Guía de Calidad del Proceso MIM En el moldeo por inyección de metal, muchos defectos que los compradores notan en la inspección final no comienzan realmente en la inspección final. A menudo comienzan durante el moldeo, cuando la mezcla de polvo y aglutinante (feedstock) se inyecta a través del molde, se compacta en la cavidad, se enfría, se expulsa y se transfiere como una pieza verde frágil. Respuesta Rápida El moldeo por inyección afecta la calidad de las piezas MIM…
Guía de calidad del proceso MIM
En el moldeo por inyección de metal, muchos defectos que los compradores notan en la inspección final no comienzan realmente en la inspección final. A menudo comienzan durante el moldeo, cuando la mezcla de polvo y aglutinante (feedstock) se inyecta a través del molde, se compacta en la cavidad, se enfría, se expulsa y se transfiere como una pieza verde frágil.
Respuesta Rápida
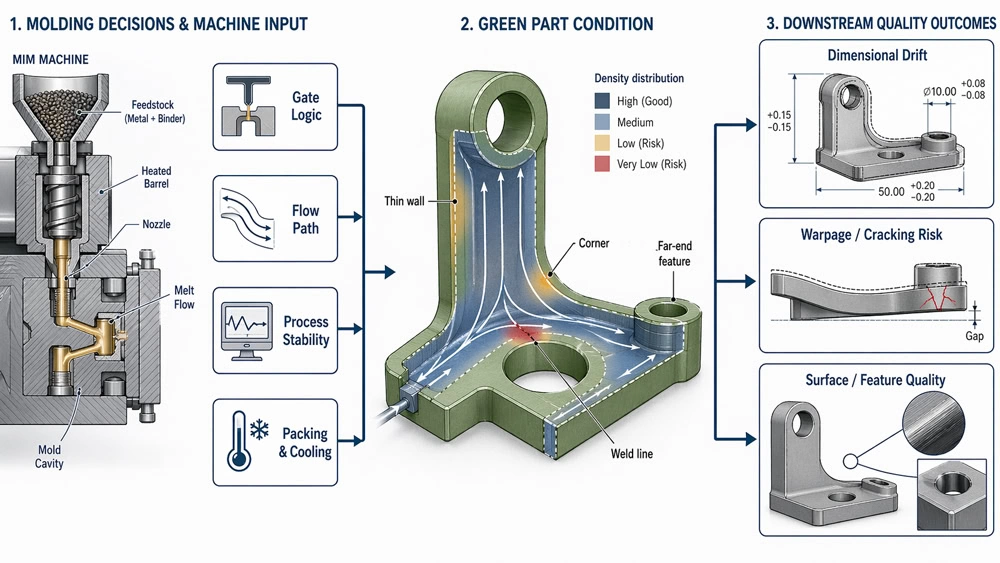
El moldeo por inyección afecta la calidad de las piezas MIM al controlar cómo la mezcla (feedstock) llena la cavidad, cómo se transfiere la presión durante la compactación, cómo escapa el aire a través del molde y cómo se expulsa y maneja de forma segura la pieza verde frágil. Incluso cuando una pieza verde moldeada parece completa, un desequilibrio de flujo deficiente, una compactación inestable, una cizalladura excesiva, una ventilación débil o daños por expulsión pueden aparecer más tarde como distorsión, agrietamiento, variación de densidad, inconsistencia superficial o deriva dimensional después del desaglutinado y el sinterizado.
Este artículo se enfoca en el riesgo de calidad en la etapa de moldeo. El comportamiento del material, el diseño del molde, la geometría de la pieza, el desaglutinado, el sinterizado y el control dimensional final se cubren en artículos separados dentro de la serie de calidad de piezas MIM.
Base de densidad uniforme: el moldeo debe crear una pieza verde uniforme y estable antes de que el procesamiento térmico pueda funcionar de manera predecible.
Riesgos clave de moldeo: desequilibrio de llenado, sensibilidad del punto de inyección, trampas de aire, compactación inestable, cizalladura excesiva y daños por expulsión.
Valor para el comprador: la página ayuda a los ingenieros OEM a conectar las condiciones de moldeo con problemas posteriores de distorsión, grietas, variación de densidad y repetibilidad.
