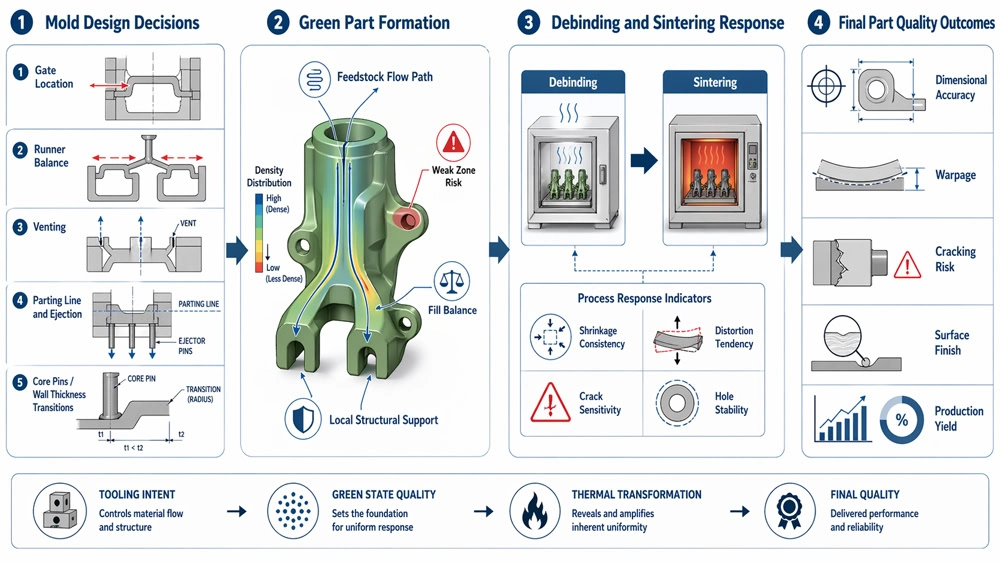
El diseño del molde MIM afecta la calidad de la pieza MIM porque controla cómo el feedstock llena la cavidad, qué tan equilibrada se vuelve la densidad de la pieza en verde, cómo se soportan las características frágiles durante la expulsión y qué tan predeciblemente se contrae la pieza durante el desaglutinado y el sinterizado. Un molde que llena la cavidad no es automáticamente un molde que produce piezas finales estables.
El diseño del molde afecta la calidad de la pieza MIM porque controla cómo el feedstock llena la cavidad, qué tan equilibrada se vuelve la densidad de la pieza en verde, cómo se soportan las características frágiles durante la expulsión y qué tan predeciblemente se contrae la pieza durante el desaglutinado y el sinterizado. Un molde que llena la cavidad no es automáticamente un molde que produce piezas finales estables. La ubicación del punto de inyección, el balance de los canales de alimentación, la ventilación, la ubicación de la línea de partición, el soporte del expulsor, la estabilidad del pasador central y la geometría sensible a la contracción pueden crear riesgos de calidad ocultos que aparecen más tarde como deformación, agrietamiento, deriva dimensional, rebabas, defectos superficiales o posiciones de orificios inestables. Por esta razón, el diseño del molde MIM debe revisarse como una decisión temprana de calidad de la pieza, no solo como una tarea de construcción de herramental.
Este artículo es parte de la serie sobre calidad de piezas MIM de XTMIM. Para el marco de control de calidad más amplio, comience con qué afecta la calidad de las piezas en MIM, luego use esta página para evaluar los riesgos relacionados con el molde que deben revisarse antes de la liberación del herramental.
Nota de ingeniería: En MIM, un molde que produce una pieza en verde completa aún puede producir piezas sinterizadas inestables si el balance de llenado, la distribución de densidad y el soporte de características débiles no se diseñaron correctamente desde el principio.
Conclusión clave: Muchos problemas finales de calidad en MIM comienzan como problemas de diseño de molde mucho antes de que la pieza llegue al horno.
