Le moulage par injection de métal pour les petites pièces complexes crée le plus de valeur lorsqu'une conception de production stable combine une géométrie tridimensionnelle dense en fonctionnalités, un métal d'ingénierie adapté, une demande annuelle récurrente et une opportunité réaliste de remplacer les opérations CNC récurrentes par une production quasi-forme nette. Ce guide utilise un exemple d'ingénierie représentatif CNC vers MIM pour montrer comment la taille de la pièce, le poids, l'alliage, la demande annuelle, les tolérances, le retrait de frittage, les révisions d'outillage, l'usinage secondaire et la capacité du processus doivent être examinés avant l'outillage.
Moulage par injection de métal pour petites pièces complexes crée le plus de valeur lorsqu'une conception de production stable combine une géométrie tridimensionnelle dense en fonctionnalités, un métal d'ingénierie adapté, une demande annuelle récurrente et une opportunité réaliste de remplacer les opérations CNC récurrentes par une production quasi-forme nette. Ce guide utilise un exemple d'ingénierie représentatif CNC vers MIM pour montrer comment la taille de la pièce, le poids, l'alliage, le volume annuel, les tolérances, le retrait de frittage, les révisions d'outillage, l'usinage secondaire et la capacité du processus doivent être examinés avant l'outillage.
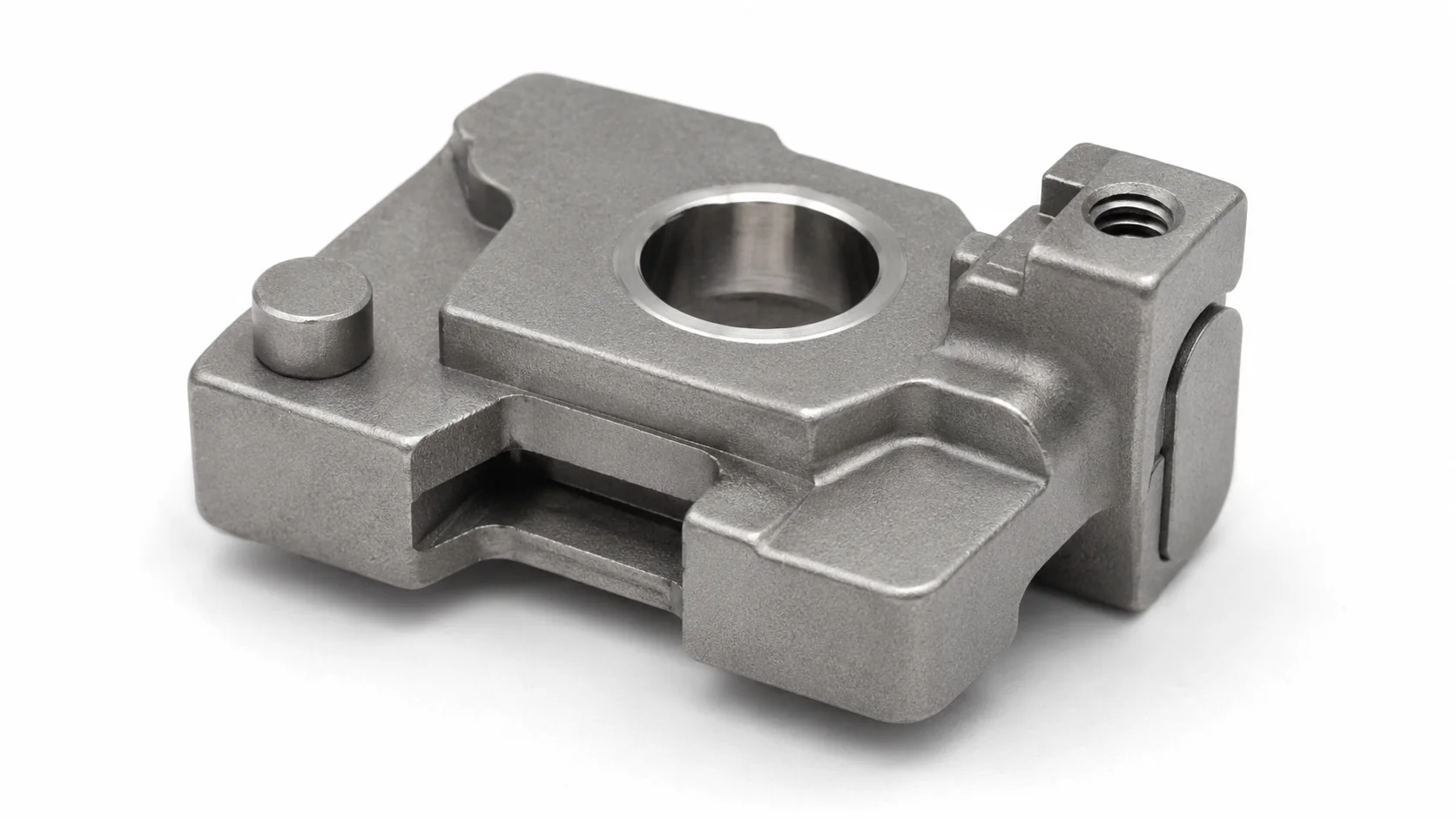
La géométrie comprend un alésage fonctionnel central, une rainure latérale, des bossages, des épaulements, des sections minces et des caractéristiques multidirectionnelles. Ce sont les types de caractéristiques qui peuvent entraîner des coûts d'usinage répétés lorsque la demande annuelle devient stable.
Réponse rapide : Quand une petite pièce métallique complexe doit-elle être examinée pour le MIM ?
Géométrie riche en fonctionnalités
Le moulage par injection de métal doit être examiné lorsqu'une petite pièce métallique présente des caractéristiques latérales, des fentes compactes, des bossages, des gradins, des sections minces, des dépouilles ou plusieurs plans fonctionnels qui rendent l'accès CNC, le bridage et le ébavurage répétitifs.
