geometrias instáveis
Nem toda característica é igualmente segura de controlar após a sinterização, especialmente quando a tolerância é aplicada a uma característica que se move durante a retração.
Dispersão de lote, retrabalho, alto ônus de inspeção, custo de usinagem secundária ou alterações tardias no desenho.
Figura 2. Uma boa lógica dimensional em MIM não se resume a manter a peça pequena. Trata-se de controlar a espessura da parede, suavizar transições de seção, suportar geometrias esbeltas e posicionar dimensões críticas em geometrias mais estáveis.
Espessura de Parede
A espessura da parede é uma das primeiras dimensões que devem ser revisadas. Seções espessas não são apenas uma questão de custo. Elas também retardam a remoção do ligante e tornam a retração local menos previsível. Seções muito finas podem criar um problema diferente: preenchimento incompleto, peças verdes frágeis e manuseio delicado nas etapas seguintes. Na maioria dos projetos MIM, um padrão de parede mais uniforme é mais importante do que simplesmente buscar a seção mais fina possível.
Transições de Espessura
Mesmo quando cada parede individual parece aceitável, transições abruptas entre regiões espessas e finas ainda podem gerar instabilidade. Um boss espesso fixado a um braço fino, ou um flange pesado ligado a uma seção estreita, frequentemente se comporta como dois corpos de retração diferentes conectados em uma única peça. Esse desalinhamento é uma fonte comum de distorção e dispersão dimensional.
Geometrias Longas, Esbeltas ou sem Suporte
Uma peça longa não é automaticamente inadequada para MIM, mas uma geometria longa sem suporte é muito mais sensível durante a sinterização. Abas, braços de garfo, armações estreitas e geometrias esbeltas tipo alavanca podem sobreviver à moldagem, mas ainda se movem depois. O comprimento só se torna relevante quando combinado com a espessura local, a lógica de suporte e o equilíbrio de massa.
Furos, Ranhuras e Janelas
Furos e ranhuras pequenos não devem ser avaliados apenas pelo tamanho nominal. A questão mais importante é quanto material estável permanece ao redor deles após a retração. Aberturas profundas ou estreitas próximas a bordas livres, ou ranhuras que deixam ligações finas em ambos os lados, são fontes comuns de problemas de ajuste final. Quando necessário, a decisão de engenharia correta é deixar um furo ou orifício crítico para usinagem secundária, em vez de forçá-lo a ser mantido totalmente sinterizado.
Grandes Superfícies Planas e Distribuição Assimétrica de Massa
Superfícies finas e largas com ressaltos, degraus ou janelas locais frequentemente criam problemas de planeza. Da mesma forma, a distribuição assimétrica de massa pode fazer com que um lado da peça retraia de forma diferente do outro. Esses casos geralmente parecem aceitáveis em uma revisão inicial, mas se tornam muito mais visíveis em escala de produção.
Falhas Típicas de Qualidade Causadas por Lógica Dimensional Deficiente
Muitos defeitos em MIM não são aleatórios. Eles seguem uma lógica dimensional bastante repetível. Quando uma geometria contém desequilíbrio de espessura, zonas longas sem suporte, aberturas pequenas em ligações fracas ou grandes áreas planas, o problema final de qualidade geralmente é um dos seguintes: distorção, desvio dimensional, mau ajuste na montagem, planeza instável ou aumento do custo de acabamento secundário.
Caso 1: Ressalto Espesso + Braço Fino
Uma peça em forma de alavanca pode parecer fácil de moldar, mas uma vez que um ressalto de montagem espesso é ligado a um braço longo e fino, a geometria se torna muito mais difícil de retrair de forma consistente. O ressalto e o braço não se comportam da mesma forma na remoção do ligante e na sinterização. O resultado é frequentemente erro angular, desvio de posição do furo ou localização incorreta da ponta.
Caso 2: Ranhura Longa + Furos Coaxiais
Uma peça em forma de garfo com uma ranhura estreita e dois furos com posição crítica frequentemente cria problemas porque a ranhura deixa paredes finas que podem se mover uma em relação à outra. O problema final de inspeção pode aparecer como alargamento da ranhura, colapso para dentro ou perda da relação posicional entre os furos.
Caso 3: Placa Plana + Pads Locais
Uma peça com uma grande área plana e vários pads locais mais espessos pode passar nas verificações iniciais de moldagem, mas ainda assim empenar após a sinterização. Neste caso, o problema não é apenas o tamanho. É a distribuição desigual de massa em um corpo plano e fraco.
Esses exemplos ilustram uma regra mais ampla: na MIM, o defeito final geralmente aparece mais tarde do que o erro de projeto dimensional que o causou.
Figura 3. Muitos defeitos finais de MIM podem ser atribuídos à lógica dimensional. Seções espessas, ligações fracas, áreas planas assimétricas e recursos longos sem suporte frequentemente levam a distorção, trincas, desvio de furos ou ajuste instável após a sinterização.
