MIM (Metal Enjeksiyon Kalıplama), küçük ve karmaşık parçalar için, kararlı bir üretim tasarımının, özellik yoğun üç boyutlu geometriyi, uygun bir mühendislik metalini, tekrarlayan yıllık talebi ve tekrarlayan CNC operasyonlarını net şekle yakın üretimle değiştirme gerçekçi fırsatını birleştirdiği durumlarda en yüksek değeri yaratır. Bu kılavuz, parça boyutu, ağırlığı, alaşımı, yıllık talebi, toleransları, sinterleme büzülmesini, takım revizyonlarını, ikincil işleme ve proses kabiliyetinin takım imalatından önce nasıl gözden geçirilmesi gerektiğini göstermek için temsili bir CNC'den MIM'e mühendislik örneği kullanır.
Küçük ve karmaşık parçalar için metal enjeksiyon kalıplama kararlı bir üretim tasarımının, özellik yoğun üç boyutlu geometriyi, uygun bir mühendislik metalini, tekrarlayan yıllık talebi ve tekrarlayan CNC operasyonlarını net şekle yakın üretimle değiştirme gerçekçi fırsatını birleştirdiği durumlarda en yüksek değeri yaratır. Bu kılavuz, parça boyutu, ağırlığı, alaşımı, yıllık hacmi, toleransları, sinterleme büzülmesini, takım revizyonlarını, ikincil işleme ve proses kabiliyetinin takım imalatından önce nasıl gözden geçirilmesi gerektiğini göstermek için temsili bir CNC'den MIM'e mühendislik örneği kullanır.
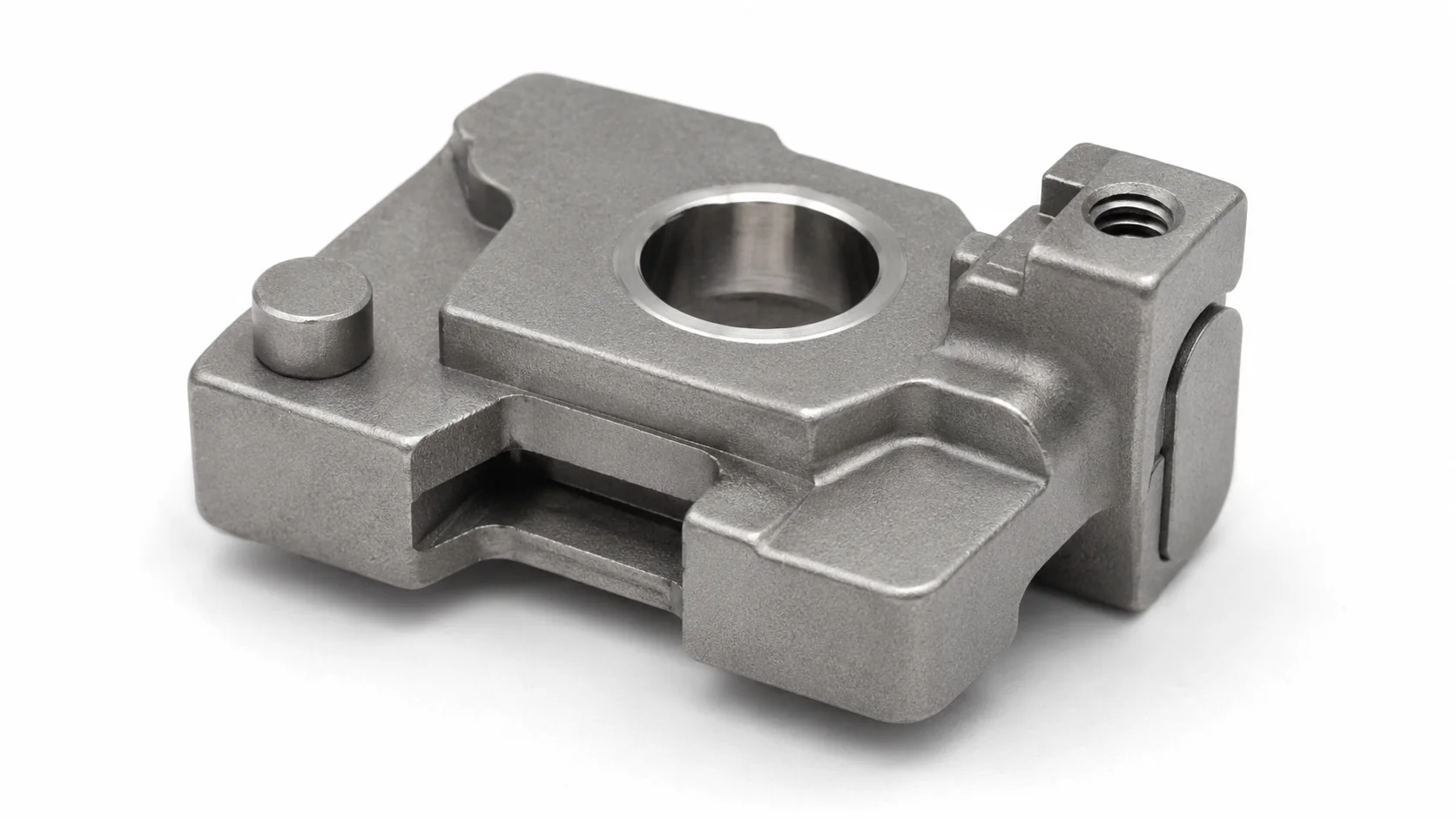
Geometri, merkezi bir fonksiyonel boşluk, yan yuva, yükseltiler, basamaklar, ince kesitler ve çok yönlü özellikler içerir. Bunlar, yıllık talep kararlı hale geldiğinde tekrarlayan işleme maliyetleri oluşturabilen özellik türleridir.
