A qualidade do projeto de molde afeta a qualidade da peça MIM porque controla como o feedstock preenche a cavidade, quão equilibrada se torna a densidade da peça verde, como características frágeis são suportadas durante a ejeção e quão previsivelmente a peça encolhe durante a desaglomeração e a sinterização. Um molde que preenche a cavidade não é automaticamente um molde que produz peças finais estáveis...
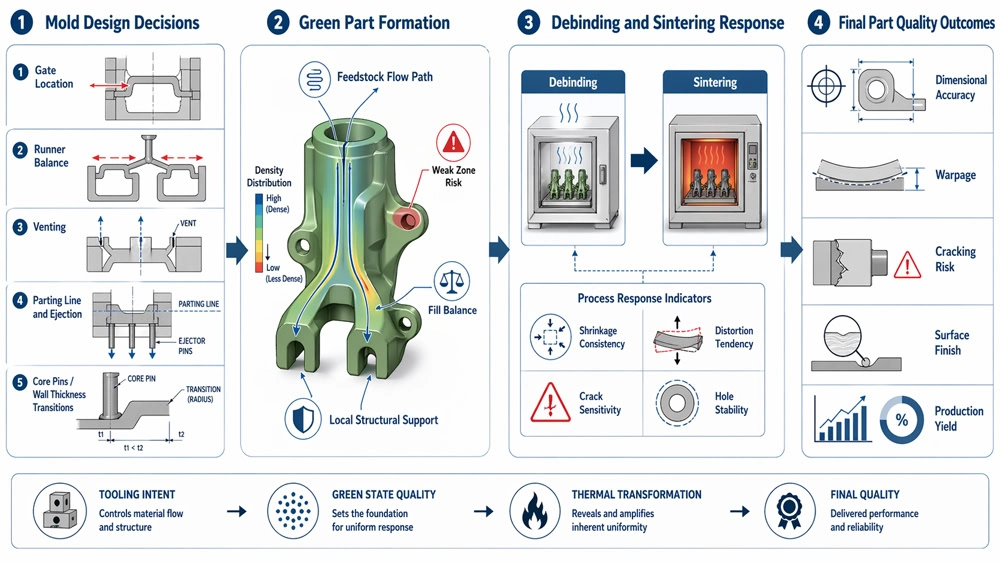
O projeto de molde afeta a qualidade da peça MIM porque controla como o feedstock preenche a cavidade, quão equilibrada se torna a densidade da peça verde, como características frágeis são suportadas durante a ejeção e quão previsivelmente a peça encolhe durante a desaglomeração e a sinterização. Um molde que preenche a cavidade não é automaticamente um molde que produz peças finais estáveis. A localização do ponto de injeção, o balanceamento dos canais de alimentação, a ventilação, a posição da linha de partição, o suporte do ejetor, a estabilidade do pino central e a geometria sensível à retração podem criar riscos ocultos de qualidade que aparecem posteriormente como empenamento, trincas, desvio dimensional, rebarbas, defeitos superficiais ou posições instáveis de furos. Por essa razão, o projeto de molde MIM deve ser revisado como uma decisão antecipada de qualidade da peça, e não apenas como uma tarefa de construção de ferramental.
Este artigo faz parte da série de qualidade de peças MIM da XTMIM. Para a estrutura de controle de qualidade mais ampla, comece com o que afeta a qualidade das peças no MIM, em seguida, use esta página para avaliar os riscos relacionados ao molde que devem ser revisados antes da liberação do ferramental.
Nota de engenharia: No MIM, um molde que produz uma peça verde completa ainda pode produzir peças sinterizadas instáveis se o balanceamento de preenchimento, a distribuição de densidade e o suporte de características frágeis não foram projetados corretamente desde o início.
Principais conclusões: Muitos problemas finais de qualidade em MIM começam como problemas de projeto de molde muito antes de a peça chegar ao forno.
Por que o Projeto do Molde é Tão Importante no MIM
Nesta série de controle de qualidade, o projeto de molde é a ponte entre a geometria da peça, o comportamento da moldagem por injeção e a estabilidade do processo subsequente. De acordo com a Metal Powder Industries Federation (MPIF), o processo MIM combina pó metálico fino (feedstock), moldagem por injeção, remoção do ligante e sinterização em uma única rota de fabricação. A visão geral do processo da MIMA também destaca a capacidade do MIM de produzir peças complexas com bom controle de tolerância dimensional e suportar produção de alta tiragem em cavidades múltiplas. Essa cadeia de processos é importante porque a condição da peça verde afeta fortemente tudo o que acontece depois.
