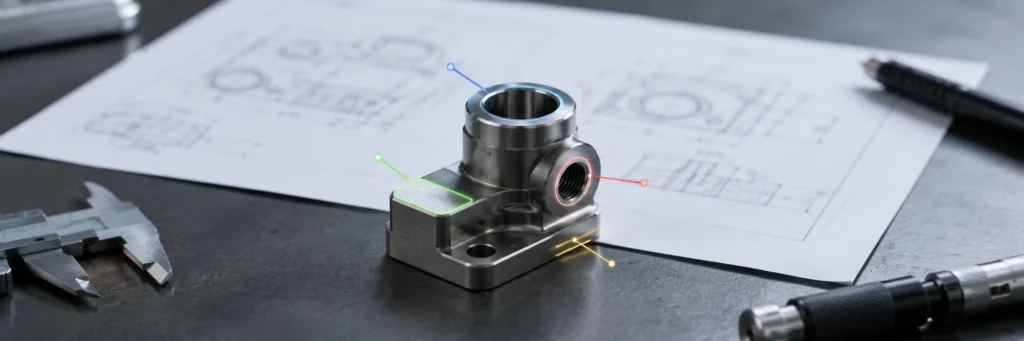
Revue de dessin CNC vers MIM : Comment examiner les dimensions critiques avant de passer de la CNC à la MIM. Avant de remplacer une pièce usinée CNC par le moulage par injection de métal, l'équipe projet ne doit pas examiner chaque dimension du dessin avec la même priorité. La première étape consiste à séparer les dimensions fonctionnelles, les surfaces de référence, les interfaces d'accouplement, les interfaces d'étanchéité ou de glissement, et les dimensions critiques pour l'inspection des dimensions générales de profil ou cosmétiques. Ceci est important car l'outillage MIM, le retrait de frittage, un éventuel calibrage, l'usinage sélectif et l'inspection de production dépendent des dimensions qui contrôlent réellement la fonction.
Revue de dessin CNC vers MIM
Comment examiner les dimensions critiques lors du passage du CNC au MIM
Avant de remplacer une pièce usinée CNC par le moulage par injection de métal, l'équipe projet ne doit pas examiner chaque dimension du dessin avec la même priorité. La première étape consiste à séparer les dimensions fonctionnelles, les surfaces de référence, les interfaces d'accouplement, les interfaces d'étanchéité ou de glissement, et les dimensions critiques pour l'inspection des dimensions générales de profil ou cosmétiques. Ceci est important car l'outillage MIM, le retrait de frittage, un éventuel calibrage, l'usinage sélectif et l'inspection de production dépendent des dimensions qui contrôlent réellement la fonction.
Réponse rapide : Les dimensions du dessin CNC doivent être examinées par fonction avant le début de l'outillage MIM. Identifiez les dimensions qui contrôlent l'assemblage, le mouvement, l'étanchéité, l'alignement, l'inspection ou les opérations en aval. Décidez ensuite quelles caractéristiques peuvent rester telles quelles après frittage, lesquelles peuvent nécessiter une compensation d'outillage, et lesquelles peuvent nécessiter un calibrage MIM ou un usinage post-frittage.
Conclusion principale : Les dimensions du dessin CNC doivent être séparées en caractéristiques fonctionnelles, de référence, d'assemblage et critiques pour l'inspection avant la revue de l'outillage MIM.
Réponse rapide : Quelles dimensions nécessitent une revue avant de passer de la CNC à la MIM ?
Les dimensions qui nécessitent le plus d'attention ne sont pas toujours les chiffres les plus serrés sur le dessin. Dans une revue CNC vers MIM, une dimension devient critique lorsqu'elle affecte l'assemblage, le mouvement, l'étanchéité, l'alignement, le transfert de charge, l'inspection ou un processus en aval. Une dimension apparemment lâche peut être critique si elle contrôle la fonction, tandis qu'une tolérance serrée peut être moins importante si elle ne reflète que la configuration d'origine de l'usinage CNC.
Les dimensions critiques typiques comprennent la position et le diamètre des trous pour les goupilles, arbres, vis ou caractéristiques d'alignement ; les surfaces de référence utilisées pour l'assemblage ou l'inspection ; les faces planes qui contrôlent l'assise, l'empilement ou l'orientation ; les surfaces de contact glissantes, rotatives ou d'usure ; les faces, rainures ou interfaces d'étanchéité ; les caractéristiques filetées et les trous fonctionnels ; les parois minces, les fentes, les retraits et les petites caractéristiques qui peuvent être affectés par le moulage ou le frittage ; et les dimensions liées au contrôle CMM, au gabarit ou à l'inspection fonctionnelle.