Quais Condições de Tamanho São Mais Adequadas para MIM
A MIM é geralmente mais forte quando a peça é de tamanho pequeno a médio, geometricamente complexa e produzida em volumes que justificam o ferramental. Mas ainda mais importante que o tamanho geral é se a lógica dimensional suporta uma fabricação estável.
As peças geralmente são mais adequadas para MIM quando combinam estas condições:
A espessura da parede é razoavelmente controlada e não dominada por saltos abruptos de espessura fina para grossa.
As características críticas não estão todas concentradas em geometria longa sem suporte.
Os tamanhos de furos, ranhuras e detalhes finos são equilibrados por suporte suficiente ao redor.
Superfícies planas grandes são limitadas ou estruturalmente balanceadas.
Nem toda tolerância crítica é forçada para a condição como sinterizada.
A seleção do material também interage com o comportamento dimensional. Se você está comparando opções de liga em relação à tolerância, resistência, resistência à corrosão ou necessidades de pós-processamento, consulte nosso guia sobre materiais MIM. Se o problema for a viabilidade do projeto e não a escolha da liga, use nosso DFM para MIM guia para revisar o desenho antes do ferramental.
Figura 4. Uma peça não é adequada para MIM apenas porque se encaixa em uma faixa geral de tamanho. A melhor avaliação é se suas dimensões suportam preenchimento estável, remoção do ligante, controle de retração e um plano de tolerância econômico.
Lista de Verificação Prática de DFM Antes do Ferramental
Antes de aprovar um projeto MIM, engenheiros e compradores devem revisar mais do que as dimensões nominais no desenho. As perguntas dimensionais abaixo são frequentemente mais úteis do que uma simples verificação de aprovação/reprovação contra uma faixa genérica de tamanho.
Verificação 1: A espessura da parede é razoavelmente uniforme ou existem grandes concentrações locais de massa?
Verificação 2: As transições de espesso para fino são graduais ou criam um desequilíbrio óbvio de retração?
Verificação 3: As características longas são estruturalmente suportadas durante a sinterização ou estão livres para entortar?
Verificação 4: Os furos e rasgos deixam material estável suficiente ao redor após a retração?
Verificação 5: As dimensões mais críticas são atribuídas às características mais estáveis?
Verificação 6: Quais dimensões devem permanecer como sinterizadas e quais devem ser usinadas ou corrigidas posteriormente?
Verificação 7: A lógica do ponto de injeção e a lógica de suporte foram discutidas antecipadamente com o fornecedor de MIM?
Verificação 8: A meta de qualidade é realista para o material, geometria e rota de produção escolhidos?
Para linguagem de normas e referências de especificação de materiais, é boa prática revisar as normas MPIF em vez de confiar apenas em alegações amplas de capacidade. Para um exemplo real de produção mostrando como recursos sensíveis à geometria podem exigir suporte de processo mais robusto, veja este exemplo da indústria da MPIF.
Nota de revisão de desenho: Se vários itens da lista de verificação se aplicarem à sua peça, o próximo passo não deve ser uma simples resposta de “MIM sim ou não”. A revisão mais segura é separar as dimensões que podem permanecer após a sinterização das dimensões que podem necessitar de compensação de molde, dimensionamento, acabamento CNC ou controle de inspeção. Você pode envie seu desenho para revisão MIM quando essas decisões não estiverem claras apenas pelo desenho.
Sinais Práticos de que as Dimensões da Peça Necessitam de Revisão de Engenharia MIM
Alguns riscos dimensionais são mais fáceis de encontrar antes do ferramental do que após a amostragem. Os sinais abaixo não significam que a peça é inadequada para MIM, mas indicam que o desenho necessita de revisão de engenharia antes do projeto do molde, compromisso de tolerância ou finalização da cotação.
Sinal Prático no Desenho
Por Que Precisa de Revisão
Decisão de Engenharia Provável
Um ressalto espesso conecta-se a um braço fino
O ressalto e o braço podem encolher de forma diferente, criando erro angular ou desvio na posição do furo.
Revisar a transição de parede, a lógica de suporte, a localização do ponto de injeção e se uma tolerância local necessita de usinagem.
Um longo rasgo deixa ligamentos fracos
Ligamentos finos podem espalhar, colapsar ou mover-se durante a sinterização.
Verificar a largura do rasgo, o suporte do ligamento, o datum de inspeção e a possível correção pós-sinterização.
Furos críticos estão próximos a bordas livres
O movimento da borda durante o encolhimento pode alterar a posição ou a circularidade do furo.
Decidir se o furo pode ser moldado como sinterizado ou se deve ser finalizado após a sinterização.
Grandes áreas planas incluem ressaltos ou degraus locais
Massa irregular em uma área plana fina pode causar empenamento e instabilidade da planicidade.