Hızlı Cevap: Küçük Karmaşık Bir Metal Parça Ne Zaman MIM İçin İncelenmelidir?
Özellik yoğun geometriler
CNC erişimi, fikstürleme ve çapak alma işlemlerini tekrarlayan yan özelliklere, kompakt yuvalara, boss'lara, basamaklara, ince kesitlere, undercut'lara veya birden fazla fonksiyonel düzleme sahip küçük metal parçalarda Metal Enjeksiyon Kalıplama (MIM) süreci değerlendirilmelidir.
İstikrarlı tekrar eden talep
Tasarım kararlı hale geldiğinde ve yıllık talep kalıp, numune alma, sinterleme büzülmesi doğrulaması ve muayene işlemlerini haklı çıkardığında MIM daha pratik hale gelir. Hacim, geometri karmaşıklığı ve mevcut üretim maliyeti ile birlikte değerlendirilmelidir.
Sadece seçici yüzey işlemleri
Güçlü, küçük ve karmaşık bir MIM parçası, geometrinin çoğunu net şekle yakın olarak oluşturur ve ikincil işleme işlemlerini yalnızca kritik özellikli delikler, dişler, referans noktaları, sızdırmazlık yüzeyleri veya hassas toleranslar için saklar.
Karar kuralı:
MIM yalnızca bir parça küçük olduğu için seçilmez. Kalıplanmış karmaşıklığın, tekrarlayan CNC işleme, fikstürleme, çapak alma veya montaj işlerini, kalıp ve proses doğrulamasını haklı çıkaracak kadar azaltabildiği durumlarda cazip hale gelir. Eğer parça hala değişiyorsa, talebi çok düşükse veya yüzeylerin çoğunda hassas işleme gerektiriyorsa, CNC veya başka bir proses ilk tercih olarak kalabilir. Özel bir proses karşılaştırması için inceleyin Küçük karmaşık parçalar için MIM'e karşı CNC işleme.