Principe de revue
Du point de vue de la revue de conception, le fournisseur doit comprendre pourquoi chaque dimension critique est importante. Une dimension serrée sans contexte fonctionnel peut entraîner des coûts inutiles. Une dimension fonctionnelle cachée dans un bloc de tolérance générale peut présenter un risque pour l'outillage, des litiges d'inspection ou des travaux de correction tardifs.
Risque fonctionnel
Si un trou d'accouplement, une surface de glissement ou une face d'étanchéité n'est pas identifié comme critique, la voie MIM peut être chiffrée sans l'opération secondaire ou le plan d'inspection approprié.
Risque d'outillage
Si l'équipe d'outillage ne sait pas quelles dimensions doivent être protégées, la compensation du retrait et la conception des caractéristiques peuvent être examinées de manière trop générale.
Risque d'inspection
Si les datums et les méthodes de mesure ne sont pas convenus avant l'outillage, l'approbation des échantillons et l'inspection de la production peuvent devenir incohérentes.
Pourquoi les dimensions des dessins CNC ne peuvent pas être copiées directement dans l'analyse d'outillage MIM
Un dessin CNC reflète souvent la manière dont la pièce a été usinée à l'origine. Certaines dimensions peuvent être serrées parce qu'elles étaient faciles à contrôler sur une configuration CNC, et non parce que la fonction du produit exige réellement ce niveau de contrôle. Lorsque la même pièce est envisagée pour le MIM, la logique de fabrication change.
L'usinage CNC retire de la matière d'une barre, d'une plaque, d'une coulée ou d'un brut usiné. La pièce est dimensionnellement stable pendant la majeure partie du processus, et les surfaces critiques peuvent souvent être finies directement avec des outils de coupe. Le MIM est différent. La pièce est formée dans un moule, manipulée comme une pièce verte, déliantée et frittée. Pendant le frittage, la pièce se rétracte. L'outillage doit compenser ce retrait, et le résultat dimensionnel final dépend de la géométrie, du matériau, du support, du comportement au frittage et de la stratégie d'inspection.
Cela ne signifie pas que le MIM ne peut pas contrôler les caractéristiques critiques. Cela signifie que l'analyse doit poser une question différente : quelles dimensions doivent être contrôlées par le moule et le processus de frittage, et quelles dimensions doivent être protégées par un ajustement de conception, un calibrage, un usinage, un contrôle de montage ou une inspection fonctionnelle ?
Une erreur courante consiste à envoyer un dessin CNC à un fournisseur MIM et à demander si les mêmes tolérances peuvent être atteintes sans expliquer quelles dimensions sont fonctionnelles. Cette approche peut entraîner des prix trop conservateurs ou un risque d'outillage sous-évalué. Pour le contexte plus large de la sélection du processus, le document parent comparaison MIM vs usinage CNC doit être examiné avec cette liste de contrôle au niveau du dessin.
Si le dessin est proche de la discussion sur l'outillage, la même analyse doit également être connectée à une analyse plus large revue de conception MIM avant outillage afin que la géométrie, l'intention de tolérance, les attentes matérielles et la planification de l'inspection soient vérifiées avant l'investissement dans le moule.
Question d'examen technique
La question pratique n'est pas “ Le MIM peut-il rivaliser avec le CNC ? ”. La meilleure question est “ Quelles dimensions doivent être contrôlées par moulage et frittage, lesquelles peuvent être relâchées car elles sont non fonctionnelles, et lesquelles doivent être réservées pour le calibrage, l'usinage, la finition ou l'inspection fonctionnelle ? ”. Cela maintient la discussion liée au coût, au risque d'outillage et à l'approbation de la production, plutôt qu'à une comparaison générique des procédés.
Classer les dimensions critiques par fonction avant la revue fournisseur
Avant que le fournisseur n'examine la faisabilité de l'outillage, l'équipe d'ingénierie doit classer les dimensions du dessin par fonction. Cela permet de séparer les points de contrôle nécessaires des dimensions moins importantes pour la performance du produit. Cela aide également le fournisseur à chiffrer le projet avec la bonne voie de fabrication, au lieu de supposer que chaque tolérance CNC doit être reproduite exactement.