Por qué la etapa de moldeo importa más de lo que muchos compradores esperan
Según la descripción general del proceso de la Metal Injection Molding Association, el MIM es valorado por la producción de formas complejas con buen control de tolerancias dimensionales y herramental de múltiples cavidades de alta velocidad. La Asociación Europea de Metalurgia de Polvos también describe el MIM como un proceso para piezas complejas en grandes cantidades, con densidades sinterizadas comúnmente superiores al 95%. Esas ventajas son reales, pero solo se mantienen cuando la pieza verde que sale de la prensa de moldeo es lo suficientemente consistente para que el resto del proceso funcione de manera predecible.
En términos prácticos, la etapa de moldeo tiene una función principal de calidad: crear una pieza verde con llenado uniforme, distribución controlada de aglutinante y polvo, bajo estrés interno y suficiente integridad para sobrevivir a la transferencia, el desaglutinado y el sinterizado. Cuando esto no sucede, las etapas posteriores del proceso se ven obligadas a cargar con un problema que no crearon.
Nota de ingeniería: una pieza puede verse aceptable justo después del moldeo y aún así estar en riesgo. La apariencia visual por sí sola no es prueba de una buena calidad de moldeo en MIM.
El moldeo también debe revisarse junto con las decisiones de ingeniería circundantes. Geometría de la pieza afecta la longitud de flujo, el balance de sección, el riesgo de eyección y el manejo de la pieza verde. Diseño del molde determina la posición de la compuerta, la ventilación, la refrigeración, la lógica del canal de alimentación y el soporte durante la liberación. Selección de materiales y el comportamiento del feedstock influyen en la viscosidad, la respuesta al cizallamiento, la resistencia en verde y la estabilidad de la contracción. La etapa de moldeo es, por lo tanto, un punto de control del proceso, pero no puede separarse del diseño de la pieza, el herramental, los materiales y el comportamiento térmico posterior.
Las decisiones de moldeo que más afectan la calidad de las piezas MIM
No todas las variables de moldeo tienen el mismo impacto. En proyectos reales, los mayores efectos de calidad suelen provenir del balance de llenado, la posición de la compuerta, la ventilación, la estabilidad del empaque, el control de cizallamiento, el control de temperatura y la liberación de la pieza verde. Estas decisiones determinan si la pieza moldeada tiene una distribución de densidad estable o si el procesamiento posterior debe lidiar con variaciones ocultas.
1) Balance de llenado y control del flujo
Si la cavidad no se llena de manera uniforme, la pieza puede desarrollar variación local de densidad, debilidad en la línea de soldadura, atrapamiento de aire o contracción desigual posteriormente. Esto es especialmente importante en secciones delgadas, flujos largos, piezas con múltiples puntos de inyección y geometrías con transiciones abruptas de espesor.
2) Posición y estrategia del punto de inyección
La ubicación de la compuerta afecta cómo el feedstock entra en la cavidad, dónde se encuentran los frentes de flujo, cómo se transfiere la presión y qué áreas son más propensas a experimentar vacilación, inyección directa (jetting), sensibilidad a la línea de unión o comportamiento de flujo con exceso de aglutinante. Una mala decisión de compuerta puede crear problemas que ningún cambio posterior en la configuración elimina por completo.
3) Calidad del venteo
Una ventilación deficiente dificulta la evacuación del aire y aumenta el riesgo de piezas incompletas (short shots), marcas similares a quemaduras, defectos por gas atrapado y llenado inestable. En MIM, una ventilación débil también puede amplificar la no uniformidad local que luego se vuelve visible después del desaglutinado o el sinterizado.
4) Estabilidad de corte, temperatura y presión
El feedstock MIM no es plástico común. Cuando el corte y la temperatura salen de un rango controlado, el comportamiento del polvo y el aglutinante se vuelve menos estable. Esto puede afectar la moldeabilidad, la resistencia en verde, el acabado superficial y la repetibilidad dimensional.
5) Compactación y consistencia de la densidad en verde
Una pieza que está sub-empaquetada o empaquetada de manera desigual puede salir de la herramienta luciendo completa, pero aún así presentar diferencias de densidad internas. Esas diferencias a menudo se convierten en distorsión, inconsistencia en la contracción o variación de cavidad a cavidad más adelante.
6) Expulsión y manejo de la pieza en verde
Incluso una pieza bien llenada puede perder calidad durante la expulsión si la pieza en verde se estresa, arrastra, dobla o impacta. Marcas, grietas ocultas, daños en los bordes y cambios geométricos a menudo comienzan aquí, no en el sinterizado.