Temsili CNC'den MIM'e Mühendislik Örneği
Kanıt durumu:
Aşağıdaki sayısal vaka ve grafikler, yayınlanabilir bir MIM vaka çalışmasının içermesi gereken bilgileri göstermek amacıyla oluşturulmuş temsili bir mühendislik örneğidir. XTMIM proje kayıtlarını, müşteri onayını ve gözden geçiren kimliğini doğrulayana kadar gerçek bir müşteri vakası, gerçek yayınlanmış inceleme raporu veya adlandırılmış mühendis incelemesi olarak sunulmamalıdır.

Faydalı bir vaka çalışması, parça çizimini orijinal işlem, MIM rotası, kalıp düzeltmeleri, boyutsal yetenek ve üretim sonucu ile ilişkilendirir. Yalnızca bir ürün görüntüsü yeterli kanıt değildir.
Orijinal rota
CNC işleme
- Altı işleme ve taşıma işlemi
- Parça başına yaklaşık 9,5 dakika toplam çevrim süresi
- Çok yönlü özellikler için tekrarlanan fikstürleme
- Her bileşende tekrarlanan çapak alma ve muayene
Revize edilmiş rota
MIM artı seçici yüzey işlemesi
- Ana gövde, yan yuva, basamaklar ve boss'lar net şekle yakın olarak oluşturulmuştur
- Kritik delik, sinterleme sonrası ream'lenmiştir
- Sinterleme sonrası M3 diş açma
- Tüm gövdenin işlenmesi yerine iki ikincil işlem korundu
Parça Boyutları, Malzeme, Hacim ve Üretim Verileri
Güvenilir küçük karmaşık bir MIM vakası, “yüksek hacim” veya “dar tolerans” gibi genel iddialara dayanmak yerine gerçek mühendislik girdilerini belirtmelidir. Aşağıdaki tablo, belgelenmesi gereken ayrıntı düzeyini göstermektedir.
| Proje öğesi | Temsili vaka değeri | Mühendislik anlamı |
|---|---|---|
| Genel parça boyutu | 28,4 × 16,8 × 8,2 mm | Küçük bir parça MIM incelemesi için yeterince kompakt, ancak yine de üç boyutlu çeşitli özellikler içeriyor. |
| Bitmiş parça ağırlığı | 14,6 g | Ağırlık, kalıp ve besleme stoğu ekonomisine bağlı olarak çoklu boşluklu veya tekrarlanan üretim incelemesini destekler. |
| Malzeme sınıfı | MIM 17-4 PH paslanmaz çelik | Mukavemet odaklı paslanmaz bir uygulama için seçildi; nihai malzeme durumu ve ısıl işlem belirtilmelidir. |
| Tahmini yıllık talep | 180.000 parça/yıl | Tekrarlanan CNC maliyetini kalıp ve doğrulama yatırımıyla karşılaştırmak için anlamlı bir hacim tabanı sağlar. |
| Orijinal CNC operasyonları | 6 operasyon | Tekrarlanan kurulum, takım erişimi, çapak alma ve muayene yükünü gösterir. |
| Orijinal CNC çevrim süresi | Yaklaşık 9,5 dk/parça | Tekrarlanan üretim hacminde çevrim süresi önemli bir maliyet etkenidir. |
| MIM ikincil işlemler | 2 operasyon | Ø3,00 mm kritik iç çapını raybalayın ve M3 dişli özelliği kılavuz çekin. |
| Genel sinterlenmiş tolerans | ±0,30% | Bu örnekte kritik olmayan özellikler için kullanılır; tolerans, özellik, datum ve proses kabiliyeti ile doğrulanmalıdır. |
| Kritik iç çap toleransı | Ø3,00 +0,02 / 0,00 mm | Her kalıplanmış boyuta aynı sıkı gereksinimi uygulamak yerine, sinterleme sonrası işleme ile tutulur. |
| Ortalama doğrusal sinterleme büzülmesi | 15.8% | Kalıp telafisi girdisi olarak kullanılır; yerel hareket ve yönlü değişim hala deneme doğrulaması gerektirir. |
| İlk geçiş verimi | 96.8% | Revize edilmiş kalıp ve destek planından sonra bir üretim kalitesi göstergesini temsil eder. |
| Kritik iç çap kabiliyeti | Cpk 1.52 | Ölçüm sistemi ve örnekleme planı tanımlandıktan sonra bir CTQ boyutu için gereken yetenek kanıtı türünü gösterir. |
| Malzeme yoğunluğu | >97% teorik | Anlaşılan malzeme spesifikasyonu, örnekleme yöntemi ve muayene kaydı ile ilişkilendirilmelidir. |
Malzemeye özel inceleme için, özel MIM 17-4 PH paslanmaz çelik kılavuzuna bakın. Malzeme kalitesi, ısıl işlem durumu, yoğunluk, sertlik, korozyon ortamı ve boyutsal aşama, yalnızca alaşım adından çıkarılmak yerine birlikte tanımlanmalıdır.