Demande répétée stable
Le MIM devient plus pratique lorsque la conception est stable et que la demande annuelle peut justifier l'outillage, l'échantillonnage, la validation du retrait et l'inspection. Le volume doit être évalué conjointement avec la complexité de la géométrie et le coût de fabrication actuel.
Finition sélective uniquement
Une pièce MIM solide, petite et complexe forme la plupart de sa géométrie près de sa forme finale et ne conserve l'usinage secondaire que pour des alésages CTQ sélectionnés, des filetages, des datums, des surfaces d'étanchéité ou des ajustements de précision.
Règle de décision :
Le MIM n'est pas sélectionné uniquement parce qu'une pièce est petite. Il devient attrayant lorsque la complexité moulée peut éliminer suffisamment de travaux récurrents d'usinage CNC, de bridage, de ébavurage ou d'assemblage pour justifier l'outillage et la validation du processus. Si la pièce est toujours en évolution, a une demande très faible ou nécessite un usinage de précision sur la plupart des surfaces, le CNC ou un autre processus peut rester le meilleur premier choix. Pour une comparaison de processus dédiée, consultez MIM vs usinage CNC pour les petites pièces complexes.
Exemple d'ingénierie représentatif CNC vers MIM
Statut de la preuve :
Le cas numérique et les graphiques ci-dessous sont un exemple d'ingénierie représentatif créé pour démontrer les informations qu'une étude de cas MIM publiable devrait contenir. Ils ne doivent pas être présentés comme un cas client réel, un rapport d'inspection réel publié ou une revue d'ingénieur nommée, sauf si XTMIM vérifie les enregistrements du projet, l'autorisation du client et l'identité du réviseur.

Une étude de cas utile relie le dessin de la pièce au processus d'origine, à la voie MIM, aux corrections d'outillage, à la capacité dimensionnelle et au résultat de production. Une image de produit seule n'est pas une preuve suffisante.