Varias referencias académicas y de ingeniería sobre moldeo por inyección de polvos enfatizan el mismo punto básico: la calidad del moldeo está ligada a la reología, el comportamiento de llenado de la cavidad, la evacuación de aire y la forma en que se establece la uniformidad de densidad antes del procesamiento térmico. Un ejemplo técnico útil proviene del artículo de simulación PIM del Center for Advanced Vehicular Systems (Mississippi State University), que destaca la simulación del tiempo de llenado, la posición de la compuerta, las líneas de soldadura y las trampas de aire como herramientas prácticas para controlar el riesgo relacionado con el moldeo.
Para proyectos donde el espesor de pared, los agujeros, las características delgadas o los cambios abruptos de sección son parte de la preocupación de calidad, también es útil revisar cómo las dimensiones de las piezas afectan la calidad final de las piezas MIM. El riesgo dimensional y el riesgo de moldeo son temas separados, pero a menudo interactúan en la misma pieza.
Cómo la Lógica de la Compuerta Cambia el Equilibrio de Llenado y la Calidad Visible
La lógica de la compuerta a menudo se subestima porque los compradores tienden a centrarse en la forma de la pieza terminada, no en cómo se llena realmente la cavidad. En MIM, la lógica de la compuerta influye directamente en la trayectoria del flujo, los puntos de encuentro de los frentes de flujo, el historial de presión de diferentes regiones y la uniformidad final de la pieza en verde. Una compuerta que parece conveniente para el herramental aún puede crear riesgos de calidad si provoca un llenado inestable o atrapa aire en características críticas.
Una buena estrategia de compuerta normalmente hace cuatro cosas bien: llena la cavidad con un flujo equilibrado, reduce las zonas de vacilación, coloca las líneas de soldadura en áreas de menor riesgo y admite un empaque más uniforme. Una estrategia de compuerta deficiente tiende a hacer lo contrario: crea trayectorias de flujo débiles más largas, encuentros de frente inestables, aire atrapado, sobreempaque local o subempaque local. Es por eso que la revisión de la compuerta debe conectar las pruebas de moldeo con la revisión del diseño del molde, no permanecer solo como una discusión de configuración de la máquina.

Cómo suele ser una buena decisión de compuerta
- El frente de flujo alcanza las áreas críticas en una secuencia controlada y predecible.
- Las secciones delgadas no se ven privadas de material por zonas más gruesas aguas arriba.
- El aire tiene una ruta realista para salir de la cavidad.
- Las líneas de soldadura se alejan de las zonas cosméticas o estructurales de alto riesgo cuando es posible.
- La expulsión, el recorte y el manejo posterior siguen siendo prácticos después del moldeo.
Qué suele causar una mala decisión de compuerta
- Debilidad visible u oculta en las líneas de soldadura.
- Sensibilidad a disparos cortos en secciones delgadas o alejadas.
- Chorro o textura superficial inestable cerca de la zona de entrada.
- Sobrellenado o subllenado local.
- Variación de densidad que solo se vuelve evidente después del sinterizado.
Esta es una razón por la cual los buenos proveedores de MIM no separan la configuración del moldeo de la revisión del diseño de la herramienta. La calidad de la compuerta pertenece tanto al moldeo como al herramental. Para una vista centrada en el herramental de la posición de la compuerta, ventilación, soporte de expulsión y equilibrio de la cavidad, consulte Cómo el Diseño del Molde Afecta la Calidad de las Piezas en MIM.
Por qué una Ventana de Proceso Estable Importa Más que una Muestra de una Buena Corrida
Un error común de los compradores es juzgar la calidad del moldeo a partir de un lote de muestra aceptable. En la producción real de MIM, eso no es suficiente. La verdadera prueba es si el proceso puede mantenerse estable frente a la variación cavidad a cavidad, variación máquina a máquina, cambios de lote de material, condiciones de arranque y turnos de producción rutinarios.
Por eso una ventana de proceso estable importa más que un resultado bueno de una sola vez. Un proceso que solo funciona en un punto de ajuste muy estrecho suele ser más frágil en producción en masa. En contraste, una ventana de proceso robusta le da a la fábrica más margen para controlar la repetibilidad sin tener que apagar incendios constantemente.

Qué define normalmente una ventana de moldeo estable en MIM
- El llenado se completa sin depender de configuraciones agresivas de emergencia.
- La transferencia de presión es consistente de disparo a disparo.
- El peso de la pieza y las dimensiones críticas se mantienen dentro de un rango predecible.
- Las piezas en verde pueden manipularse sin agrietamiento frecuente ni daño en los bordes.
- La distorsión y el desperdicio aguas abajo no aumentan cuando cambia el ritmo de producción.