Kalıp Değişikliği Öncesi ve Sonrası Karşılaştırması
Daha güçlü bir vaka çalışması, kalıp geliştirme sırasında nelerin değiştiğini açıklar. Doğrudan “kalıp yapıldı”dan “üretim geçti”ye atlanmamalıdır. Bu örnekte, ilk kalıp konsepti hem boyutsal hem de kozmetik risk yarattı.
Kalıp Rev A
Yan yolluk ve kararsız destek
- Yan yolluk, hassas bir yüzeyin yakınında görünür bir iz bıraktı.
- Akış ve yerel doluluk, fonksiyonel bölge çevresindeki boyutsal değişkenliği artırdı.
- Sinterleme yönelimi, asimetrik bir açıklık altında yetersiz destek sağladı.
- Düzlük ve delik konumu değişkenliği ek inceleme gerektirdi.
Kalıp Rev B
Alt taraf yolluğu ve özel destek pedi
- Yolluk, alt taraftaki kozmetik olmayan bir alana taşındı.
- Bir destek pedi ve revize edilmiş sinterleme yönelimi kararlılığı artırdı.
- Büzülme hassasiyetini azaltmak için duvar geçişleri ve yerel radyüsler dengelendi.
- İnceleme, Datum A, delik boyutu, delik konumu, yuva genişliği ve düzlüğe odaklandı.
Neden Önemlidir:
Kalıp düzeltmesi, yalnızca makale kusur mekanizmasını, tasarım veya işlem değişikliğini ve ölçülen sonucu açıkladığında SEO ve mühendislik kanıtı olarak kullanışlıdır. Neden-düzeltme mantığı olmayan öncesi ve sonrası bir resim, teknik değer katmaz.
DFM İncelemesi: Hangi Özellikler Sinterlenmiş Olarak Kalacak ve Hangileri İşleme Gerektirecek?

DFM kararı, kalıplanmış geometriyi işlenmiş CTQ özelliklerinden ayırır ve yolluk yerleşimini kozmetik bölgeler, sinterleme desteği, duvar dengesi ve inceleme erişimi ile bağlar.
| Özellik | Seçilen rota | Karar nedeni |
|---|---|---|
| Ana dış profil, basamaklar ve boss'lar | Sinterlenmiş MIM | Bu özellikler, dönüşüm değerini yaratan tekrarlanabilir geometrik karmaşıklığı içerir. |
| Yan yuva | Kalıpta şekillendirilmiş | Kalıp yönü, ayırma hattı, flaş kontrolü ve inceleme erişimine tabi tekrarlanan yuva işlemesinden kaçınır. |
| Ø3.00 mm fonksiyonel delik | İşleme payı ile kalıplanmış, ardından raybalanmış | Tek taraflı Kritik Kalite Özelliği (CTQ) toleransı ve yüzey gereksinimi, seçici yüzey işlemesini gerektirir. |
| M3 dişli özellik | Kalıplanmış kılavuz özellik, ardından diş açma | Kalıplanmış gövde geometrisinin çoğunu korurken, kalıp maliyetini ve diş kalitesi riskini azaltır. |
| Alt destek yüzeyi / Referans A | Destek ve muayene yoluyla kontrol edilir | Referans, düzlüğü, delik konumunu ve CMM hizalamasını etkiler. |
| Yolluk izi | Alt yüzey kozmetik olmayan bölge | Daha kararlı bir dolum yolu sağlarken, görünür ve işlevsel yüzeyleri korur. |
Özellik düzeyindeki kararlar, tamamına karşı kontrol edilmelidir MIM tasarım kılavuzu, delikler, yuvalar ve alt kesimler kılavuzu, sinterleme destek rehberliği ve çizim tabanlı MIM için DFM inceleme süreci.