Dimensions d'ajustement fonctionnel
Ces dimensions déterminent si la pièce s'assemble correctement avec un autre composant. Les exemples incluent les trous de goupille, les sièges d'arbre, les zones de clipsage, la largeur de fente, le jeu de vis et les caractéristiques de localisation. Si une dimension d'ajustement fonctionnel est incorrecte, la pièce peut échouer à l'assemblage même si le reste de la géométrie semble acceptable.
Pour la revue MIM, ces dimensions doivent être clairement marquées sur le dessin. Le fournisseur doit savoir si la dimension contrôle le jeu, l'interférence, l'alignement, la rotation ou le transfert de charge.
Surfaces de référence et de localisation
Les surfaces de référence sont souvent plus importantes que la valeur de tolérance elle-même. Une dimension peut sembler raisonnable sur le papier, mais si la structure de référence est floue, le contrôle d'inspection et de production devient instable.
Avant l'outillage, confirmez quelles faces ou caractéristiques seront utilisées pour l'inspection, l'orientation d'assemblage et la localisation du montage. Si une pièce CNC utilisait une surface usinée comme référence, la version MIM pourrait nécessiter la même surface protégée, redessinée, calibrée ou usinée sélectivement.
Filetage, trou, fente et caractéristiques de goupille
Les trous, les fentes et les filetages nécessitent une revue distincte car leur risque dépend du diamètre, de la profondeur, de l'épaisseur de paroi, de la localisation, de la direction de moulage et si la caractéristique est moulée, percée, taraudée, aléésée ou finie après frittage.
Tous les trous ne doivent pas être usinés après MIM. Cependant, les trous de précision, les petits trous profonds, les localisations de goupilles serrées et les caractéristiques de filetage peuvent nécessiter une voie de fabrication définie avant que le devis ne soit finalisé.
Surfaces d'étanchéité, de glissement et de contact d'usure
Les faces d'étanchéité et les surfaces de glissement ne doivent pas être considérées comme des surfaces cosmétiques ordinaires. Même si la tolérance du dessin n'est pas extrêmement serrée, la surface peut être critique pour la fonction. L'examen doit confirmer la planéité, les attentes en matière de finition de surface, la pression de contact, le matériau d'accouplement et si la surface doit être finie après frittage.
| Type de dimension | Pourquoi c'est important | Question de revue CNC vers MIM | Voie MIM possible |
|---|---|---|---|
| Dimension d'ajustement fonctionnel | Contrôle l'assemblage ou le mouvement | Avec quoi cette dimension s'accouple-t-elle ? | Moulé, calibré ou usiné sélectivement |
| Surface de référence | Contrôle et localisation | Est-ce le véritable datum de production ? | Protégé par l'outillage, le montage, le calibrage ou l'usinage |
| Trou ou fente de précision | Contrôle de la goupille, de la vis ou de l'alignement | Le trou est-il moulé, percé, aléésé ou taraudé ? | Caractéristique moulée plus opération secondaire possible |
| Surface d'étanchéité ou de glissement | Contrôle des fuites, du mouvement ou de l'usure | Quelle finition de surface et quelle planéité sont requises ? | Tel que fritté si acceptable, ou fini après frittage |
| Profil esthétique | Affecte plus l'apparence que la fonction | Cette tolérance affecte-t-elle la performance ? | Souvent contrôlé par la capacité normale du processus MIM |
| Dimension de tolérance générale | Supporte l'exhaustivité du dessin | Est-ce réellement critique ou seulement hérité du CNC ? | Examiné au cas par cas |
Utilisez ce tableau comme filtre d'examen, et non comme remplacement d'une revue DFM complète. Le fournisseur a toujours besoin du modèle 3D, du dessin 2D, des attentes matérielles, du volume annuel et de l'explication fonctionnelle avant de confirmer si une caractéristique doit être moulée, calibrée, usinée ou redessinée. Pour plus d'informations sur la raison pour laquelle la géométrie et les dimensions affectent le résultat final du frittage, consultez comment les dimensions des pièces affectent la qualité finale des pièces MIM.

Conclusion principale : La classification des dimensions basée sur la fonction permet de séparer les caractéristiques véritablement critiques des tolérances héritées des dessins CNC.