La estabilidad del proceso también respalda una mejor investigación de calidad. Si la ventana es estable, los defectos posteriores son más fáciles de rastrear. Si la ventana es inestable, el análisis de causa raíz se vuelve mucho más difícil porque demasiadas variables se mueven al mismo tiempo.
Para obtener datos de materiales más amplios y valores de referencia, los lectores también pueden consultar Global PM Property Database, un recurso conjunto desarrollado por MPIF, EPMA y JMPA para respaldar comparaciones realistas de materiales PM y MIM.
Señales Prácticas de que la Calidad del Moldeo Necesita una Revisión de Ingeniería
Algunos problemas de moldeo son fáciles de pasar por alto porque la pieza en verde aún puede parecer completa. Una revisión de la etapa de moldeo es especialmente útil cuando uno o más de los siguientes signos aparecen durante las pruebas, la producción piloto o los lotes repetidos.
- Distorsión retardada: las piezas parecen aceptables después del moldeo, pero se doblan, tuercen o encogen de manera desigual después del sinterizado.
- Características delgadas inestables: las secciones delgadas, las trayectorias de flujo largas o las transiciones agudas muestran un llenado inconsistente o sensibilidad a la falta de material.
- Marcas superficiales en el área de la compuerta: aparecen marcas visibles cerca de las compuertas, regiones de líneas de soldadura o zonas de atrapamiento de aire.
- Daños en pieza en verde: las piezas se agrietan, doblan, astillan o deforman durante la eyección, recolección, carga o transferencia.
- Desviación entre lotes: un lote de muestra pasa, pero lotes posteriores muestran deriva dimensional, inconsistencia superficial o variación cavidad a cavidad.
Estas señales no prueban automáticamente que el moldeo sea la única causa raíz. Indican que el historial de moldeo, la condición de la pieza en verde, el diseño de la herramienta y la respuesta posterior del desaglutinado y sinterizado deben revisarse conjuntamente antes de cambiar un parámetro del proceso al azar.
Por qué los defectos de origen en el moldeo a menudo aparecen más tarde en el desaglutinado o sinterizado
Una de las cosas más confusas en el control de calidad de MIM es el momento en que ocurren los defectos. El defecto que se vuelve visible durante el desaglutinado o sinterizado no siempre es causado durante esos procesos. En muchos casos, la etapa térmica es solo donde la debilidad anterior finalmente se hace visible.
Los ejemplos son comunes. Una diferencia de densidad oculta creada durante el moldeo puede convertirse en contracción diferencial durante el sinterizado. Una grieta local iniciada durante la expulsión puede abrirse más durante el desaglutinado. El desbalance de flujo puede convertirse en distorsión porque diferentes regiones no densifican a la misma velocidad. La inconsistencia superficial puede volverse más evidente después de la eliminación del aglutinante y la contracción final.

Esta es exactamente la razón por la cual culpar a una etapa del proceso puede ser engañoso. Cuando una pieza sinterizada se deforma, el equipo no debe asumir automáticamente que el horno es el único problema. La pregunta correcta es si la pieza en verde ingresó al desaglutinado en una condición verdaderamente uniforme y estable.
Esa lógica inter-etapas se cubre con más detalle en Cómo el desaglutinado y el sinterizado afectan la calidad de las piezas en MIM. El artículo de la etapa térmica explica cómo la eliminación del aglutinante, el comportamiento de la contracción, las condiciones de soporte y la estabilidad del sinterizado pueden exponer debilidades que ya estaban incorporadas en la pieza en verde.
Una Lista de Verificación de Ingeniería Práctica para Evaluar el Riesgo de Calidad en el Moldeo
Cuando evalúas un nuevo proveedor de MIM o revisas una pieza problemática, estas son las preguntas más útiles sobre la etapa de moldeo que debes hacer.
- Revisión de compuerta: ¿La posición de la compuerta se eligió con base en el comportamiento real de llenado y no solo en la conveniencia del herramental?
- Balance de flujo: ¿Se conocen y validan las áreas de flujo largo, pared delgada o transiciones abruptas?
- Venteo: ¿Se trata la evacuación de aire como un tema de diseño real, no como una ocurrencia tardía?
- Ventana de proceso robusta: ¿Puede el proveedor explicar el rango aceptable, no solo un ajuste nominal?
- Manejo de piezas en verde: ¿Existe un método claro para proteger las piezas frágiles durante la expulsión, recolección, carga y transferencia?
- Trazabilidad entre etapas: Cuando aparecen defectos después del sinterizado, ¿el equipo los rastrea hasta el historial de moldeo y la condición de la pieza en verde?