Se o ferramental criar fluxo desigual, ar aprisionado, junções fracas ou densidade local instável, a peça pode não falhar imediatamente. Em vez disso, o defeito pode aparecer mais tarde como distorção, trincas, deslocamento de furos, desvio dimensional ou inconsistência cosmética.
É por isso que o projeto do molde nunca deve ser revisado apenas como uma questão de custo de ferramental. É uma questão de qualidade da peça. Um conceito de molde de menor custo pode ainda se tornar a opção de produção mais cara se aumentar o tempo de ajuste do ferramental, sucata, instabilidade dimensional ou ciclos repetidos de tentativa.
A lógica prática de engenharia é simples: o design do molde molda a uniformidade da peça verde, a uniformidade da peça verde molda a estabilidade do processo térmico, e a estabilidade do processo térmico molda a qualidade final da peça. Para projetos que ainda estão em revisão de desenho, o dedicado Guia de projeto de molde MIM pode ajudar a conectar essa lógica de qualidade de volta às decisões DFM antes do início do ferramental.
Onde o Design do Molde Mais Influencia a Qualidade da Peça
A revisão de qualidade de molde mais útil não é uma lista de verificação genérica de ferramental. Ela pergunta onde o molde pode criar desequilíbrio de fluxo, ar aprisionado, fragilidade da peça verde, geometria sem suporte ou variação de densidade que mais tarde se torna um defeito de qualidade final. As seguintes áreas geralmente merecem a revisão mais próxima antes da liberação do ferramental.
1. Localização do Ponto de Injeção e Balanceamento dos Canais
A localização do ponto de injeção é uma das decisões mais influentes no ferramental MIM. Ela controla como o material entra na cavidade, a distância que a frente de fluxo deve percorrer, onde as linhas de solda se formam e como a pressão é transmitida para diferentes áreas da peça. Uma posição de ponto de injeção ruim ainda pode produzir uma peça verde preenchida, mas frequentemente cria riscos ocultos na forma de desequilíbrio de densidade, zonas de rejunção fracas, defeitos cosméticos e instabilidade de retração posterior.
Quando furos críticos, seções finas, faces planas ou transições abruptas ficam perto de zonas de má junção de fluxo, o risco de qualidade aumenta significativamente. Na produção, esses problemas geralmente aparecem como dimensões instáveis, deformação local ou variação imprevisível entre lotes e cavidades. Para uma revisão mais aprofundada desta decisão específica, consulte o guia dedicado a o projeto do gate MIM.

Principais conclusões: Uma peça pode ainda ser preenchida com um posicionamento de ponto de injeção ruim, mas o sucesso no preenchimento não garante densidade equilibrada ou retração estável.
Essa lógica de engenharia também é apoiada pela literatura publicada. Um estudo de otimização de processo de 2026 em peças MIM de alta precisão observou que a posição do ponto de injeção influencia fortemente o comportamento do fluxo, a tensão residual e a distribuição da retração. Um estudo de retração de 2024 também relatou que grande parte da variação de retração no MIM vem da inhomogeneidade de densidade já criada no estágio de moldagem verde. Em termos práticos, isso significa que a estratégia do ponto de injeção não é apenas uma decisão de preenchimento. É uma decisão de qualidade final.
Fontes: International Journal of Advanced Manufacturing Technology – Estudo de posição do ponto de injeção de 2026 | Análise da Retração na Moldagem por Injeção de Metal (2024)
2. Controle de Ventilação e Ar Retido
A ventilação é frequentemente subestimada nas discussões iniciais de ferramental, mas tem efeito direto na estabilidade do preenchimento da cavidade e na integridade superficial. Se o ar não conseguir escapar de forma eficaz, o resultado pode ser preenchimento incompleto, marcas localizadas semelhantes a queimaduras, acabamento superficial instável ou fragilidade interna em regiões de difícil preenchimento.
No MIM, isso é ainda mais importante porque o comportamento do feedstock não é o mesmo da moldagem plástica comum. Se o preenchimento da cavidade já for instável na etapa de moldagem, as etapas posteriores do processo não restaurarão a uniformidade. Portanto, a ventilação inadequada deve ser tratada como um risco à qualidade da peça, e não simplesmente como um detalhe do molde.
3. Linha de Partição e Estratégia de Extração
O projeto da linha de partição afeta o risco de rebarba, a fidelidade dos detalhes e a qualidade estética. A estratégia de extração afeta se a peça verde sai da cavidade com suporte estável ou com deformação local. Se a força do extrator estiver concentrada perto de seções frágeis, paredes finas ou saliências não suportadas, a peça verde pode sair do molde com tensão oculta ou leve distorção que se torna mais severa durante as etapas posteriores do processo.