Voie d'origine
Usinage CNC
- Six opérations d'usinage et de manipulation
- Environ 9,5 minutes de temps de cycle total par pièce
- Fixation répétée pour des caractéristiques multidirectionnelles
- Ébavurage et inspection répétés sur chaque composant
Voie révisée
MIM plus finition sélective
- Corps principal, fente latérale, gradins et bossages formés en forme quasi nette
- Alésage critique réalésé après frittage
- Filetage M3 post-frittage
- Deux opérations secondaires conservées au lieu d'usiner le corps complet
Dimensions de la pièce, matériau, volume et données de production
Un cas MIM crédible de petite pièce complexe doit indiquer les données d'ingénierie réelles plutôt que de s'appuyer sur des affirmations générales telles que “ grand volume ” ou “ tolérance serrée ”. Le tableau ci-dessous montre le niveau de détail qui devrait être documenté.
| Article de projet | Valeur représentative du cas | Importance technique |
|---|---|---|
| Taille globale de la pièce | 28,4 × 16,8 × 8,2 mm | Assez compact pour une revue MIM de petite pièce, tout en contenant plusieurs caractéristiques tridimensionnelles. |
| Poids de la pièce finie | 14,6 g | Les supports de poids permettent une révision efficace de la production multi-empreintes ou répétée, sous réserve de l'économie de l'outillage et du feedstock. |
| Nuance de matériau | L'acier inoxydable MIM 17-4 PH | Sélectionné pour une application en acier inoxydable axée sur la résistance ; l'état final du matériau et le traitement thermique doivent être spécifiés. |
| Demande annuelle estimée | 180 000 pièces/an | Fournit une base de volume significative pour comparer le coût récurrent du CNC avec l'investissement en outillage et en validation. |
| Opérations CNC d'origine | 6 opérations | Indique une charge répétée de mise en place, d'accès aux outils, d'ébavurage et d'inspection. |
| Temps de cycle CNC d'origine | Environ 9,5 min/pièce | Le cycle récurrent est un facteur de coût majeur pour un volume de production répété. |
| Opérations secondaires MIM | 2 opérations | Aléser l'alésage critique de Ø3,00 mm et tarauder la fonction filetée M3. |
| Tolérance générale post-frittage | ±0,301% | Utilisé pour des fonctions non critiques dans cet exemple ; la tolérance doit être confirmée par la fonction, le datum et la capacité du processus. |
| Tolérance d'alésage critique | Ø3,00 +0,02 / 0,00 mm | Maintenue par usinage post-frittage plutôt que par l'application de la même exigence stricte à chaque dimension moulée. |
| Retrait moyen linéaire de frittage | 15.8% | Utilisé comme entrée de compensation d'outillage ; le mouvement local et la variation directionnelle nécessitent toujours une validation par essai. |
| Taux de rendement au premier passage | 96.8% | Représente un indicateur de qualité de production après la révision de l'outillage et du plan de support. |
| Capacité d'alésage critique | Cpk 1,52 | Indique le type de preuve de capacité nécessaire pour une dimension CTQ une fois le système de mesure et le plan d'échantillonnage définis. |
| Densité du matériau | >97% théorique | Doit être lié à la spécification du matériau convenue, à la méthode d'échantillonnage et au dossier d'inspection. |
Pour une revue spécifique au matériau, consultez le guide dédié Guide MIM acier inoxydable 17-4 PH. La nuance du matériau, l'état de traitement thermique, la densité, la dureté, l'environnement de corrosion et le stade dimensionnel doivent être définis ensemble plutôt qu'inférés du seul nom de l'alliage.
Comparaison avant et après modification de l'outillage
Une étude de cas plus solide explique ce qui a changé pendant le développement de l'outillage. Elle ne doit pas passer directement de “ outillage construit ” à “ production réussie ”. Dans cet exemple, le premier concept d'outillage a créé des risques dimensionnels et cosmétiques.
Outillage Rev A
Évent latéral et support instable
- La coulée latérale a laissé une marque de témoin visible près d'une surface sensible.
- Le flux et le tassement local ont augmenté la variation dimensionnelle autour de la zone fonctionnelle.