- Método de verificación: ¿Las verificaciones de propiedades y densidad posteriores están vinculadas a estándares reconocidos cuando el proyecto lo requiere?
Para proyectos que requieren verificación formal de propiedades, es útil alinear las discusiones con referencias reconocidas como Norma MPIF 35-MIM para datos de propiedades de materiales MIM, ASTM B962 para pruebas de densidad de productos pulvimetalúrgicos utilizando el principio de Arquímedes, y ISO 2740:2023 para probetas de tensión utilizadas en metales sinterizados, incluyendo MIM y sinterizado. Estos estándares no resuelven los problemas de moldeo por sí mismos, pero ayudan a que las discusiones de calidad se mantengan objetivas.
Continuar la Serie de Calidad de Piezas MIM
El moldeo por inyección es una parte de la cadena completa de calidad MIM. Utilice los artículos relacionados a continuación para separar los riesgos de origen del moldeo de problemas de diseño, feedstock, herramental, procesamiento térmico y control dimensional.
- ¿Qué afecta la calidad de las piezas en MIM? — descripción general del proceso completo y la cadena de calidad de diseño.
- Cómo el Feedstock Afecta la Calidad de las Piezas en MIM — comportamiento del feedstock, llenado del molde, resistencia en verde y consistencia de la contracción.
- Cómo el diseño de la pieza afecta la calidad de las piezas en MIM — geometría, espesor de pared, transiciones y riesgos de manejo.
- Cómo la selección de materiales afecta la calidad de las piezas MIM — elección de material, respuesta al sinterizado y expectativas de propiedades.
- Cómo el Diseño del Molde Afecta la Calidad de las Piezas en MIM — compuerta, ventilación, expulsión y estabilidad del herramental.
- Cómo el desaglutinado y el sinterizado afectan la calidad de las piezas en MIM — causas de la etapa térmica y visibilidad tardía de defectos.
- Cómo las Dimensiones de las Piezas Afectan la Calidad Final de las Piezas MIM — riesgo dimensional, balance de sección e inquietudes de inspección final.
¿Necesita revisar una pieza MIM por riesgo de calidad en la etapa de moldeo?
Si su pieza tiene secciones delgadas, largos recorridos de flujo, marcas visibles en el área de la compuerta, deriva repetida entre lotes o distorsión después del sinterizado, el dibujo debe revisarse junto con los requisitos de moldeo, herramental, material, desaglutinado, sinterizado e inspección.
Conclusión final
La calidad del moldeo por inyección en MIM no se trata solo de si la cavidad se llena. Se trata de si la etapa de moldeo crea una pieza en verde que sea lo suficientemente uniforme, resistente y estable para todo lo que sigue. Cuando el moldeo está bien controlado, las etapas posteriores se vuelven más fáciles de estabilizar. Cuando el moldeo es débil, el resto del proceso pasa tiempo exponiendo problemas que ya estaban incorporados.
Así que si tu objetivo es una mejor calidad de las piezas MIM, no solo preguntes si la pieza terminada pasó la inspección. Pregunta si la etapa de moldeo construyó la base correcta para que la pieza terminada exista.
Preguntas Frecuentes
No. En MIM, una pieza en verde puede verse aceptable y aún así contener desequilibrio de flujo, variación de densidad, tensión oculta o daños pequeños por la expulsión y manipulación. Esos problemas a menudo se vuelven evidentes solo durante el desaglutinado o el sinterizado.
La ubicación de la compuerta cambia cómo se llena la cavidad, dónde se encuentran los frentes de flujo, cómo se distribuye la presión y dónde se forman líneas de soldadura o zonas de hesitación. Eso afecta directamente la uniformidad de la densidad en verde y la estabilidad dimensional posterior.
Sí. Esto es común en MIM. La causa raíz puede originarse durante el moldeo, mientras que el síntoma visible solo aparece más tarde cuando la pieza pasa por el desaglutinado, sinterizado, calibrado o inspección final.
No. La verdadera prueba es si el proceso es estable a través de la variación normal de producción. Un proveedor debería poder explicar una ventana de proceso robusta, no solo mostrar un ensayo exitoso único.
Deben revisarse por separado para mayor claridad, pero no tratarse como si no tuvieran relación. La calidad del moldeo depende del diseño de la pieza, el comportamiento del feedstock MIM, el diseño de la herramienta, el desaglutinado y el sinterizado, por lo que la revisión de la causa raíz debe conectar estas etapas.