Esses detalhes são especialmente importantes quando faces críticas devem permanecer limpas, planas, vedadas ou dimensionalmente estáveis. O posicionamento inadequado da linha de partição e o layout dos extratores podem nem sempre causar rejeição imediata, mas frequentemente reduzem a janela de processo e aumentam a dificuldade de ajuste durante os testes.
4. Pinos de Núcleo, Furos, Paredes Finas e Transições de Seção
Geometrias sensíveis e projeto do molde devem sempre ser revisados em conjunto. Furos cegos profundos, pinos de núcleo esbeltos, paredes finas não suportadas, mudanças abruptas de espessura e grandes superfícies planas aumentam a dificuldade de moldagem estável e retração controlada. A questão não é simplesmente que esses recursos são difíceis. A questão real é que eles são mais sensíveis à variação local de densidade, tensão de extração e distorção durante a remoção do ligante ou sinterização.
A Diretrizes de projeto da Metal Injection Molding Association enfatiza a importância do projeto da cavidade, ângulo de saída, filetes, orientação de furos e estratégia da linha de separação, pois esses fatores influenciam diretamente a capacidade dimensional e a manufaturabilidade. Na prática, o maior risco do ferramental geralmente vem da interação entre a geometria e o layout do molde, não de um único recurso isolado.

Principais conclusões: O maior risco de qualidade relacionado ao molde geralmente vem da interação entre geometria sensível e layout do ferramental, não de um único recurso isolado.
O Projeto do Molde Não Para no Preenchimento da Cavidade
Um dos erros mais comuns nas revisões de projetos MIM é julgar o sucesso do molde muito cedo. Uma peça que preenche completamente e ejeta com sucesso está apenas no início do teste de qualidade real. A pergunta mais importante é se a peça verde moldada é uniforme o suficiente para sobreviver à desaglomeração e à sinterização com retração estável e geometria final aceitável. É por isso que o projeto do molde deve ser revisado em conjunto com qualidade de moldagem por injeção e qualidade de desaglomeração e sinterização, não como um tópico isolado de ferramental.
É aqui que o projeto do molde tem uma influência duradoura. Se a lógica de gating, ventilação, suporte e transição de seção for equilibrada, a peça verde tem mais chances de se comportar de forma previsível durante o processamento térmico. Se o molde cria densidade irregular ou fraqueza local, os sinais posteriores geralmente aparecem como:
- empenamento após a sinterização
- desvio dimensional em recursos críticos
- trincas em regiões finas ou tensionadas
- movimento de furos ou instabilidade de planicidade
- maior variação de lote para lote
Pesquisas publicadas sobre sinterização mostraram por que isso acontece. Um estudo de 2015 sobre a evolução de tensões em peças MIM relatou que regiões de baixa densidade encolhem mais rápido que regiões de alta densidade durante a sinterização, o que cria tensão interna e aumenta o risco de distorção. Em outras palavras, muitos sintomas observados na etapa de forno são, na verdade, problemas disfarçados da etapa de molde a montante.
Fonte: Evolução das tensões em peças de moldagem por injeção de metal durante a sinterização (2015)
O que os engenheiros devem revisar antes da liberação do ferramental
Uma forte revisão do ferramental MIM deve focar na lógica de qualidade, não apenas em se a ferramenta pode ser construída. Antes de liberar o projeto de um molde, a equipe de engenharia deve verificar se a estratégia de ferramental suporta as prioridades reais de qualidade da peça: precisão dimensional, condição da superfície, planicidade, estabilidade de furos, regiões sensíveis à resistência e repetibilidade a longo prazo. É aqui também que uma análise inicial Revisão de ferramental MIM pode conectar recursos do desenho, estratégia de injeção, feedback de testes e metas de qualidade posteriores antes que trocas caras de ferramentas sejam necessárias.
Posição do ponto de injeção
Confirmar que o caminho de fluxo suporta as características críticas em vez de criar zonas de rejunção fracas próximas a elas.
Canais de alimentação e balanceamento de enchimento
Revisar se o material atinge regiões sensíveis em uma sequência estável e previsível.
Ventilação
Reduza o risco de ar aprisionado e proteja a estabilidade do preenchimento em regiões finas ou de extremidade fechada.
Posicionamento da linha de partição
Mantenha o risco de rebarba e desalinhamento longe de superfícies críticas e faces de aparência.
Suporte para ejeção
Proteja regiões frágeis da peça verde contra tensão local e deformação durante a liberação.