- L'orientation de frittage n'a pas fourni un support suffisant sous une portée asymétrique.
- La variation de la planéité et de la position de l'alésage a nécessité un examen supplémentaire.
Révision de l'outillage B
Coulée par le dessous et patin de support dédié
- La coulée a été déplacée vers une zone non cosmétique par le dessous.
- Un patin de support et une orientation de frittage révisée ont amélioré la stabilité.
- Les transitions de paroi et les rayons locaux ont été équilibrés pour réduire la sensibilité à la déformation.
- L'inspection s'est concentrée sur le Datum A, la taille de l'alésage, la position de l'alésage, la largeur de la fente et la planéité.
Pourquoi c'est important :
La correction d'outillage est une preuve SEO et d'ingénierie utile uniquement lorsque l'article explique le mécanisme du défaut, le changement de conception ou de processus, et le résultat mesuré. Une image avant/après sans la logique de cause et de correction ajoute peu de valeur technique.
Revue DFM : Quelles caractéristiques restent telles que frittées et lesquelles nécessitent un usinage ?

La décision DFM sépare la géométrie moulée des caractéristiques critiques post-usinage et relie le placement de l'alimentation avec les zones cosmétiques, le support de frittage, l'équilibre des parois et l'accès à l'inspection.
| Caractéristique | Itinéraire sélectionné | Raison de la décision |
|---|---|---|
| Profil extérieur principal, gradins et bossages | MIM tel que fritté | Ces caractéristiques contiennent la complexité géométrique répétable qui crée la valeur de conversion. |
| Fente latérale | Formée dans l'outillage | Évite l'usinage répété de la fente, soumis à la direction du moule, au plan de joint, au contrôle des bavures et à l'accès à l'inspection. |
| Alésage fonctionnel Ø3,00 mm | Moulé avec une marge d'usinage, puis réalésé | La tolérance unilatérale CTQ et l'exigence de surface justifient une finition sélective. |
| Filetage M3 | Élément moulé, puis taraudé | Réduit les risques liés à l'outillage et à la qualité du filetage tout en conservant la majeure partie de la géométrie du corps telle que moulée. |
| Surface d'appui inférieure / Datum A | Contrôlé par support et inspection | Le datum influence la planéité, la position de l'alésage et l'alignement CMM. |
| Vestige de point d'injection | Zone non cosmétique inférieure | Protège les surfaces visibles et fonctionnelles tout en permettant un chemin de remplissage plus stable. |
Les décisions au niveau des caractéristiques doivent être vérifiées par rapport à l'ensemble Guide de conception MIM, la trous, fentes et contre-dépouilles guide, Conseils pour les supports de frittage et basé sur le dessin Processus de revue DFM pour MIM.
Tolérances réelles, données de retrait et preuves d'inspection
Un article MIM doit distinguer entre la capacité générale post-frittage et les dimensions critiques qui font l'objet d'un contrôle de processus dédié ou d'usinage. L'application d'une tolérance serrée unique à chaque caractéristique ajoute généralement des coûts et rend le dessin moins réaliste.

Ce graphique généré démontre le type de preuves dimensionnelles qu'un cas réel devrait publier. Il ne s'agit pas d'un certificat d'inspection publié par le client. Remplacez-le par un rapport masqué et traçable avant de revendiquer des preuves de production réelles.