Gerçek Toleranslar, Büzülme Verileri ve Muayene Kanıtları
Bir MIM makalesi, genel sinterlenmiş durum yeteneği ile özel proses kontrolü veya işleme alan kritik boyutlar arasında ayrım yapmalıdır. Her özelliğe tek bir dar tolerans uygulamak genellikle maliyeti artırır ve çizimi daha az gerçekçi hale getirir.

Bu oluşturulan grafik, gerçek bir vakanın yayınlaması gereken boyut kanıtı türünü göstermektedir. Müşteri tarafından yayınlanmış bir muayene sertifikası değildir. Gerçek üretim kanıtı iddia etmeden önce izlenebilir, maskelenmiş bir raporla değiştirin.
Kritik boyutlar ve muayene yöntemleri
| Denetim kalemi | Örnekte kullanılan spesifikasyon | Önerilen yöntem | Kontrol amacı |
|---|---|---|---|
| Toplam uzunluk | 28,40 ±0,10 mm | CMM veya optik ölçüm | Genel büzülmeyi ve kalıp telafisini doğrular. |
| Toplam genişlik | 16,80 ±0,10 mm | CMM veya optik ölçüm | Yönlü büzülmeyi ve parça stabilitesini kontrol eder. |
| Toplam kalınlık | 8,20 ±0,05 mm | CMM | Destek durumunu ve dikey deformasyonu izler. |
| Kritik delik | Ø3,00 +0,02 / 0,00 mm | Hava kumpası, iç çap kumpası veya CMM | İşlem sonrası kritik kalite özelliğinin (CTQ) uyumunu doğrular. |
| Yuva genişliği | 2,40 ±0,05 mm | CMM veya fonksiyonel mastar | Sinterlenmiş kalıplı bir özelliği kontrol eder. |
| Delik konumu | 12,50 ±0,03 mm | Tanımlanmış datumlardan CMM | Sinterleme ve işleme sonrası konumsal kararlılığı onaylar. |
| Datum A üzerinde düzlemsellik | Maksimum 0,05 mm | CMM veya yüzey plakası yöntemi | Gözden geçirilmiş destek stratejisini doğrular. |
| İşlenmiş delik yüzey kalitesi | Ra 1,6 | Yüzey pürüzlülüğü test cihazı | Fonksiyonel yüzey durumunu onaylar. |
Verim ve Cpk'nın Sorumlu Bir Şekilde Yayınlanması
Gibi bir değer 96,8% ilk geçiş verimi veya Cpk 1.52 ancak makale incelenen özelliği, numune boyutunu, ölçüm yöntemini, revizyon seviyesini ve üretim aşamasını da belirttiğinde anlamlıdır. Örnek, kritik delik için 30 ölçülmüş parça kullanır. Gerçek bir yayın, müşteri tanımlayıcı alanlar maskelenmiş olsa bile kaynak raporunu, ölçüm sistemi bilgilerini ve çizim revizyonunu saklamalıdır.
Daha derin boyutsal rehberlik için okuyucuları şuraya yönlendirin: MIM sinterlenmiş ve kritik toleransları, MIM sinterleme büzülmesi telafisi ve XTMIM'in muayene ve test yeteneği.
Karar Tablosu: Parça Güçlü Bir MIM Adayı mı?

Aralıklar tarama referanslarıdır, evrensel sınırlar değildir. Nihai karar, çizim, malzeme, kalıp, tolerans, sinterleme ve maliyet incelemesi gerektirir.