Transições de seção
Verifique se mudanças abruptas de espessura ou detalhes sem suporte aumentarão o risco de distorção.
Geometria sensível à retração
Identifique furos, faces planas, paredes finas e áreas longas sem suporte que precisam de revisão adicional.
Alinhamento com os objetivos de qualidade
Certifique-se de que o conceito do ferramental corresponda às expectativas reais de tolerância e desempenho do projeto.

Principais conclusões: O momento de menor custo para corrigir riscos de qualidade relacionados ao molde é antes da liberação do ferramental, não depois que as peças de teste começam a falhar.
Normas e dados de materiais ainda são importantes nesta etapa. Por exemplo, engenheiros comumente consultam A norma MPIF 35-MIM ao discutir propriedades básicas de materiais e expectativas do projeto. A MPIF também anunciou a atualização da edição de 2025 para as normas de materiais usados em peças moldadas por injeção de metal. Dados sólidos de materiais são importantes, mas não podem compensar um conceito de ferramental que cria condições instáveis de peça verde desde o início.
Fontes: Normas MPIF | MPIF – Normas de Materiais para Peças Moldadas por Injeção de Metal, Edição 2025
Cenário de Engenharia Representativo: Quando o Risco do Molde Aparece Após a Sinterização
Uma revisão representativa do ferramental MIM geralmente começa quando a moldagem de teste parece aceitável, mas as peças sinterizadas posteriormente mostram desvio de furos, variação de planicidade ou distorção localizada. Nessa situação, a primeira suposição é frequentemente que o perfil do forno precisa de ajuste. Isso pode ser parcialmente verdade, mas a equipe de engenharia também deve revisar se a posição do ponto de injeção, o balanceamento dos canais, a ventilação, o suporte do ejetor e as transições de parede localizadas criaram densidade irregular na peça verde antes do início do processamento térmico.
Este tipo de cenário não é um caso de cliente único. É um padrão de engenharia comum em revisões de projetos MIM: o defeito aparece após a remoção do ligante ou a sinterização, mas a causa raiz pode ter sido introduzida pelo molde. Revisar o conceito da ferramenta em conjunto com o projeto da peça, o comportamento do material e o controle do processo geralmente oferece um caminho mais claro do que apenas ajustar os parâmetros do forno.
Erros Comuns que Parecem Problemas de Sinterização mas Começam no Molde
“O forno causou o empenamento.”
Às vezes sim, mas frequentemente a causa raiz começa antes, com preenchimento desbalanceado, suporte fraco ou geometria colocada em uma condição de ferramental sensível à densidade. O forno pode revelar o problema, mas não necessariamente o criou.
“A peça encheu, então o molde está bom.”
O preenchimento é apenas um ponto de verificação. A questão mais importante é se a peça verde é uniforme o suficiente para retrair consistentemente depois. Um preenchimento bem-sucedido não prova uma janela de processo estável.
“Podemos corrigir isso depois com ajuste de processo.”
O ajuste de processo pode ajudar nas bordas, mas raramente corrige um conceito fundamentalmente fraco de gating, ventilação, ejeção ou suporte. Uma lógica de ferramental ruim geralmente retorna como variação, baixo rendimento ou tempo de tentativa estendido.
“A complexidade do ferramental melhora automaticamente a qualidade.”
Nem sempre. Mais slides, insertos e ações complicadas de ferramental podem tornar algumas geometrias possíveis, mas também podem adicionar acúmulo de tolerância, demanda de manutenção e novos pontos de instabilidade. O melhor ferramental é geralmente o design robusto mais simples que protege o verdadeiro alvo de qualidade.
Normas de Referência, Orientações de Projeto e Literatura
Para equipes de engenharia avaliando a estratégia de ferramental MIM, as referências externas mais úteis não são artigos genéricos de manufatura, mas normas formais, orientações de projeto de associações e estudos de processo que conectam as condições da etapa de moldagem aos resultados dimensionais e de distorção finais.
-
A norma MPIF 35-MIM – normas de materiais para peças moldadas por injeção de metal.
Ver Normas MPIF -
Aviso da Edição 2025 da MPIF – confirma o ciclo de atualização atual e os materiais MIM recém-adicionados ou atualizados.
Leia o anúncio da edição de 2025 -
MIMA – Projetos Complexos com MIM – explica por que o projeto da cavidade do molde estabelece inerentemente um limite importante no controle dimensional.
Leia as orientações de projeto -
MIMA – Visão Geral do Processo: MIM – descreve a capacidade do MIM para formas complexas, controle dimensional e produção em múltiplas cavidades.