Revise balanço de massa, suporte de sinterização, tolerância de planicidade e método de inspeção.
Todas as tolerâncias funcionais são necessárias como sinterizadas
Algumas tolerâncias podem ser realistas após a sinterização, enquanto outras podem aumentar a carga de retrabalho e inspeção.
Separe as dimensões como sinterizadas das dimensões que requerem dimensionamento, usinagem ou controle de inspeção mais rigoroso.
Uma longa característica sem suporte controla o ajuste da montagem
Mesmo pequenas dobras ou torções podem criar incompatibilidade na montagem.
Revise retilinidade, estratégia de datum, suporte de fixação e o stack-up de tolerância total.
Conclusão prática: A revisão dimensional deve ocorrer antes do ferramental, não após as primeiras peças de teste. Se o desenho contiver vários destes sinais, use Enviar Desenho para Revisão para que a rota MIM, o plano de tolerância e a estratégia de operação secundária possam ser verificados em conjunto.
Fatores de Qualidade Relacionados Nesta Série de Qualidade de Peças MIM
As dimensões da peça são apenas um fator de qualidade. A qualidade final da peça MIM é geralmente controlada pelo efeito combinado do projeto da peça, seleção de material, projeto do molde, comportamento do feedstock, moldagem por injeção, remoção do ligante, sinterização e inspeção. Use as páginas relacionadas abaixo para revisar a cadeia de qualidade completa sem misturar a soberania da página de cada tópico.
Use isto quando o balanceamento do fluxo, compactação, localização do ponto de injeção, ventilação ou manuseio da peça verde puderem criar variação de qualidade.
Revise como a inspeção dimensional suporta a confirmação de tolerâncias, o encaixe funcional e o controle de qualidade da produção.
FAQ: Dimensões da Peça e Qualidade MIM
Por que as dimensões da peça afetam tanto a qualidade MIM?
Porque as dimensões alteram diretamente o comportamento do fluxo na moldagem, os caminhos de remoção do ligante na etapa de remoção e a estabilidade da retração na sinterização. No MIM, o projeto dimensional afeta o comportamento do processo desde a formação da peça verde até a inspeção final.
Uma seção mais espessa é sempre mais segura no MIM?
Não. Seções mais espessas podem melhorar a rigidez local, mas geralmente retardam a remoção do ligante e aumentam o risco de retração não uniforme. Em muitos casos, uma seção mais uniforme é mais segura do que uma localmente superdimensionada.
Quais características dimensionais causam mais frequentemente empenamento em MIM?
Os principais causadores de empenamento incluem grandes áreas planas, distribuição assimétrica de massa, longas características não suportadas e transições abruptas de espesso para fino. Essas condições tornam a retração menos equilibrada durante a sinterização.
Furos pequenos e paredes finas são sempre adequados para MIM?
Não automaticamente. Características pequenas podem ser tecnicamente possíveis, mas a adequação depende do caminho de fluxo, suporte local, espessura de ligamento restante, sistema de material e a tolerância final exigida. Alguns furos críticos são melhor deixados para usinagem pós-sinterização.
Como saber se uma peça é dimensionalmente adequada para MIM?
Uma peça MIM adequada não é julgada apenas pelo tamanho geral. O melhor teste é se a geometria suporta preenchimento estável, remoção eficaz do ligante, retração previsível, tolerâncias realistas como sinterizada e um roteiro de processo total econômico.
Conclusão
Em MIM, as dimensões não descrevem apenas a peça. Elas moldam o processo. Uma peça pode estar dentro de uma janela de tamanho publicada e ainda ter desempenho ruim se sua espessura de parede, transições, furos, superfícies planas ou vãos não suportados forem dimensionalmente desbalanceados.
As peças MIM mais confiáveis não são aquelas levadas a todos os limites geométricos. São aquelas cujas dimensões são projetadas para um preenchimento estável, uma remoção de ligante mais limpa, uma retração mais previsível e um controle de qualidade realista após a sinterização. Quando o risco dimensional é incerto, o próximo passo mais útil é uma revisão antecipada do desenho, em vez de esperar que o ferramental ou a produção experimental exponham o problema.
Precisa de uma Revisão Dimensional Antes do Ferramental MIM?
Se o seu desenho inclui transições de espessura de fina para grossa, furos pequenos, características longas sem suporte, superfícies sensíveis à planicidade ou dimensões críticas que podem ser difíceis de manter como sinterizado, uma revisão de engenharia MIM antecipada pode ajudar a separar as dimensões estáveis das características que podem necessitar de dimensionamento, usinagem secundária ou ajuste de projeto.
Envie o desenho antes do ferramental para que possamos revisar juntos a estabilidade dimensional, o risco de retração, as expectativas de tolerância como sinterizado, os requisitos de inspeção e as possíveis operações pós-sinterização.