Identifier les dimensions pouvant nécessiter un calibrage ou un usinage post-frittage
Certaines dimensions CNC peuvent être converties en MIM sans usinage secondaire. D'autres peuvent nécessiter une correction sélective après frittage. La clé est d'éviter deux extrêmes : supposer que le MIM peut respecter directement chaque dimension CNC, ou supposer que chaque caractéristique de précision doit être usinée à nouveau.
Une approche d'examen plus solide est la planification de la voie par caractéristique. Pour chaque caractéristique critique, l'équipe projet doit définir la fonction requise, la méthode de contrôle MIM probable, l'opération secondaire possible, la méthode d'inspection et l'impact sur les coûts avant le démarrage de l'outillage.
Alésages de précision et sièges de roulement
Les alésages qui supportent des arbres, des goupilles, des roulements ou des éléments rotatifs doivent être examinés attentivement. Le fournisseur doit savoir si l'alésage contrôle le mouvement libre, l'ajustement par pression, la concentricité ou l'alignement. Selon la taille et la fonction, la voie peut impliquer le moulage, le calibrage, l'alésage ou une autre correction post-frittage.
Surfaces de référence planes
Une surface de référence plane peut être simple en usinage CNC mais plus sensible en MIM si la forme de la pièce, l'épaisseur de paroi ou le support de frittage permettent une déformation. Si la planéité contrôle l'assemblage, l'inspection ou l'empilement, l'examen doit confirmer si la référence peut rester telle que frittée ou nécessite une correction.
Filetages et trous fonctionnels
Les caractéristiques filetées nécessitent une décision de fabrication avant le devis. Certaines caractéristiques peuvent être moulées sous forme de trous pilotes et taraudées ultérieurement. D'autres peuvent être redessinées pour des inserts, des trous de passage ou une méthode de fixation différente. La décision dépend de la résistance, de la tolérance, du matériau, du volume de production et de la fonction d'assemblage.
Surfaces d'étanchéité et de glissement
Les surfaces d'étanchéité et de glissement nécessitent souvent plus qu'une simple revue dimensionnelle. L'état de surface, la zone de contact, le comportement à l'usure et la géométrie d'accouplement doivent être confirmés. Si une surface est à la fois critique en termes de dimensions et de finition, elle peut nécessiter une opération de finition contrôlée après frittage.
| Caractéristique | Le MIM brut de frittage peut être acceptable lorsque | Le calibrage peut être nécessaire lorsque | L'usinage post-frittage peut être nécessaire lorsque |
|---|---|---|---|
| Profil extérieur général | Il ne s'agit pas d'une référence ou d'une surface d'accouplement | La correction locale améliore la répétabilité | Un profil précis doit correspondre à une interface fonctionnelle |
| Trou de goupille | Le jeu est généreux et la fonction n'est pas sensible | L'emplacement ou le diamètre nécessite une correction | Ajustement serré, alésage ou fonction filetée requise |
| Plan de référence | La fonction de référence présente un faible risque | Une surface d'appui contrôlée est nécessaire | Planéité élevée ou surface de référence précise requise |
| Zone de filetage | Filetage non requis ou conception modifiée | La géométrie nécessite une correction locale | Taraudage, perçage ou contrôle précis du filetage requis |
| Face d'étanchéité | L'état de surface n'est pas critique pour la fonction | Une amélioration du contact local est suffisante | La performance d'étanchéité nécessite une finition |
Confirmation du fournisseur avant l'outillage
Avant le début de la fabrication du moule, demandez au fournisseur de confirmer quelles dimensions critiques sont censées être contrôlées telles quelles après frittage, lesquelles pourraient nécessiter un calibrage, lesquelles nécessiteront un usinage post-frittage, et lesquelles devraient être redessinées pour réduire le risque lié à l'outillage. Cela permet d'éviter les litiges tardifs au stade des échantillons concernant l'inclusion ou non d'une opération secondaire dans le devis initial.
Cette matrice doit être examinée avant l'outillage, et non après l'échec des premiers échantillons lors de l'inspection. Les décisions tardives entraînent souvent des coûts supplémentaires, prolongent les délais et créent des désaccords sur l'inclusion d'une caractéristique dans le devis initial. Pour un suivi spécifique au processus, examinez Calibrage MIM et usinage post-frittage comme des voies distinctes plutôt que de supposer que chaque caractéristique nécessite une finition CNC.