Güçlü aday
Küçük özellik yoğun geometrisi, istikrarlı yıllık talep, yerleşik alaşım rotası, sınırlı CTQ sonlandırma ve belirgin tekrarlayan CNC veya montaj maliyeti sorunu.
Sınırda aday
Orta düzeyde hacim, belirsiz malzeme durumu, büzülmeye duyarlı birçok boyut, belirsiz datum stratejisi veya işleme gerektirebilecek birkaç dar yüzey.
Zayıf aday
Prototip odaklı talep, kararsız tasarım, basit tornalanmış veya damgalanmış geometriler, büyük blok benzeri şekiller veya çoğu yüzeyde yoğun ikincil işleme gerektiren durumlar.
MIM'in Küçük Karmaşık Metal Parçalarda Gerçek Değer Yarattığı Zaman
1. Geometri tekrarlanan üretim maliyeti yaratır
MIM, birden fazla özelliğin tek seferde bir parça makineyle işlenmesinin pahalı olduğu durumlarda önem kazanır: yan detaylar, kompakt yuvalar, ince nervürler, pabuçlar, basamaklar, eğimli geçişler, minyatür delikler, çok seviyeli yüzeyler veya aksi takdirde birden fazla kurulum gerektirecek entegre özellikler.
2. Tasarım, kalıplama için yeterince stabildir
Kalıp telafisi, yolluk konumu, itme, sinterleme desteği ve ilk parça düzeltmesi olgun bir geometriye bağlıdır. Erken prototipler gelecekteki MIM uygunluğu açısından incelenebilir, ancak kalıp salınımı, fonksiyonel mimari ve kritik kalite özellikleri (CTQ) boyutları yeterince kararlı hale gelene kadar bekletilmelidir.
3. Yıllık talep, kalıplama ve doğrulamayı karşılayabilir
Her MIM projesi için evrensel bir yıllık hacim eşiği geçerli değildir. Yoğun işleme yükü olan küçük, yüksek değerli bir bileşen, basit ve ucuz bir parça için daha düşük bir hacimde kalıplamayı haklı çıkarabilir. Doğru karşılaştırma, kalıplama, deneme düzeltmesi, süreç doğrulama, ikincil işlemler, muayene, beklenen program ömrü ve orijinal tekrarlayan birim maliyetini içerir.
4. Karmaşıklığın çoğu net şekle yakın kalabilir
MIM'in tam karmaşık gövdeyi oluşturduğu ve yalnızca seçilen CTQ özelliklerinin sinterleme sonrası işlem gördüğü durumlarda iş gerekçesi en güçlüdür. Her fonksiyonel boyutun sinterlenmiş haliyle kalmasını istemektense hibrit bir yaklaşım daha gerçekçi olabilir.
5. Malzeme performansı uygulamaya uygundur
Seçilen malzeme mukavemet, sertlik, korozyon, aşınma, sıcaklık, manyetik ve kaplama gereksinimlerine uymalıdır. Proje ayrıca yoğunluğu, ısıl işlem durumunu, yüzey durumunu ve son muayene aşamasını da tanımlamalıdır.
MIM'in En İyi İlk Seçenek Olmadığı Durumlar
CNC veya prototip üretimi ile devam edin:
- Tasarım hala sık sık değişiyorsa.
- Talep çok düşük veya tek seferlik ise.
- Yüzeylerin çoğunun doğrudan hassas işleme gerektirmesi durumunda.
- Geometrinin basit ve işlemesi ucuz olması durumunda.
- Hızlı tasarım yinelemesinin üretim kalıplamasından daha önemli olması durumunda.
Başka bir hacimli işlemle karşılaştırın:
- Parçanın basit bir uniyaksel PM şekli olması durumunda.
- Bileşenin öncelikli olarak düz damgalanmış bir form olması durumunda.
- Geometrinin ve alaşımın döküm veya hassas döküm için daha uygun olması durumunda.
- Uygulamanın metal yerine polimer kullanabilmesi durumunda.
- MIM yöntemi yine de kapsamlı son işlem ve montaj gerektirecektir.