Dimensions critiques et méthodes d'inspection
| Élément d'inspection | Spécification utilisée dans l'exemple | Méthode suggérée | Objectif de contrôle |
|---|---|---|---|
| Longueur hors tout | 28,40 ±0,10 mm | Mesure CMM ou optique | Confirme le retrait global et la compensation de l'outillage. |
| Largeur hors tout | 16,80 ±0,10 mm | Mesure CMM ou optique | Vérifie le retrait directionnel et la stabilité de la pièce. |
| Épaisseur hors tout | 8,20 ±0,05 mm | MMT | Suit l'état du support et la déformation verticale. |
| Alésage critique | Ø3,00 +0,02 / 0,00 mm | Calibre pneumatique, alésomètre ou MMT | Vérifie l'ajustement des CTQ post-usinage. |
| Largeur de rainure | 2,40 ±0,05 mm | MMT ou calibre fonctionnel | Vérifie une caractéristique moulée telle que frittée. |
| Position du trou | 12,50 ±0,03 mm | MMT à partir de datums définis | Confirme la stabilité dimensionnelle après frittage et usinage. |
| Planéité sur Datum A | 0,05 mm maximum | Méthode MMT ou plan de contrôle | Valide la stratégie de support révisée. |
| État de surface de l'alésage usiné | Ra 1,6 | Rugosimètre | Confirme l'état fonctionnel de la surface. |
Comment publier le rendement et le Cpk de manière responsable
Une valeur telle que Rendement au premier passage de 96,81 % ou Cpk 1,52 n'a de sens que si l'article précise également la caractéristique inspectée, la taille de l'échantillon, la méthode de mesure, le niveau de révision et le stade de production. L'exemple utilise 30 pièces mesurées pour l'alésage critique. Une publication réelle doit conserver le rapport source, les informations sur le système de mesure et la révision du dessin, même lorsque les champs identifiant le client sont masqués.
Pour des conseils dimensionnels plus approfondis, renvoyez les lecteurs vers Tolérances critiques et état brut de frittage MIM, Compensation du retrait de frittage MIM et le capacité d'inspection et de test de XTMIM.
Tableau de décision : La pièce est-elle un bon candidat MIM ?

Les plages sont des références de présélection, pas des limites universelles. Une décision finale nécessite une revue du dessin, du matériau, de l'outillage, des tolérances, du frittage et des coûts.
Bon candidat
Géométrie dense à petites caractéristiques, demande annuelle stable, voie d'alliage établie, finition CTQ limitée et un problème clair de coût récurrent de CNC ou d'assemblage.
Candidature limite
Volume modéré, état du matériau incertain, nombreuses dimensions sensibles au retrait, stratégie de datum peu claire ou plusieurs surfaces critiques pouvant nécessiter une usinage.
Candidature faible
Demande de prototypage uniquement, conception instable, géométrie simple usinée ou emboutie, forme de bloc volumineux, ou usinage secondaire important sur la plupart des surfaces.
Quand le MIM crée une réelle valeur pour les petites pièces métalliques complexes
1. La géométrie crée des coûts de fabrication répétés
Le MIM devient pertinent lorsque plusieurs caractéristiques rendent coûteux l'usinage d'une pièce à la fois : détails latéraux, fentes compactes, nervures fines, bossages, gradins, transitions courbes, trous miniatures, surfaces à plusieurs niveaux ou caractéristiques intégrées qui nécessiteraient autrement plusieurs montages.
2. La conception est suffisamment stable pour l'outillage
La compensation d'outillage, l'emplacement des points d'injection, l'éjection, le support de frittage et la correction du premier article dépendent d'une géométrie mature. Les premiers prototypes peuvent toujours être examinés pour leur aptitude future au MIM, mais la libération du moule devrait attendre que l'architecture fonctionnelle et les dimensions critiques (CTQ) soient suffisamment stables.
3. La demande annuelle peut absorber l'outillage et la validation
Aucun seuil de volume annuel universel ne s'applique à tous les projets MIM. Un petit composant de grande valeur avec une charge d'usinage importante peut justifier un outillage à un volume inférieur à celui d'une pièce simple et peu coûteuse. La comparaison correcte inclut l'outillage, la correction d'essai, la validation du processus, les opérations secondaires, l'inspection, la durée de vie attendue du programme et le coût unitaire récurrent d'origine.
4. La plupart de la complexité peut rester proche de la forme finale
Le cas commercial est le plus solide lorsque le MIM crée le corps complexe complet et que seules certaines caractéristiques critiques (CTQ) reçoivent une finition post-frittage. Une voie hybride peut être plus réaliste que d'insister pour que chaque dimension fonctionnelle reste telle qu'après frittage.