Por qué el diseño del molde es tan importante en MIM
En esta serie de control de calidad, el diseño del molde es el puente entre la geometría de la pieza, el comportamiento del moldeo por inyección y la estabilidad del proceso posterior. Según el Metal Powder Industries Federation (MPIF), el proceso MIM combina la alimentación de polvo metálico fino, el moldeo por inyección, el desaglutinado y el sinterizado en una sola ruta de fabricación. La descripción general del proceso de MIMA también destaca la capacidad de MIM para producir piezas complejas con buen control de tolerancias dimensionales y soportar producción de alto volumen en cavidades múltiples. Esa cadena de proceso es importante porque la condición de la pieza verde afecta fuertemente todo lo que sucede después.
Si el herramental crea flujo desigual, aire atrapado, uniones débiles o densidad local inestable, la pieza puede no fallar de inmediato. En cambio, el defecto puede aparecer más tarde como distorsión, agrietamiento, movimiento de agujeros, deriva dimensional o inconsistencia cosmética.
Por eso, el diseño del molde nunca debe revisarse solo como un problema de costo de herramental. Es un problema de calidad de la pieza. Un concepto de molde de menor costo puede convertirse en la opción de producción más cara si aumenta el tiempo de ajuste del herramental, el desperdicio, la inestabilidad dimensional o los ciclos de prueba repetidos.
La lógica práctica de ingeniería es simple: El diseño del molde determina la uniformidad de la pieza en verde, la uniformidad de la pieza en verde determina la estabilidad del proceso térmico, y la estabilidad del proceso térmico determina la calidad final de la pieza. Para proyectos que aún están en revisión de planos, el dedicado Guía de diseño de moldes MIM puede ayudar a conectar esta lógica de calidad con las decisiones DFM antes de que comience el herramental.
Donde el diseño del molde influye más en la calidad de la pieza
La revisión de calidad de moldes más útil no es una lista de verificación genérica de herramental. Pregunta dónde el molde puede crear desequilibrio de flujo, aire atrapado, debilidad de la pieza en verde, geometría sin soporte o variación de densidad que luego se convierte en un defecto de calidad final. Las siguientes áreas generalmente merecen la revisión más cercana antes de la liberación del herramental.
1. Ubicación del punto de inyección y balance de canales
La ubicación del punto de inyección es una de las decisiones más influyentes en el herramental MIM. Controla cómo el material entra en la cavidad, qué distancia debe recorrer el frente de flujo, dónde se forman las líneas de unión y cómo se transmite la presión a diferentes áreas de la pieza. Una mala posición del punto de inyección aún puede producir una pieza en verde llena, pero a menudo crea un riesgo oculto en forma de desequilibrio de densidad, zonas de unión débiles, defectos cosméticos e inestabilidad en la contracción posterior.
Cuando orificios críticos, secciones delgadas, caras planas o transiciones agudas se encuentran cerca de zonas de mala reconexión de flujo, el riesgo de calidad aumenta significativamente. En producción, estos problemas a menudo aparecen como dimensiones inestables, deformación local o variación impredecible entre lotes y cavidades. Para una revisión más profunda de esta decisión específica, consulte la guía dedicada a el diseño de compuerta MIM.

Conclusión clave: Una pieza puede llenarse incluso con una mala colocación del punto de inyección, pero el éxito del llenado no garantiza una densidad equilibrada ni una contracción estable.
Esta lógica de ingeniería también está respaldada por la literatura publicada. Un estudio de optimización de procesos de 2026 sobre piezas MIM de alta precisión señaló que la posición del punto de inyección influye fuertemente en el comportamiento del flujo, las tensiones residuales y la distribución de la contracción. Un estudio de contracción de 2024 también informó que gran parte de la variación de contracción en MIM proviene de la inhomogeneidad de densidad ya creada en la etapa de moldeo en verde. En términos prácticos, esto significa que la estrategia del punto de inyección no es solo una decisión de llenado. Es una decisión de calidad final.