Kullanın MIM Proses Karşılaştırma Merkezi ilk kararın MIM'i CNC işleme, toz metalurjisi, döküm, hassas döküm, presleme veya metal 3D baskı ile karşılaştırmak olup olmadığı.
İlgili Mühendislik Kaynakları
Bu sayfa, karar verme ve vaka çalışması giriş noktası olarak kalmalıdır. Detaylı tasarım, malzeme, proses ve muayene soruları, burada tekrarlanmak yerine aşağıdaki özel sayfalara taşınmalıdır.
Küçük Karmaşık MIM Parça İncelemesi İçin Neler Gönderilmeli
| Gerekli girişler | Mühendislik ekibinin incelemesine olanak tanıyanlar |
|---|---|
| Datum'lar ve CTQ boyutları ile 2B çizim | Tolerans stratejisi, muayene yöntemi, işleme payı ve kabul kriterleri. |
| 3D CAD dosyası | Kalıp yönü, et kalınlığı dengesi, alt kesimler, yan aktüatörler, akış yolu, destek ve çıkarma riski. |
| Gerçek malzeme kalitesi ve son durumu | Besleme stoğu rotası, sinterleme davranışı, ısıl işlem, yoğunluk, sertlik ve yüzey gereksinimleri. |
| Bitmiş parça ağırlığı ve dış boyutları | Temel proses uyumu, kalıp konsepti, taşıma ve üretim planlaması. |
| Yıllık talep ve program ömrü | Kalıplama ve doğrulamanın tekrarlayan proses maliyetlerine karşı haklı çıkarılıp çıkarılamayacağı. |
| Mevcut işlem operasyonları ve çevrim süresi | MIM'in ortadan kaldırabileceği tekrarlayan CNC, çapak alma, yüzey işlemleri veya montaj maliyetleri. |
| Fonksiyonel ve kozmetik işaretsiz bölgeler | Kalıp ağzı, ayırma hattı, itici, destek ve yüzey işlemleri kararları. |
| Gerekli muayene kayıtları | İlk parça, yeterlilik, malzeme doğrulama, yüzey, sertlik ve üretim salım planlaması. |
Mühendislik İncelemesi ve Kanıt Açıklaması
Şu kişiler tarafından makale düzeyinde incelenmiştir: XTMIM Mühendislik Ekibi
Sayfa, MIM işlem uygunluğu, CNC'den MIM'e dönüştürme mantığı, DFM, malzeme yönlendirmesi, kalıp revizyonu, sinterleme büzülmesi telafisi, tolerans tahsisi, ikincil işlemler ve muayene planlaması etrafında yapılandırılmıştır.
Yayın gereksinimi: Yalnızca o kişi nihai makaleyi inceleyip yayına izin verdikten sonra gerçek bir incelemecinin adı, unvanı, biyografisi, portresi ve profil URL'sini ekleyin. Bu projeyle birlikte sağlanan oluşturulmuş “Daniel Chen” incelemeci grafiği, gerçek bir mühendis profili olarak sunulmaması gerektiğinden dahil edilmemiştir.
Küçük Karmaşık Parçalar İçin MIM Hakkında SSS
Metal enjeksiyon kalıplama (MIM) için hangi boyutlardaki parçalar uygundur?
MIM genellikle küçük, özellik yoğun metal bileşenler için değerlendirilir, ancak tek bir evrensel boyut sınırı yoktur. Uygunluk, parça kütlesine, et kalınlığı dağılımına, akış uzunluğuna, malzemeye, kalıba, elleçlemeye, bağlayıcı gidermeye, sinterleme desteğine, boyutsal gereksinimlere ve hacme bağlıdır. Çizime dayalı bir inceleme, yalnızca bir boyut numarasından daha kullanışlıdır.
MIM'i uygun maliyetli hale getiren yıllık hacim nedir?