5. Les performances du matériau correspondent à l'application
Le matériau sélectionné doit correspondre aux exigences de résistance, de dureté, de corrosion, d'usure, de température, magnétiques et de finition. Le projet doit également définir la densité, l'état de traitement thermique, l'état de surface et le stade d'inspection final.
Quand le MIM n'est pas le meilleur premier choix
Restez avec l'usinage CNC ou la fabrication de prototypes quand :
- La conception évolue encore fréquemment.
- La demande est très faible ou ponctuelle.
- La plupart des surfaces nécessitent un usinage de précision direct.
- La géométrie est simple et peu coûteuse à usiner.
- L'itération rapide de la conception est plus importante que l'outillage de production.
Comparez un autre procédé de volume quand :
- La pièce est une forme simple en PM uniaxiale.
- Le composant est principalement une forme emboutie plate.
- La géométrie et l'alliage sont mieux adaptés à la fonderie sous pression ou à la fonderie à cire perdue.
- L'application peut utiliser un polymère au lieu du métal.
- La voie MIM nécessiterait toujours des finitions et des assemblages importants.
Utiliser le Hub de comparaison des processus MIM lorsque la première décision consiste à comparer le MIM à l'usinage CNC, à la métallurgie des poudres, au moulage sous pression, au moulage à cire perdue, à l'estampage ou à l'impression 3D métal.
Ressources techniques connexes
Cette page doit rester le point d'entrée des études de cas et des décisions. Les questions détaillées sur la conception, les matériaux, les procédés et l'inspection doivent être déplacées vers les pages dédiées ci-dessous plutôt que d'être dupliquées ici.
Quoi envoyer pour une revue de pièce MIM complexe de petite taille
| Entrées requises | Ce que cela permet à l'équipe d'ingénierie d'examiner |
|---|---|
| Dessin 2D avec tolérancement et dimensions CTQ | Stratégie de tolérancement, méthode d'inspection, surépaisseur d'usinage et critères d'acceptation. |
| Fichier CAO 3D | Sens du moule, équilibrage des parois, dépouilles, tiroirs, chemin d'écoulement, risques de support et d'éjection. |
| Nuance de matériau réelle et état final | Voie de frittage, comportement au frittage, traitement thermique, densité, dureté et exigences de surface. |
| Poids de la pièce finie et dimensions hors tout | Adéquation du processus de base, concept d'outillage, manipulation et planification de la production. |
| Demande annuelle et durée de vie du programme | Si l'outillage et la validation peuvent être justifiés par rapport au coût récurrent du processus. |
| Opérations de processus actuelles et temps de cycle | Quels coûts récurrents de CNC, d'ébavurage, de finition ou d'assemblage le MIM peut éliminer. |
| Zones sans marquage fonctionnelles et cosmétiques | Décisions concernant les points d'injection, les plans de joint, les éjecteurs, les supports et la finition. |
| Enregistrements d'inspection requis | Planification de la première pièce, de la capacité, de la vérification des matériaux, de la surface, de la dureté et du lancement de la production. |
Revue d'ingénierie et divulgation des preuves
Examiné au niveau de l'article par : Équipe d'ingénierie XTMIM
La page a été structurée autour de l'adéquation au processus MIM, de la logique de conversion CNC vers MIM, de la DFM, de l'orientation du matériau, de la révision de l'outillage, de la compensation du retrait, de l'allocation des tolérances, des opérations secondaires et de la planification de l'inspection.
Exigence de publication : Ajoutez le nom, le titre, la biographie, le portrait et l'URL du profil d'un véritable examinateur uniquement après que cette personne ait examiné l'article final et autorisé la publication. Le graphique du réviseur “ Daniel Chen ” généré avec ce projet n'est pas inclus car il ne doit pas être présenté comme un profil d'ingénieur réel.
FAQ sur le MIM pour les petites pièces complexes
Quelle taille de pièces convient au moulage par injection de métal ?