Fuentes: International Journal of Advanced Manufacturing Technology – Estudio de posición del punto de inyección 2026 | Análisis de la Contracción en el Moldeo por Inyección de Metal (2024)
2. Control de Venteo y Aire Atrapado
El venteo a menudo se subestima en las discusiones iniciales de herramental, pero tiene un efecto directo en la estabilidad del llenado de la cavidad y la integridad superficial. Si el aire no puede escapar de manera efectiva, el resultado puede ser un llenado incompleto, marcas localizadas similares a quemaduras, acabado superficial inestable o debilidad interna en características difíciles de llenar.
En MIM, esto es aún más importante porque el comportamiento del feedstock no es el mismo que en el moldeo de plástico ordinario. Si el llenado de la cavidad ya es inestable en la etapa de moldeo, los pasos posteriores del proceso no restaurarán la uniformidad. Por lo tanto, un venteo deficiente debe tratarse como un riesgo para la calidad de la pieza, no simplemente como un detalle del molde.
3. Estrategia de Línea de Partición y Expulsión
El diseño de la línea de partición afecta el riesgo de rebaba, la fidelidad de las características y la calidad cosmética. La estrategia de expulsión afecta si la pieza en verde sale de la cavidad con soporte estable o con deformación local. Si la fuerza del expulsor se concentra cerca de secciones frágiles, paredes delgadas o protuberancias sin soporte, la pieza en verde puede salir del molde con tensión oculta o ligera distorsión que se vuelve más severa durante etapas posteriores del proceso.
Estos detalles son especialmente importantes cuando las caras críticas deben permanecer limpias, planas, selladas o dimensionalmente estables. Una mala colocación de la línea de partición y un diseño de expulsores inadecuado no siempre causan un rechazo inmediato, pero a menudo reducen la ventana de proceso y aumentan la dificultad de ajuste durante las pruebas.
4. Pasadores de Núcleo, Agujeros, Paredes Delgadas y Transiciones de Sección
La geometría sensible y el diseño del molde siempre deben revisarse juntos. Los agujeros ciegos profundos, los pasadores de núcleo delgados, las paredes delgadas sin soporte, los cambios abruptos de espesor y las grandes superficies planas aumentan la dificultad de un moldeo estable y una contracción estable. El problema no es simplemente que estas características sean difíciles. El verdadero problema es que son más sensibles a la variación de densidad local, la tensión de expulsión y la distorsión durante el desaglutinado o el sinterizado.
La Guía de diseño de la Asociación de Moldeo por Inyección de Metal enfatiza la importancia del diseño de cavidades, ángulos de salida, filetes, orientación de orificios y la estrategia de línea de partición, ya que estos factores influyen directamente en la capacidad dimensional y la manufacturabilidad. En la práctica, el mayor riesgo del herramental suele provenir de la interacción entre la geometría y la disposición del molde, no de una característica aislada.

Conclusión clave: El mayor riesgo de calidad relacionado con el molde generalmente proviene de la interacción entre la geometría sensible y la disposición del herramental, no de una característica aislada.
El Diseño del Molde No Termina en el Llenado de la Cavidad
Uno de los errores más comunes en las revisiones de proyectos MIM es juzgar el éxito del molde demasiado pronto. Una pieza que se llena por completo y se expulsa con éxito es solo el comienzo de la verdadera prueba de calidad. La pregunta más importante es si la pieza en verde moldeada es lo suficientemente uniforme como para sobrevivir al desaglutinado y al sinterizado con una contracción estable y una geometría final aceptable. Es por eso que el diseño del molde debe revisarse junto con la calidad del moldeo por inyección y la calidad del desaglutinado y sinterizado, no como un tema aislado de herramental.