Her parça için sabit bir yıllık hacim eşiği yoktur. Geçiş noktası; kalıp maliyeti, mevcut CNC veya montaj maliyeti, geometri karmaşıklığı, program ömrü, malzeme, boşluk stratejisi, verim, ikincil işlemler ve muayene gereksinimlerine bağlıdır. Tek bir evrensel miktarın teklif edilmesinden ziyade istikrarlı tekrar eden talep daha önemlidir.
Karmaşık bir parçada MIM, CNC talaşlı imalatın yerini tamamen alabilir mi?
Her zaman değil. Güçlü bir dönüşüm genellikle karmaşık gövde için MIM'i kullanır ve seçilen delikler, dişler, sızdırmazlık yüzeyleri, yatak yuvaları, datumlar veya diğer kritik kalite özelliklerinin (CTQ) CNC ile işlenmesini korur. Amaç, gereksiz tekrarlayan talaşlı imalatı kaldırmaktır, talaşlı imalatı ne pahasına olursa olsun ortadan kaldırmak değil.
±0.3% garantili bir MIM toleransı mıdır?
Hayır. ±0.3% gibi bir yüzde yalnızca genel bir tarama referansıdır. Gerçek yetenek; boyut uzunluğuna, malzemeye, geometriye, kalıp yerleşimine, büzülme yönüne, desteğe, fırın işlemine, datum yapısına ve muayene yöntemine göre değişiklik gösterir. Her kritik özellik ayrı ayrı incelenmelidir.
Sinterleme büzülmesi kalıp tasarımında neden önemlidir?
Kalıplanmış yeşil parça, bağlayıcı giderme ve sinterleme sırasında büzüldüğü için nihai metal bileşenden daha büyüktür. Kalıp, beklenen büzülmeyi telafi etmelidir, denemeler ise yerel ve yönlü davranışı doğrular. Ortalama büzülme tek başına her özelliğin düzgün hareket edeceğini garanti etmez.
Gerçek bir CNC'den MIM'e geçiş vaka çalışması hangi kanıtları içermelidir?
Müşteri onaylı parçayı veya uygun şekilde anonimleştirilmiş bir görüntüyü, boyutları, ağırlığı, malzeme kalitesini, yıllık hacmi, orijinal işlem adımlarını ve çevrim süresini, MIM ikincil işlemlerini, CTQ toleranslarını, büzülme veya kalıp telafisi verilerini, kalıp revizyonlarını, verim veya yetenek sonuçlarını ve gizli ayrıntıları maskelenmiş izlenebilir bir muayene raporunu içermelidir.
MIM fizibilite incelemesi için hangi bilgiler sunulmalıdır?
2B çizimi, 3B CAD dosyasını, malzemeyi ve nihai durumu, CTQ toleranslarını, kozmetik bölgeleri, yüzey gereksinimlerini, yıllık hacmi, mevcut üretim rotasını, uygulama ortamını ve beklenen muayene belgelerini gönderin.
Parçayı Çizime Dayalı MIM İncelemesi İçin Gönderin
CNC işleme, döküm, toz metalurjisi, damgalama veya montaj ile üretilen küçük karmaşık bir parça için çizimi, CAD dosyasını, malzemeyi, yıllık talebi, mevcut işlemleri, çevrim süresini, CTQ boyutlarını ve yüzey gereksinimlerini sağlayın. XTMIM, projenin mevcut süreçte kalması gerekip gerekmediğini, MIM'e geçilip geçilmeyeceğini veya hibrit bir MIM artı işleme rotası kullanılıp kullanılmayacağını inceleyebilir.
İnceleme İçin Çizim Gönderin XTMIM ile İletişime GeçinTeknik Referanslar
Genel MIM süreci ve tasarım referansları erken bir incelemeyi çerçevelemeye yardımcı olabilir, ancak proje özelindeki malzeme, çizim, kalıp ve muayene doğrulamalarının yerini tutmaz. Faydalı endüstri başlangıç noktaları şunları içerir: Metal Enjeksiyon Kalıplama Derneği proses özeti, Avrupa Toz Metalurjisi Derneği MIM genel bakışı ve MPIF standart kaynakları.