Leia a visão geral do processo -
Análise da Retração na Moldagem por Injeção de Metal (2024) – mostra que a variação de retração no MIM está fortemente ligada à inhomogeneidade de densidade formada durante a moldagem por injeção.
Leia o estudo sobre retração -
Estudo de otimização da posição do ponto de injeção (2026) – destaca a influência da posição do ponto de injeção no comportamento do fluxo, tensão residual e distribuição da retração em peças MIM de precisão.
Leia o estudo sobre posição do ponto de injeção -
Evolução das tensões em peças de moldagem por injeção de metal durante a sinterização (2015) – mostra por que diferenças de densidade podem criar tensão e distorção durante a sinterização.
Leia o estudo sobre tensão na sinterização
Artigos Relacionados Nesta Série de Qualidade de Peças MIM
O projeto do molde é apenas um fator de qualidade. Use os artigos relacionados abaixo para revisar como o projeto da peça, a seleção de material, o feedstock, a moldagem por injeção, a remoção do ligante, a sinterização e as dimensões trabalham juntos para influenciar a qualidade final da peça MIM.
O que Afeta a Qualidade das Peças em MIM?
Como o Projeto da Peça Afeta a Qualidade na MIM
Como a Seleção de Material Afeta a Qualidade das Peças MIM
Como o Feedstock Afeta a Qualidade das Peças em MIM
Como a Moldagem por Injeção Afeta a Qualidade das Peças em MIM
Como a Remoção do Ligante e a Sinterização Afetam a Qualidade das Peças em MIM
Como as Dimensões da Peça Afetam a Qualidade Final da Peça MIM
Conclusão
O projeto do molde é um dos primeiros e mais fortes direcionadores de qualidade na MIM. Ele afeta como o feedstock preenche, quão estável a peça verde se torna, quão previsíveis são a remoção do ligante e a sinterização, e quão consistente a peça final permanece na produção em série.
A lição mais importante é esta: um molde que consegue produzir peças não é necessariamente um molde que consegue produzir peças de qualidade de forma consistente. Um bom ferramental MIM não deve apenas preencher a cavidade. Ele deve construir a base de qualidade correta para toda a cadeia de processos que se segue.
Por esse motivo, as melhores revisões de molde nunca são revisões de ferramental isoladas. Elas são revisões de qualidade da peça realizadas cedo o suficiente para evitar correções caras posteriores.
Se o seu desenho inclui paredes finas, furos profundos, faces sensíveis à planicidade, tolerâncias posicionais apertadas ou restrições complexas de injeção, você pode enviar seu desenho MIM para revisão antes da liberação da ferramenta, para que os riscos de qualidade relacionados ao molde possam ser verificados mais cedo.
Perguntas Frequentes
Estas perguntas focam na relação prática entre o projeto do molde e a qualidade final da peça MIM.
O projeto do molde afeta como o feedstock preenche, compacta, ventila, ejeta e forma a peça verde. Se o molde cria fluxo instável, suporte fraco ou desequilíbrio local de densidade, o resultado final pode se manifestar posteriormente como empenamento, trincas, desvio dimensional, rebarba ou defeitos superficiais.
A localização do ponto de injeção influencia a direção do fluxo, a posição das linhas de solda, a transferência de pressão e o comportamento local de compactação. Uma estratégia de ponto de injeção inadequada pode posicionar zonas de rejoinação fracas próximas a características críticas e aumentar o risco de densidade irregular, distorção e retração instável.
Sim, indiretamente. O molde não controla a sinterização por si só, mas controla a qualidade e uniformidade da peça verde. Melhor equilíbrio de preenchimento, ventilação, suporte à ejeção e tratamento da geometria melhoram a chance de retração estável durante o processamento térmico posterior.
Esses detalhes afetam o risco de rebarba, a qualidade cosmética e a estabilidade da peça verde durante a ejeção. Se uma linha de partição ou marca de pino ejetor incidir sobre uma face de vedação crítica, face de aparência ou área de precisão, o risco de qualidade aumenta imediatamente.
Não. Deslizamentos, insertos e ações complexas podem viabilizar certas geometrias, mas também podem adicionar acúmulo de tolerâncias, necessidades de manutenção e fontes extras de instabilidade. O melhor ferramental geralmente é o projeto robusto mais simples que protege o verdadeiro alvo de qualidade.
O melhor momento é antes da liberação do ferramental. O projeto do molde deve ser revisado em conjunto com a geometria da peça, seleção de material, metas de tolerância, requisitos de superfície e operações pós-sinterização. Corrigir problemas de qualidade relacionados ao molde após a construção do ferramental geralmente é mais lento e muito mais caro.