Aquí es donde el diseño del molde tiene una influencia duradera. Si la lógica de compuertas, venteo, soporte y transición de secciones está equilibrada, es más probable que la pieza verde se comporte de manera predecible durante el procesamiento térmico. Si el molde crea densidad desigual o debilidad local, las señales posteriores suelen aparecer como:
- deformación después del sinterizado
- desviación dimensional en características críticas
- agrietamiento en regiones delgadas o tensionadas
- movimiento de orificios o inestabilidad de planicidad
- mayor variación de lote a lote
La investigación publicada sobre sinterizado ha demostrado por qué ocurre esto. Un estudio de 2015 sobre la evolución de tensiones en piezas MIM reportó que las regiones de baja densidad se contraen más rápido que las de alta densidad durante el sinterizado, lo que genera tensiones internas y aumenta el riesgo de distorsión. En otras palabras, muchos síntomas de la etapa del horno son en realidad problemas disfrazados de la etapa del molde aguas arriba.
Fuente: Evolución de tensiones en piezas de moldeo por inyección de metal durante el sinterizado (2015)
Qué deben revisar los ingenieros antes de liberar el herramental
Una revisión sólida del herramental MIM debe centrarse en la lógica de calidad, no solo en si la herramienta se puede fabricar. Antes de liberar el diseño de un molde, el equipo de ingeniería debe verificar si la estrategia de herramental soporta las prioridades de calidad reales de la pieza: precisión dimensional, condición superficial, planitud, estabilidad de barrenos, regiones sensibles a la resistencia y repetibilidad a largo plazo. Aquí es también donde una revisión temprana Revisión de herramental MIM puede conectar las características del dibujo, la estrategia de inyección, la retroalimentación de las pruebas y los objetivos de calidad posteriores antes de que se necesiten costosos cambios de herramienta.
Posición de la compuerta
Confirmar que la trayectoria de flujo soporte las características críticas en lugar de crear zonas de reunión débiles cerca de ellas.
Balance de canal de alimentación y llenado
Revisar que el material llegue a las regiones sensibles en una secuencia estable y predecible.
Venteo
Reduzca el riesgo de aire atrapado y proteja la estabilidad de llenado en zonas delgadas o de extremo cerrado.
Ubicación de la línea de partición
Mantenga el riesgo de rebaba y desalineación alejados de superficies críticas y caras estéticas.
Soporte de expulsión
Proteja las zonas frágiles de la pieza en verde del estrés local y la deformación durante la expulsión.
Transiciones de sección
Verifique si los cambios bruscos de espesor o los detalles sin soporte aumentarán el riesgo de distorsión.
Geometría sensible a la contracción
Identifique orificios, caras planas, paredes delgadas y áreas largas sin soporte que necesiten revisión adicional.
Alineación con los objetivos de calidad
Asegúrese de que el concepto del herramental coincida con las expectativas reales de tolerancia y rendimiento del proyecto.

Conclusión clave: El momento más económico para corregir un riesgo de calidad relacionado con el molde es antes de la liberación del herramental, no después de que las piezas de prueba comiencen a fallar.
Las normas y los datos de materiales siguen siendo importantes en esta etapa. Por ejemplo, los ingenieros suelen consultar Norma MPIF 35-MIM al discutir las propiedades básicas del material y las expectativas del proyecto. MPIF también anunció la actualización de la edición 2025 de las normas de materiales utilizadas en piezas moldeadas por inyección de metal. Los datos sólidos de materiales son importantes, pero no pueden compensar un concepto de herramental que desde el principio genere condiciones inestables en la pieza en verde.
Fuentes: Normas MPIF | MPIF – Normas de Materiales para Piezas Moldeadas por Inyección de Metal, Edición 2025
Escenario de Ingeniería Representativo: Cuando el Riesgo del Molde Aparece Después del Sinterizado
Una revisión representativa del herramental MIM a menudo comienza cuando el moldeo de prueba parece aceptable, pero las piezas sinterizadas posteriormente muestran deriva en los barrenos, variación en la planitud o distorsión localizada. En esta situación, la primera suposición es a menudo que el perfil del horno necesita ajuste. Eso puede ser parcialmente cierto, pero el equipo de ingeniería también debe revisar si la posición de la inyección, el balance de los canales de alimentación, la ventilación, el soporte del expulsor y las transiciones locales de pared crearon una densidad en verde desigual antes de que comenzara el procesamiento térmico.