Conclusion principale : Les opérations secondaires ne doivent être planifiées que pour les caractéristiques dont la fonction exige un contrôle plus strict que ce que la voie telle quelle après frittage peut fournir.
Examiner les tolérances conjointement avec la stratégie de datum et la méthode d'inspection
Une tolérance n'est utile que si le datum et la méthode d'inspection sont clairs. Lorsqu'une pièce CNC est convertie en MIM, le plan d'inspection peut devoir être modifié car la méthode de formation de la caractéristique change. Ceci est particulièrement important lorsque le prototype CNC a été inspecté à l'aide de références de montage d'usinage qui n'existeront pas de la même manière lors de la production MIM.
Confirmer la structure réelle des datums
Le dessin peut montrer des datums formels, mais le processus CNC réel peut s'être appuyé sur des surfaces de montage d'usinage qui ne sont pas clairement définies pour la production MIM. Avant l'outillage, confirmez quelles surfaces contrôlent l'assemblage et quelles surfaces contrôlent l'inspection. Si un datum est critique, le fournisseur doit savoir s'il doit rester tel quel après frittage, être calibré ou être usiné.
Séparer l'inspection de production de l'inspection de prototype
Un prototype usiné CNC a pu être contrôlé avec des outils manuels, des montages unitaires ou des programmes de MMT conçus autour du processus CNC. La production MIM nécessite une logique d'inspection répétable. L'équipe doit définir quelles dimensions nécessitent une inspection de production de routine et quelles dimensions ne nécessitent qu'une confirmation par échantillonnage ou en phase de validation.
Définir les besoins d'inspection par MMT, jauge ou fonctionnelle
Certaines dimensions sont mieux inspectées par MMT. D'autres peuvent être plus significatives par des jauges fonctionnelles ou des contrôles d'assemblage. Par exemple, une fonction d'alignement de goupille peut nécessiter une inspection de position, tandis qu'une interface coulissante peut nécessiter un contrôle de mouvement fonctionnel. Si la méthode d'inspection n'est pas convenue avant l'outillage, l'équipe peut approuver une tolérance de dessin difficile à mesurer de manière cohérente en production.
Liste de contrôle de revue des datums + inspection
- Quelles surfaces sont de vrais datums fonctionnels ?
- Quelles dimensions contrôlent l'ajustement, le mouvement, l'étanchéité ou l'alignement de l'assemblage ?
- Quelles dimensions sont héritées du CNC mais ne sont pas critiques pour la fonction ?
- Quelles tolérances sont liées à l'inspection par MMT ?
- Quelles caractéristiques nécessitent des jauges fonctionnelles ou des contrôles d'assemblage ?
- Quelles dimensions peuvent nécessiter un calibrage, un usinage ou une finition après frittage ?
- Quelles dimensions sont acceptables en tant que dimensions contrôlées par le processus MIM normal ?
- Les exigences de finition de surface et dimensionnelles sont-elles clairement séparées ?
- Les notes du dessin 2D sont-elles cohérentes avec le modèle 3D ?
- L'équipe a-t-elle marqué les dimensions critiques pour la fonction avant la RFQ ?
Prévention des litiges d'inspection
Si le datum, la tolérance et la méthode de mesure sont examinés séparément, le projet peut passer la discussion de conception mais échouer à l'approbation de l'échantillon. Un meilleur dossier d'examen relie chaque dimension critique à sa méthode d'inspection : MMT pour le contrôle de position ou de profil, contrôles par calibres pour l'acceptation de production répétable, et contrôles fonctionnels pour le comportement de mouvement, d'ajustement, d'étanchéité ou d'assemblage.

Conclusion principale : La revue des dimensions CNC vers MIM doit relier la tolérance, la stratégie de datum et l'inspection répétable avant l'outillage.
Scénario de champ composite pour la formation en ingénierie
Un petit composant de verrouillage usiné CNC présente plusieurs dimensions de dessin serrées, mais seulement trois sont vraiment fonctionnelles : la position d'un trou de goupille, une face de localisation plane et une surface de contact coulissante. Avant de transférer la pièce vers le MIM, l'examen par le fournisseur doit séparer ces dimensions critiques des rayons de bord cosmétiques et des dimensions de profil générales.