Le MIM est couramment évalué pour les composants métalliques petits et denses en caractéristiques, mais il n'y a pas de limite de taille universelle unique. L'adéquation dépend de la masse de la pièce, de la distribution des parois, de la longueur d'écoulement, du matériau, de l'outillage, de la manipulation, du déliantage, du support de frittage, des exigences dimensionnelles et du volume. Une revue basée sur le dessin est plus utile qu'un simple chiffre de taille.
Quel volume annuel rend le MIM rentable ?
Il n'y a pas de seuil annuel fixe pour chaque pièce. Le point de basculement dépend du coût de l'outillage, du coût actuel d'usinage CNC ou d'assemblage, de la complexité géométrique, de la durée de vie du programme, du matériau, de la stratégie de cavité, du rendement, des opérations secondaires et des exigences d'inspection. Une demande répétée et stable est plus importante que de proposer une quantité universelle.
Le MIM peut-il remplacer entièrement l'usinage CNC pour une pièce complexe ?
Pas toujours. Une conversion réussie utilise souvent le MIM pour le corps complexe et conserve une finition CNC pour des alésages, filetages, faces d'étanchéité, ajustements de roulement, datums ou autres caractéristiques critiques (CTQ) sélectionnés. L'objectif est d'éliminer l'usinage récurrent inutile, pas d'éliminer l'usinage à tout prix.
Une tolérance MIM de ±0,31 % est-elle garantie ?
Non. Un pourcentage tel que ±0,31 % n'est qu'une référence générale de dépistage. La capacité réelle varie en fonction de la longueur de la dimension, du matériau, de la géométrie, de la disposition de l'outillage, de la direction du retrait, du support, du processus de four, de la structure de datum et de la méthode d'inspection. Chaque caractéristique critique doit être examinée séparément.
Pourquoi le retrait de frittage est-il important dans la conception de l'outillage ?
La pièce verte moulée est plus grande que le composant métallique final car elle rétrécit pendant le déliantage et le frittage. L'outillage doit compenser le retrait attendu, tandis que les essais confirment le comportement local et directionnel. Le retrait moyen seul ne garantit pas que chaque caractéristique se déplace uniformément.
Quelles preuves une véritable étude de cas CNC vers MIM devrait-elle inclure ?
Il doit inclure la pièce approuvée par le client ou une image correctement anonymisée, les dimensions, le poids, la nuance du matériau, le volume annuel, les étapes du processus d'origine et le temps de cycle, les opérations secondaires MIM, les tolérances CTQ, les données de compensation de retrait ou d'outillage, les révisions d'outillage, les résultats de rendement ou de capacité, et un rapport d'inspection traçable avec les détails confidentiels masqués.
Quelles informations doivent être soumises pour une revue de faisabilité MIM ?
Soumettez le dessin 2D, le fichier CAO 3D, le matériau et l'état final, les tolérances CTQ, les zones cosmétiques, les exigences de surface, le volume annuel, la voie de fabrication actuelle, l'environnement d'application et la documentation d'inspection attendue.
Envoyer la pièce pour une revue MIM basée sur le dessin
Pour une petite pièce complexe actuellement produite par usinage CNC, moulage, métallurgie des poudres, estampage ou assemblage, fournissez le dessin, le fichier CAO, le matériau, la demande annuelle, les opérations actuelles, le temps de cycle, les dimensions CTQ et les exigences de surface. XTMIM peut examiner si le projet doit rester avec le processus existant, passer au MIM, ou utiliser une voie hybride MIM plus usinage.
Soumettre un dessin pour examen Contacter XTMIMRéférences techniques
Les références générales de processus et de conception MIM peuvent aider à cadrer une revue préliminaire, mais elles ne remplacent pas la validation spécifique au projet du matériau, du dessin, de l'outillage et de l'inspection. Les points de départ utiles dans l'industrie incluent le aperçu du processus de la Metal Injection Molding Association, la Aperçu MIM de l'Association Européenne de Métallurgie des Poudres et ressources des normes MPIF.