Este tipo de escenario no es un caso de cliente aislado. Es un patrón de ingeniería común en las revisiones de proyectos MIM: el defecto aparece después del desaglutinado o sinterizado, pero la causa raíz puede haber sido introducida por el molde. Revisar el concepto de la herramienta junto con el diseño de la pieza, el comportamiento del material y el control del proceso generalmente ofrece un camino más claro que ajustar solo los parámetros del horno.
Errores Comunes que Parecen Problemas de Sinterizado pero que se Originan en el Molde
“El horno causó la distorsión.”
A veces sí, pero a menudo la causa raíz comienza antes con un llenado desbalanceado, soporte débil o una geometría colocada en una condición de herramental sensible a la densidad. El horno puede revelar el problema, pero no necesariamente lo creó.
“La pieza se llenó, así que el molde está bien.”
El llenado es solo un punto de control. La pregunta más importante es si la pieza en verde es lo suficientemente uniforme para contraerse de manera consistente después. Un llenado exitoso no demuestra una ventana de proceso estable.
“Podemos corregirlo después con ajustes de proceso”.”
Los ajustes de proceso pueden ayudar en los márgenes, pero rara vez corrigen un concepto fundamentalmente deficiente de compuerta, venteo, expulsión o soporte. Una lógica de herramental deficiente generalmente se traduce en variación, bajo rendimiento o tiempo de prueba prolongado.
“La complejidad del herramental automáticamente mejora la calidad”.”
No siempre. Más deslizadores, insertos y acciones de molde complicadas pueden hacer posibles algunas geometrías, pero también pueden agregar acumulación de tolerancias, demanda de mantenimiento y nuevos puntos de inestabilidad. El mejor herramental suele ser el diseño robusto más simple que protege el objetivo real de calidad.
Normas de referencia, guías de diseño y literatura técnica
Para los equipos de ingeniería que evalúan la estrategia de herramental MIM, las referencias externas más útiles no son artículos genéricos de manufactura, sino normas formales, guías de diseño de asociaciones y estudios de proceso que conectan las condiciones de la etapa de moldeo con los resultados dimensionales y de distorsión finales.
-
Norma MPIF 35-MIM – normas de materiales para piezas moldeadas por inyección de metal.
Ver normas MPIF -
Aviso de la edición 2025 de MPIF – confirma el ciclo de actualización actual y los materiales MIM recién agregados o actualizados.
Lea el anuncio de la edición 2025 -
MIMA – Diseños complejos con MIM – explica por qué el diseño de la cavidad del molde establece inherentemente un límite importante en el control dimensional.
Lea la guía de diseño -
MIMA – Resumen del proceso: MIM – describe la capacidad de MIM para formas complejas, control dimensional y producción de múltiples cavidades.
Lea el resumen del proceso -
Análisis de la Contracción en el Moldeo por Inyección de Metal (2024) – muestra que la variación de contracción en MIM está fuertemente vinculada a la falta de homogeneidad de densidad formada durante el moldeo por inyección.
Lea el estudio de contracción -
Estudio de optimización de la posición de la compuerta (2026) – destaca la influencia de la posición del punto de inyección en el comportamiento del flujo, la tensión residual y la distribución de la contracción en piezas MIM de precisión.
Lea el estudio sobre la posición del punto de inyección -
Evolución de tensiones en piezas de moldeo por inyección de metal durante el sinterizado (2015) – muestra por qué las diferencias de densidad pueden generar tensión y distorsión durante el sinterizado.