Le trou de goupille peut nécessiter un plan d'inspection plus strict. La face de localisation peut nécessiter une stratégie de datum claire. La surface coulissante peut nécessiter une finition post-frittage ou un usinage sélectif. Dans le même temps, plusieurs dimensions de profil extérieur peuvent être acceptables sous contrôle de processus MIM normal si elles n'affectent pas l'assemblage ou le mouvement.
Ce type d'examen aide l'équipe à éviter les coûts inutiles tout en protégeant les dimensions qui déterminent réellement les performances de la pièce. Il soutient également le processus plus large Revue de conversion CNC vers MIM avant que l'investissement en outillage ne soit réalisé.
Caractéristique protégée
La position du trou de goupille doit être marquée comme critique car elle contrôle l'alignement et peut nécessiter une inspection définie.
Vérifier la caractéristique
La face de localisation plane doit être examinée pour la stabilité du datum et une correction possible après frittage.
Caractéristique flexible
Les rayons cosmétiques et les profils extérieurs sans contact n'ont peut-être pas besoin de tolérances de niveau CNC s'ils n'affectent pas la fonction.
Liste de contrôle d'examen des dimensions critiques avant de demander un devis MIM
Une demande de devis CNC vers MIM utile ne doit pas seulement inclure un modèle 3D et un dessin 2D. Elle doit également expliquer quelles dimensions sont importantes et pourquoi. Un fournisseur peut examiner la moulabilité plus efficacement lorsque le dessin sépare les exigences fonctionnelles des habitudes de fabrication CNC héritées.
Ce qu'il faut marquer sur le dessin 2D
- Dimensions critiques pour la fonction.
- Dimensions d'assemblage et d'accouplement.
- Surfaces de datum et caractéristiques de localisation.
- Trous serrés, fentes, filetages et emplacements de broches.
- Surfaces d'étanchéité, de glissement ou de contact d'usure.
- Exigences de finition de surface liées à la fonction.
- Dimensions pouvant affecter l'inspection, la conception des jauges ou les critères d'acceptation.
Ce qu'il faut expliquer au-delà du bloc de tolérances
La tolérance du cartouche ne décrit pas la fonction du produit. Ajoutez de courtes notes pour les caractéristiques qui contrôlent l'ajustement, le mouvement, l'étanchéité, le transfert de charge ou la séquence d'assemblage. Si une tolérance a été copiée du dessin CNC mais n'est pas critique pour la fonction, précisez qu'elle peut être revue pour la capacité du processus MIM. La revue des tolérances MIM peut soutenir cette discussion, mais la décision réelle du projet doit être basée sur la fonction de la pièce.
Ce que le fournisseur doit confirmer avant l'outillage
- Quelles dimensions critiques peuvent être contrôlées telles quelles après frittage.
- Quelles caractéristiques peuvent nécessiter une compensation d'outillage.
- Quelles dimensions peuvent nécessiter un calibrage ou un usinage.
- Quelles surfaces nécessitent une finition.
- Quelles méthodes d'inspection sont pratiques pour la production.
- Quelles exigences du dessin peuvent augmenter le coût ou le délai de livraison.
- Quels changements de conception peuvent réduire le risque avant la fabrication du moule.
- Quelles hypothèses doivent être confirmées avant la finalisation du devis d'outillage ?.

Conclusion principale : De meilleurs plans d'entrée aident le fournisseur à examiner les dimensions critiques avant que les décisions d'outillage ne soient prises.
Avant de demander un devis
Si le projet est proche de la revue par le fournisseur, préparez le plan 2D, le modèle 3D, le volume annuel cible, les attentes matérielles, les dimensions critiques marquées et les notes d'inspection. Le liste de contrôle des tolérances et du retrait de frittage et des Guide de préparation de devis MIM peut aider à organiser le package d'entrée.
Quand une revue dimensionnelle CNC vers MIM devrait arrêter le projet
Une revue dimensionnelle ne mène pas toujours directement à l'outillage. Parfois, elle devrait arrêter le projet jusqu'à ce que la stratégie de conception, de tolérance ou le plan d'inspection soit clarifié.
Le projet devrait faire une pause lorsque les dimensions critiques dépendent d'un contrôle tel quel après frittage irréalistement serré, lorsque les surfaces fonctionnelles ne sont pas clairement identifiées, ou lorsque la méthode d'inspection n'est pas convenue avant l'outillage. Il devrait également faire une pause lorsque la pièce dépend d'une géométrie uniquement CNC qui ne peut pas être moulée, supportée ou frittée de manière fiable sans refonte.