Lea el estudio sobre la tensión en el sinterizado
Artículos Relacionados en Esta Serie de Calidad de Piezas MIM
El diseño del molde es solo un factor de calidad. Utilice los artículos relacionados a continuación para revisar cómo el diseño de la pieza, la selección de materiales, el feedstock, el moldeo por inyección, el desaglutinado, el sinterizado y las dimensiones trabajan juntos para influir en la calidad final de la pieza MIM.
¿Qué afecta la calidad de las piezas en MIM?
Cómo el diseño de la pieza afecta la calidad de las piezas en MIM
Cómo la selección de materiales afecta la calidad de las piezas MIM
Cómo el Feedstock Afecta la Calidad de las Piezas en MIM
Cómo el Moldeo por Inyección Afecta la Calidad de las Piezas en MIM
Cómo el desaglutinado y el sinterizado afectan la calidad de las piezas en MIM
Cómo las Dimensiones de las Piezas Afectan la Calidad Final de las Piezas MIM
Conclusión
El diseño del molde es uno de los primeros y más fuertes impulsores de calidad en MIM. Afecta cómo se llena el feedstock, qué tan estable se vuelve la pieza en verde, qué tan predecibles son el desaglutinado y el sinterizado, y qué tan consistente permanece la pieza final en producción en serie.
La lección más importante es esta: un molde que puede producir piezas no es necesariamente un molde que puede producir piezas de calidad de manera consistente. Un buen herramental MIM no solo debe llenar la cavidad. Debe construir la base de calidad adecuada para toda la cadena de proceso que sigue.
Por esa razón, las mejores revisiones de moldes nunca son revisiones de herramental aisladas. Son revisiones de calidad de pieza realizadas lo suficientemente temprano para evitar costosas correcciones posteriores.
Si su dibujo incluye paredes delgadas, barrenos profundos, caras sensibles a la planitud, tolerancias posicionales ajustadas o restricciones complejas de inyección, puede enviar su dibujo MIM para revisión antes de la liberación del molde para que los riesgos de calidad relacionados con el molde puedan verificarse más temprano.
Preguntas Frecuentes
Estas preguntas se centran en la relación práctica entre el diseño del molde y la calidad final de las piezas MIM.
El diseño del molde afecta cómo el feedstock llena, compacta, ventila, expulsa y forma la pieza en verde. Si el molde genera flujo inestable, soporte débil o desequilibrio de densidad local, el resultado final puede manifestarse más tarde como alabeo, agrietamiento, desviación dimensional, rebaba o defectos superficiales.
La ubicación de la compuerta influye en la dirección del flujo, la posición de las líneas de unión, la transferencia de presión y el comportamiento de compactación local. Una estrategia de compuerta deficiente puede colocar zonas de unión débiles cerca de características críticas y aumentar el riesgo de densidad desigual, distorsión y contracción inestable.
Sí, indirectamente. El molde no controla el sinterizado por sí mismo, pero controla la calidad y uniformidad de la pieza en verde. Un mejor equilibrio de llenado, ventilación, soporte de expulsión y manejo de geometría mejoran la probabilidad de una contracción estable durante el procesamiento térmico posterior.
Estos detalles afectan el riesgo de rebaba, la calidad cosmética y la estabilidad de la pieza en verde durante la expulsión. Si una línea de partición o marca de expulsor cae en una cara de sellado crítica, superficie de apariencia o área de precisión, el riesgo de calidad aumenta de inmediato.
Los deslizadores, insertos y acciones complejas pueden hacer posibles ciertas geometrías, pero también pueden agregar acumulación de tolerancias, necesidades de mantenimiento y fuentes adicionales de inestabilidad. El mejor herramental suele ser el diseño robusto más simple que protege el objetivo real de calidad.
El mejor momento es antes de la liberación del herramental. El diseño del molde debe revisarse junto con la geometría de la pieza, la selección del material, los objetivos de tolerancia, los requisitos de superficie y las operaciones posteriores al sinterizado. Corregir problemas de calidad relacionados con el molde después de la fabricación del herramental suele ser más lento y mucho más costoso.