Arrêter le projet à ce stade n'est pas un échec. C'est un point de correction moins coûteux. Une fois que l'outillage commence, les changements aux dimensions critiques, à la stratégie de datum ou aux voies d'opérations secondaires peuvent devenir beaucoup plus coûteux.
Continuer vers la revue d'outillage MIM lorsque
- Les dimensions critiques sont clairement marquées.
- Les surfaces fonctionnelles sont séparées des dimensions cosmétiques.
- Les surfaces de référence sont validées.
- Les méthodes d'inspection sont pratiques.
- Les opérations secondaires sont définies uniquement lorsque nécessaire.
- Le modèle 3D et le dessin 2D sont cohérents.
Pause et revue avant l'outillage lorsque
- Chaque tolérance CNC est traitée comme obligatoire sans revue fonctionnelle.
- Les surfaces critiques ne sont pas identifiées.
- Les trous, filetages ou références critiques n'ont pas de voie de fabrication.
- L'inspection est ambiguë ou non répétable.
- La conception dépend de caractéristiques uniquement réalisables par CNC.
- Les hypothèses de coût ignorent les exigences de calibrage, d'usinage ou de finition.
FAQ sur la revue des dimensions critiques avant la conversion CNC vers MIM
Les tolérances CNC peuvent-elles être maintenues lorsqu'une pièce passe au MIM ?
Certaines tolérances CNC peuvent être maintenues grâce à une stratégie d'outillage MIM, au calibrage, à l'usinage ou au contrôle d'inspection, mais elles ne doivent pas être copiées automatiquement. Chaque dimension serrée doit être examinée en fonction de la fonction, de la géométrie, du matériau, du volume de production et de la méthode d'inspection.
Quelles dimensions sont généralement les plus critiques lors d'une revue CNC vers MIM ?
Les dimensions les plus critiques comprennent généralement les ajustements d'assemblage, les surfaces de référence, les trous de précision, les emplacements de goupilles, les faces d'étanchéité, les surfaces de glissement, les zones de filetage et les dimensions liées à l'inspection ou aux tests fonctionnels.
Chaque dimension serrée nécessite-t-elle une usinage post-frittage ?
Non. Certaines dimensions critiques ou précises peuvent être contrôlées grâce à l'outillage MIM et au contrôle du processus. L'usinage post-frittage doit être utilisé sélectivement pour les caractéristiques qui nécessitent réellement une géométrie, un état de surface ou un contrôle fonctionnel plus précis que ce que le processus tel que fritté peut raisonnablement fournir.
Les surfaces de référence doivent-elles changer lors du passage de la CNC au MIM ?
Ils peuvent nécessiter une révision. Un datum utilisé en usinage CNC peut ne pas être le meilleur datum de production pour le MIM. L'équipe doit confirmer si le datum est fonctionnel, mesurable et stable après le frittage.
Que dois-je indiquer sur le plan avant de demander une revue MIM ?
Marquer les dimensions fonctionnelles, les surfaces de référence, les interfaces d'accouplement, les trous de précision, les filetages, les surfaces d'étanchéité ou de glissement, les exigences de finition de surface et les dimensions critiques pour l'inspection. Expliquer également le volume annuel, les attentes en matière de matériaux et les opérations secondaires requises.
Un fournisseur MIM peut-il décider des dimensions critiques sans contexte fonctionnel ?
Un fournisseur peut identifier les risques de fabrication, mais l'équipe produit doit expliquer quelles dimensions contrôlent la fonction. Sans contexte fonctionnel, le fournisseur peut soit surcontrôler des dimensions non critiques, soit manquer une caractéristique essentielle à l'assemblage ou aux performances.
Besoin d'une revue dimensionnelle CNC vers MIM avant l'outillage ?
Envoyez votre plan 2D, votre modèle 3D, votre volume annuel cible, vos attentes en matière de matériaux et les dimensions critiques marquées pour une revue d'ingénierie. XTMIM peut aider à identifier quelles caractéristiques peuvent être adaptées au MIM tel que fritté, lesquelles peuvent nécessiter un calibrage ou un usinage post-frittage, et quelles exigences du plan doivent être clarifiées avant l'outillage.